工艺不良分析改善报告
S2吃錫不良分析報告
現狀說明:
20##年10月15日,自動化一課6線在生產明泰1SLG624TYAA1G机种時,S2位置有吃錫不良現象.生產120PCS﹐有9PCS不良﹐不良率:7.5%.
此物料料號﹕60100404403601G 不良D/C:0628f3,0628i7f,0628i7,0628f3.
原因分析:
A.檢查15PCS印刷品質,無印刷少錫現象,且脫模良好.量測5PCS錫膏厚度,分別為:0.151mm,0.147mm,0.163mm,0.166mm,0.158mm.在標准範圍內(鋼网厚度為0.13mm,錫膏厚度標准范圍為:0.130mm-0.180mm)
B.使用Kester(EM907)錫膏,特性如下:
EM907

C.在爐前觀察10PCS的貼片品質,無貼片位移.貼片壓入量為0.5mm(為默認值).
D.Profile在客戶要求的標準範圍內,O2 PPM≦3000PPM.Profile如圖:
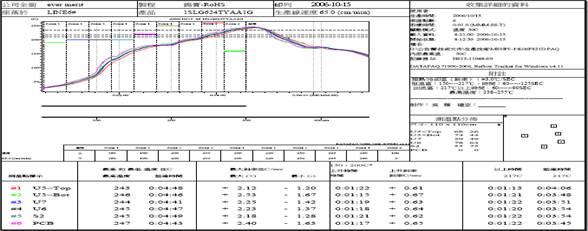
E.車間溫濕度符合標准:溫度:25℃,濕度:52%.(SMT車間的標准溫度:25±3℃.濕度:40%-75%)
F.將不良板放于顯微鏡下觀察,PCB PAD上吃錫飽滿而元件Pin腳不吃錫。將物料以120度烘烤2H后再上線生產﹐生產100PCS有7PCS不良﹐不良率為﹕7.0%。初步分析為元件Pin腳鍍錫不良不吃錫,造成此不良.
臨時對策:
A.在上線前使用刀片將元件Pin腳上的不良鍍錫層刮掉后再上線生產﹐暫無不
良。
.
報告人:張怀東2006/10/16
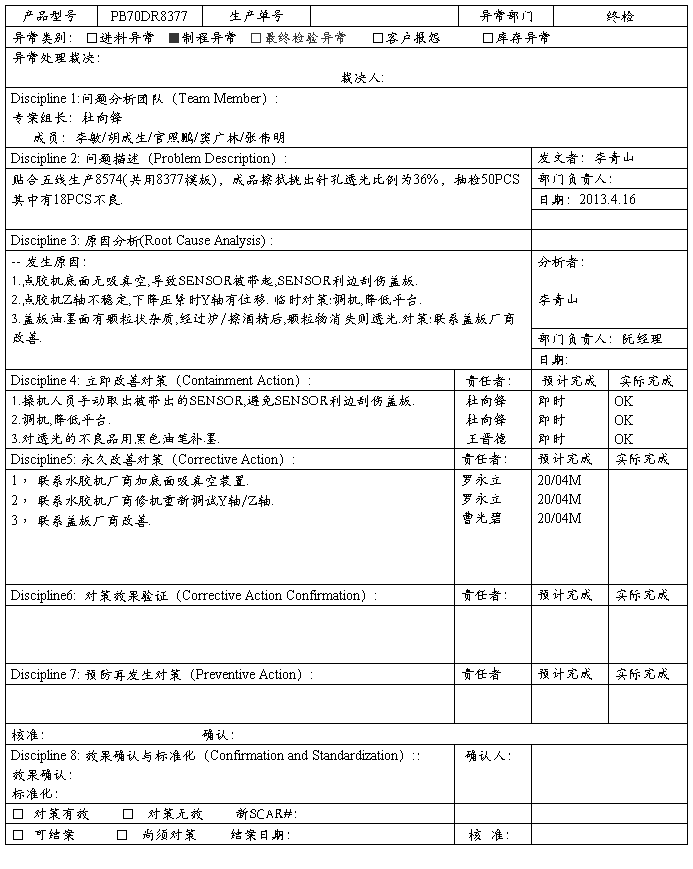
第二篇:8574不良分析改善报告(4-16)
表单编号:
-
机械制造工艺学加工误差统计分析报告
机械制造加工误差的统计分析一实验目的1通过实验掌握加工精度统计分析的基本原理和方法运用此方法综合分析零件尺寸的变化规律2掌握样本数…
- 工艺设计报告格式
-
生产分析总结报告
生产分析总结报告为实现创建现代化加工企业的战略目标进一步总结经验统一思想理清工作思路加强生产工作和管理工作全面完成了公司下达的各项…
- 加工工艺报告格式
-
工艺用水用量分析报告
工艺用水用量分析报告一目的为了检验制水设备及工艺是否能制备出符合要求的工艺用水满足工艺用水用量的要求分析各工艺的用水量二工艺用水分…
-
20xx年供应室护理不良事件案例成因分析年度报告
20xx年供应室护理不良事件案例成因分析年度报告一、20xx年护理不良事件汇总:二、事件类型图表分析:20xx10例,从上述图表中…
-
20xx年外科护理不良事件案例成因分析年度报告(2)
20xx年外科护理不良事件案例成因分析年度总结一、20xx年外科护理不良事件汇总:二、事件类型图表分析20xx年外科护理不良事件2…
-
20xx年医院安全不良事件分析报告总结
泗阳康达医院20xx年第一季度安全不良事件统计与分析一本季度主动报告医院安全不良事件统计与分析一按类别统计20xx年度第一季度医院…
-
20xx年度护理不良事件成因分析报告
20xx年度护理不良事件成因分析报告20xx年度全院所有护理单元上报不良事件共39件现对全院上报的护理不良事件进行汇总分析提出相应…
-
20xx年供应室护理不良事件案例成因分析年度报告
20xx年供应室护理不良事件案例成因分析年度报告一20xx年护理不良事件汇总二事件类型图表分析20xx10例从上述图表中反映出发生…
- 产品不良报告格式