事故A3报告案例
前言
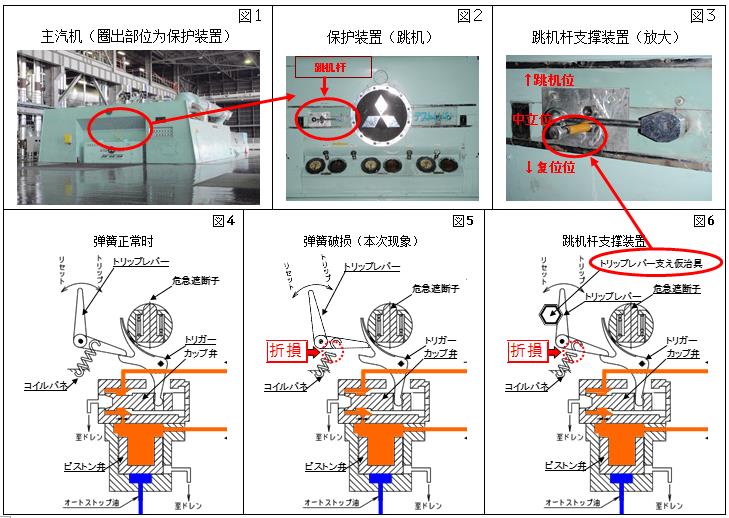
在2号主汽机保护装置试验(真空低下跳机试验)中,保护装置的跳机杆没有正常恢复,进行外观检查后发现如图2所示的保护装置跳机杆弹簧破损。虽然确认了由油压控制的保护装置动作正常,但为了再确认由跳机杆弹簧破损所带来的保护装置动作等情况及总结今后的检修计划,特作如下报告。
1. 经过 12月25日(星期五) 250MW纯燃煤运行中
13时22分~ 汽机主保护装置试验开始(详细操作顺序如附录1)
确认真空低下时装置动作良好 确认跳机杆动作良好 确认保护装置油压为0MPa0MPa
13时34分~ 恢复操作开始 确认保护装置油压恢复良好
发生跳机杆没有从复位位回到中立位情况(如附录2的图2所示)
13时35分 联系厂里有关部门
13时59分 给售电部门第一次汇报(汇报上述红字部分)
14时左右 汇报火电部(内容与给售电部门汇报的一致;发电部→总部)
15时左右 厂家到厂 开始说明情况及检修实施交底等
18时左右 把高压轴承底座MH盖替换为亚克力板,实施内部检查,连杆机构无异常。
确认如图5所示,保持跳机杆位置的弹簧的安装部位破损(详细情况如附录2的图2所示)
19时30分左右~重新进行保护装置试验:跳机杆在自身重力作用下向下下降,由于与扳机相互作用,在磁座的作用下跳机杆保持在中立位。各试验下保护装置的油压机动作值(油压值)无问题,从检修用的压力板目视确认扳机动作正常。
20时左右 为防止跳机杆与扳机相互干扰,制作、安装临时跳机杆支撑工具(图3、6)
21时25分 试验杆恢复(汇报相关部门:当值-中调、发电部→总部)
2. 原因推定及水平展开
该损坏部位时应力最容易集中的部位之一,推测由于年久老化而发生破损。另外,该二号机在20##年进行过弹簧的替换,一号机在下次检修(2013.4.4~5.26:53)时进行弹簧替换,今后计划每八年进行两台机的弹簧更换。
3. 技术标准适用性判断
(1) 保护装置试验结果及其他各试验的动作值(油压值)正常,能够满足作为保护装置的机能。
(2) 厂家看法:由于弹簧破损,扳机只能通过自身重力来动作,保护装置油压低⇒杯阀动作⇒自动停止,这一连串油压低的机构(动作)无问题。附录3中有汽机跳机时保护装置的动作概略图。
通过以上事项,可以判断保护装置动作正常,满足技术基准,机组可继续运行。
【(厂家意见)2013.1.18】
提案内容:“在紧急控制装置结构部位中,杯阀的动作一旦变慢就有可能影响主汽机跳机的动作时间,因此在保护装置(超速跳机)试验中,扳机动作后要确认保护装置的油压迅速降至0.5MPa以下。”我们从厂家方面得到《关于ES超速跳机机能确认(断油跳阀操作)的要领》这一交待。
我厂的对策:按照以下顺序再次进行保护装置试验,确认情况。
第1步:状下扳机动作(目测确认)后,确认保护装置的油压迅速降至0.5MPa以下。
[在录像上比较一号机保护装置(弹簧正常)动作时的降压状况和二号机同样情况下的降压状况]
第2步:第1步中,动作后保护装置油压没有迅速下降的情况下,安装调整临时装置(参照附录4),再次实施保护装置试验。判断标准按照第1步。
4. 修补计划(拟)
更换弹簧,修补时期与期间如下:
(1)修补实施时间及修补期间
① 修补时间:20##年2号机中修期间(2013.5.28~6.14:18)计划进行修补。
② 修补期间:为实施本修补作业,现阶段来看在中修期间计划在制造厂修补及现场恢复等是困难的(从现状来看要23天),今后中修工期应该控制在18天内,要进行工期缩短讨论。
③ 修补概要:保护装置(跳机杆弹簧更换调整)及其他相关作业
5.保护装置试验
我电厂的保护装置试验是每月定期作业(在GMS中制定)。
如上所述,我电厂的方针决定后将上报有关部门,进行当月的保护装置试,验确认装置的健全性。
完毕
附属资料:附录1 常规作业要领
附录2 保护装置概要图
附录3 汽机跳机时保护装置动作概略图
附录4 用临时装置对扳机进行临时处理
参考: 主汽机保护装置试验动作图 紧急调试机分解概要图
参考: ES;关于超速跳机机能确认(断油跳阀)要领要領
-
20xx案例分析报告的写作
案例分析报告的写作前言n摘要什么企业供应链主要问题解决方案背景分析n根据案例的情况n产品分析供应链类型市场环境分析企业战略分析供应…
-
心理咨询师案例报告
国家职业资格全国统一鉴定心理咨询师论文国家职业资格二级论文类型案例报告论文题目一例高三学生考试焦虑心理咨询案例报告1一例高三学生考…
-
案例分析报告格式要求
案例分析报告包括哪几部分?情景描述——分析给出的案例中的情景?原因分析——分析出现该问题的原因?提出备选方案——分析问题的解决方法…
-
案例分析报告格式与范文
案例分析报告的格式与范文一案例分析报告的格式1格式封面标题1小组编号小组成员目录正文5号宋体三级标题式至少一万字正文后附上小组分工…
-
案例分析报告
国家职业资格全国统一鉴定心理咨询师论文(国家职业资格二级)论文类型:案例分析报告论文题目:关于中学生瘢痕焦虑的心理咨询案例报告姓名…
-
基本长度测量密度测定实验报告A3
基本长度的测量实验目的1掌握游标和螺旋测微装置的原理学会游标卡尺和螺旋测微器的正确使用2学习记录测量数据原始数据掌握数据处理及不确…
- A3报告模板(实例)
- 安全生产标准化岗位达标实施方法研究——A3报告
- A3报告范例
-
LTE案例-未配置邻区导致频发A3测量报告
案例未配置邻区导致频发A3测量报告问题描述如下图红圈标识区域龙翔大道路测试车辆由西至东行驶由于距离该路段最近小区龙中FE阻挡严重U…
-
A3报告总结解决问题的方案
A3报告本条目包含过多不是中文的内容欢迎协助翻译若已有相当内容译为中文可迳自去除本模板A3报告A3Report目录显示1什么是A3…