CNC不良分析及改善报告
CNC不良分析及改善报告
CNC不良分析及改善
1. 来料抽检是否存在崩角严重划伤或尺寸偏小
改善措施:抽检来料杜绝不良产品上机既浪费人力物力财力,不良产品退上工序 。
2. 正确的操作手势和操作流程以免在后续的生产中给本工序或后工序造成良率效率的下滑 。
改善措施;严格按照作业指导书进行操作或在适当的时间对员工加强培训。
3. 崩。
改善措施;1程序存在优化
2是否是刀具造成,更换刀具
3添加适量的切削液
4转速在程控且在%100
4.划伤
改善措施; 1改善现有夹具通气糟的宽度深度限定为1MM(现已贴保护膜) 2检查来料
3正确的放料手势避免与夹具相互摩擦(具体见作业指导书)
4进行隔行插架避免取放料相互碰撞
5保护膜一个班更换一次
6切削液至少一个月彻底更换一次
5.裂
改善措施;
1来料为异形超出CNC规定的切削量
1改善现有夹具通气糟的宽度深度限定为1MM
2刀具磨损严重,更换刀具
6.阴阳边
改善措施; 1调机应秉承确认确认再确认的原则在进行生产
2生产中进行自检管理者隔2小时巡检一次
3每10分钟清理夹具表面
4刀具磨损严重,更换刀具
7尺寸不良
改善措施; 1调完尺寸的机台应进行投影确认再进行生产
尺寸为CNC的雷区,因为在后工序没有在检测尺寸的工序,尺寸不良的产
品一旦流入客户,后果不堪设想。
8.未车到
改善措施; 1正确的操作手势
2靠角磨损
3气压不足导致移位
目前CNC存在的问题很多,从产品上机到产品下机都没有完整的作业流程。上机前应该做什么(例如:检查刀具是否存在磨损,水泵正常开启,保护膜是否需要更换)。生产中应该注意哪些,防止问题的发生(生产中应当进行自检)。下机生产完每架产品进行抽检,防止不良品流入下工序 。
针对CNC上次生产大量不良做出以上分析及改善措施,在以后的生产中将会以基本方针不良对策3原则 1不接收不良品2不制造不良品 3不流出不良品 。
在后期将会在各方面进行改善及优化:比如加强员工的品质意识。励志提高CNC良率,保证CNC一定能达到预期的目标。
建议后期增加产品标示卡 ,如有问题可以快速的找出对应的机台进行处理。
增加产品反馈单使问题出现严肃化。
马甜甜
2011-8-27
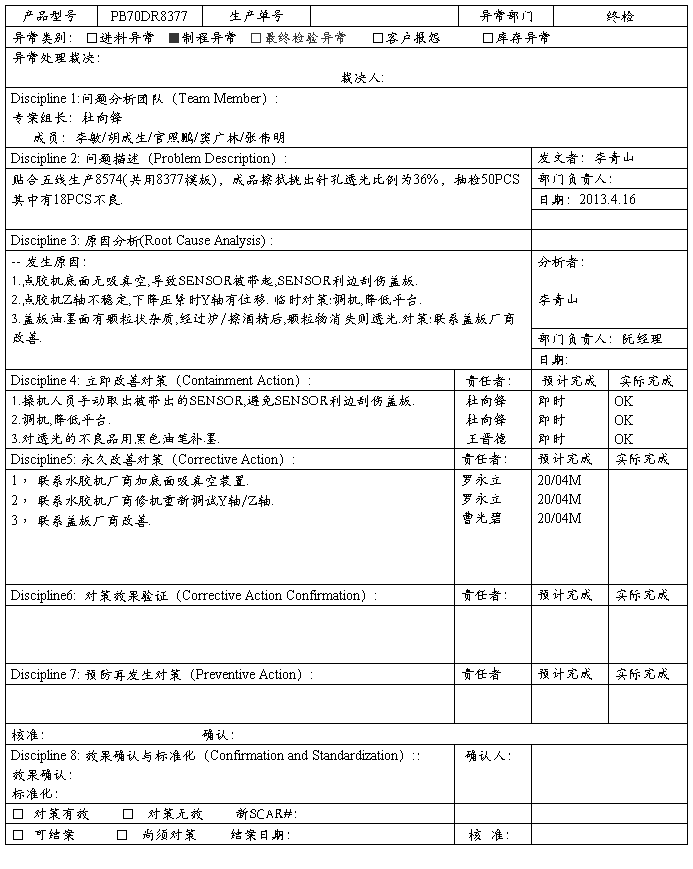
第二篇:8574不良分析改善报告(4-16)
表单编号:
-
不良分析报告
导光板不良品分析报告一数据收集123二主要不良原因分析1导光板来料不良因为厂家在1000级净化房生产10000级贴保护膜导致导光板…
-
不良品分析程序与报告
關于不良品分析程序與回饋王雄獅LCD制技部一說明初步分析步驟1將異常品初步分類成固定及非固定點11固定點紀錄異常品模號及位置12非…
-
不良分析报告
纠正预防改善报告8DCorrectiveActionReportPage1of4Page2of4Page3of4Page4of4
-
客户退货不良分析报告
客户退货不良分析报告客户成都时间20xx1211产品编号25112516产品名称扫秒打铃钟NEW不良品来源客户退货不良品分析数量1…
-
1408005X生产不良分析报告
SUB1408005X生产不良原因分析报告一现状分析本厂料号1408005X六层盲埋孔化金板分两次压合第一次压合第一批压合层偏报废…
-
注册证有效期内产品质量的总结报告、临床应用情况总结报告、不良事件情况的总结报告.docx
有效期内总结报告一、产品质量跟踪总结1、产品的质量控制措施以及内部审核情况***生产的*****测定试剂盒(***)(以下简称**…
-
制剂产品年度质量回顾分析报告模板
制剂产品年度质量回顾分析报告模板XX产品名称规格年度质量回顾分析报告回顾周期XX年XX月XX日XX年XX月XX日产品年度质量报告编…
- 产品质量分析报告
-
原料药产品年度质量回顾分析报告模板
原料药产品年度质量回顾分析报告模板XX产品名称年度质量回顾分析报告回顾周期XX年XX月XX日XX年XX月XX日产品年度质量报告编码…
-
20xx年度护理不良事件成因分析报告
20xx年度护理不良事件成因分析报告20xx年度全院所有护理单元上报不良事件共39件现对全院上报的护理不良事件进行汇总分析提出相应…
- 产品不良报告格式