三坐标测量机检测实验报告
专业及班级: 姓名: 学号:
实验二:三坐标测量机检测
一、实验目的:通过观察三坐标测量机的检测过程,分析检测的基本原理,掌握三坐标测量机的日常操作过程。
二、实验设备:西安爱德华MQ686三坐标测量仪及其辅助设备。
设备简介:机械整体结构采用刚性结构好、质量轻的全封闭框架移动桥式结构。其结构简单、紧凑、承载能力大、运动性能好。
固定优质花岗岩工作台:具有承载能力强、装卸空间宽阔、便捷的功能。
Y向导轨:采用燕尾式,定位精度高,稳定性能好。
三轴采用优质花岗岩,热膨胀系数小,三轴具有相同的温度特性,因而具有良好的温度稳定性、抗实效变形能力,刚性好、动态几何误差变形小。
三轴均采用自洁式预载荷高精度空气轴承组成的静压气浮式导轨,轴承跨距大,抗角摆能力强,阻力小、无磨损、运动更平稳。
横梁采用精密斜梁设计技术(已获专利),重量轻、重心低、刚性强,动态误差小,确保了机器的稳定。
Z轴采用气缸平衡装置,极大的提高了Z轴的定位精度及稳定性。控制系统采用德国知名的SB专用三坐标数控系统,具有国际先进的上下位机式的双计算机系统,从而极大地提高系统的可靠性和抗干扰能力,降低了维护成本。
三、实验原理:
三坐标测量机:由三个运动导轨,按笛卡尔坐标系组成的具有测量功能的测量仪器,称为三坐标测量机,并且由计算机来分析处理数据(也可由计算机控制,实现全自动测量),是一种复杂程度很高的计量设备。三坐标测量机是一种高效、新颖的精密测量仪器。它广泛应用于机械制造、仪器制造、电子工业、航空工业等各领域。
分类:
按其精度分为两大类:
计量型:(UMM)1.5 mm+2L/1000 一般放在有恒温条件的计量室内,
用于精密 测量分辨率为0.5mm,1或2mm,也有达0.2mm的;
生产型:(CMM)一般放在生产车间,用于生产过程的检测,并可进行末道工序的精加工,分辨率为5mm或10mm,小型生产测量机也有1mm或2mm的。
按结构分为:悬臂式、龙门式、桥式、铣床式
按控制方式分为:手动式、自控式
所能进行的测量类型:应用三坐标测量机可对直线坐标、平面坐标以及空间三维尺寸进行测量,可以测量球体直径、球心坐标、曲线曲面轮廓、各种角度关系以及凸轮、叶片等复杂零件的几何尺寸和形状位置误差。
三坐标测量机测量原理:将被测物体置于三坐标测量空间,可获得被测物体各测点的精确地坐标位置值,根据这些点的空间坐标值,经计算机计算求出被测物体的精确地几何尺寸,形状和位置公差及其他几何数据。一般地,经过计算,可以拟合形成测量元素,如空间点、直线、圆、球、圆柱、圆锥、圆环、曲面等。
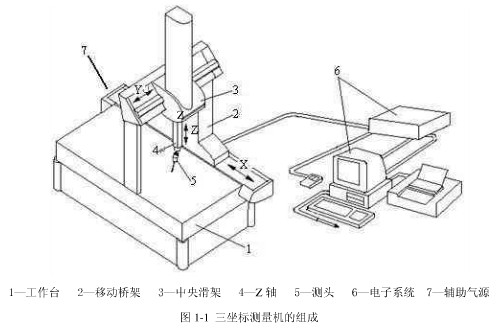
三坐标测量机的主要构成要素:
1、主机机械系统(X、Y、Z三轴或其他);
2、测头系统;
3、电气控制硬件系统;
4、数据处理软件系统(测量软件);
5、其他附件
如图1-1所示:
若测量工件上一圆柱孔的直径,可以在垂直于孔轴线的截面I内,触测孔壁上的三个点(点1、2、3),根据这三点的坐标值即可计算出孔的直径及圆心OI坐标,如下图1-2所示:

图1-2 基于坐标测量原理
附:三坐标测量机的控制系统工作原理
控制系统是三坐标测量机的三大组成部分之一。其主要功能是:读取空间坐标值,对测头信号进行实时响应与处理,控制机械系统实现测量所必需的运动,实时监测坐标测量机的状态以保证整个系统的安全性与可靠性。 三坐标测量机在X、Y、Z三个方向装有三根光栅尺及电机、传动装置等,控制系统以控制器为核心,控制器不断地将计算机给出的理论位置与光栅反馈回来的实测位置进行比较,随时调整输出的驱动信号,努力使测量机的实际位置与计算机要求的理论位置保持一致
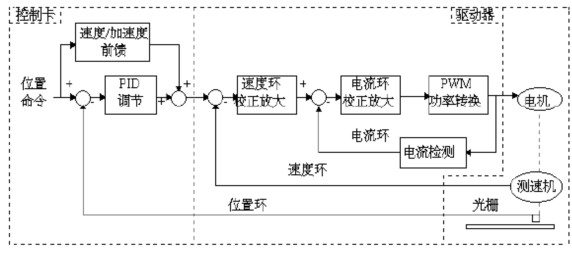
图3三坐标测量机的控制系统工作原理框图
四、实验步骤:
三坐标测量仪的操作规程如下:
(1)首先观察工作室内温、湿仪器的显示数据,如不在规定范围内,则应打开或关闭有关辅助设施,空调、除湿机等,将温度、湿度调整至CMM正常工作规定的温、湿度环境内.当温、湿度与CMM规定值相差较大时(如冬、夏二季),空调应昼夜不间断运行,做到恒湿、恒温,以保持最佳测量工作环境。
(2)在干燥机正常工作状态下,打开总进气阀,给储气罐充气,并打开气管的排气阀约1分钟左右,让气流将罐内的油、水、杂质冲出,检查气压表,核准压缩空气的压力。
(3)关闭三坐标测量仪之前,应先打开储气罐的排气阀, 将罐内的油、水、杂质等冲出,然后关上总进气阀门,将残留气体放光,并定期给空气压缩器和过滤器排水。
(4)接通测量机稳压电源,检查电源输出电压,正常时打开工作电脑,开启控制柜钥匙,按下电源电极按钮。
(5)测量机电脑测量软件ARCO Quick,使其自动回零校准,打开(或新建)项目,开启测量工作。
(6)电脑在运行测量软件时,严禁运行其他无关程序文件以及打印文件,否则会造成内存冲突,引起三坐标位置错误。
(7)测头的校准一直保持有效性,若有以下情况:a更换测量探针及红宝石测尖;b任何螺纹连接的地方松动过;c测头与工件严重撞击;d使用一段时间后(测量精密零件可能要求每天校正,测量板金件、铸件可以每周,甚至每月重新校正一次)。须重新校准测头。
(8)编制自动测量程序时,必须按屏幕指示谨慎操作,运行时一定要先采用慢速。
(9)对于计算机各分区中(特别是C区)的所有文件,在不清楚其含义的情况下,不要任意删除或修改,以免丢失驱动文件。
(10)如测量机或计算机等使用设备出现故障,应及时通知有关部门进行维修,切忌自行修理。
(11)关机时,先关计算机,再关闭控制柜钥匙,切断整个系统电源及对测量机的气源供应。
五、实验总结:
通过此次实验,更深刻地认识到三坐标测量机测量精度高,速度快,软件功能强大,是测量行业不可或缺的高级仪器,激发了对高科技仪器的浓厚兴趣。
第二篇:三坐标测量机检测同轴度误差分析
三坐标测量机检测同轴度误差分析
发表时间:2008-7-14作者:新百利出入:网站管理员
此文属于转帖,请不要任意转帖,如需转帖请注明该文的来源。来源华北航天工业学院学报
摘要:利用三坐标测量机检测同轴度时,往往由于测量方法不当,会出现较大的测量误差。本文提出几种三坐标测量机检测同轴度方法,来减小或避免同轴度测量误差。
关键词:三坐标测量机;同轴度;测量误差;误差检测
1引言
同轴度检测是机械加工测量中经常遇到的问题。通常,检测零件的同轴度是很困难的,零件的精度只有靠设备和加工者的经验保障。利用三坐标测量机进行同轴度检测,既直观又方便,测量结果精度高,免去了常规方法检测用的检具的设计与制造所需的时间和费用,大幅度的降低了生产成本,缩短了生产周期。但是在实际测量工作中,由于测量方法不当,可能会出现测量结果误差大等问题。对此,我们进行了分析研究,并提出了相应的检测方法。
2同轴度误差的基本含义
根据GB/T1182-1996中同轴度误差的定义,同轴度是指被测圆柱面轴线对基准轴线不共轴程度。如图1所示。根据定位最小包容区的概念用与基准轴线同轴的圆柱面来包容被测圆柱面(孔)的实际轴线,在被测长度内,最小包容圆柱面的直径<f就是同轴度误差。其公差带为与基准轴线同轴,直径等于<f的圆柱体。
3同轴度测量误差分析与处理方法
3.1同轴度测量误差分析
从同轴度的定义分析不难看出,影响同轴度的主要因素有被测元素与基准元素的圆心位置和轴线方向,特别是轴线方向。例如我们在基准圆柱上测量两个截面圆,其连线作基准轴。如图2所示。在被测圆柱上也测量两个截面圆,构造一条直线,然后计算同轴度。假设基准上两个截面圆的距离为10mm,基准第一截面圆与被测圆柱上第一个截面圆之间的距离为100mm,如果基准圆柱第二截面圆的圆心位置有5μm的测量误差,这样,测量轴线到达被测圆柱第一个截面圆时已偏离50μm,此时,即使被测轴线与基准完全同轴,其计算结果也
会有100μm的误差。很显然,这种测量误差是人为的,造成误差的原因是基准轴本身出现的偏
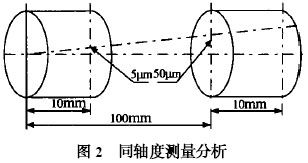
离。
3.2处理方法
这种测量误差是人为的,造成误差的原因是基准轴本身出现了偏离。为此,我们试验用以下方法来减小或避免测量误差,实践证明这些方法是行之有效的。
3.2.1改测同轴度为测直线度
当被检工件较短时,可以改测同轴度为测直线度。因为这种情况下轴的倾斜对装配影响较小,而轴心偏移对装配影响较小,轴心偏移的测量实际就是测量轴心连线的直线度。具体方法是:分别在两个小圆柱上测几个截面圆,然后选择这几个圆,利用这几个圆圆心建立一条直线,在三坐标测量机上测量这条直线的直线度。可用该零件同轴度的公差值当作直线度公差值,来判断零件是否合格。这种方法工作截面越短,效果越好。
3.2.2尽量增加基准截面间的距离
当被检工件基准轴(孔)相对较长时,在测量基准元素时,尽量加大第一截面和第二截面的距离,误差干扰比例将成正比减小。因此,测量时要有意识地拉开截面间的距离,由此减小由于基准轴线偏离引起的测量误差,若基准足够长,同时基准与被检截面较近,人为误差就自然消失了。
3.2.3建立公共轴线
当基准圆柱与被测圆柱较短且距离较远时,我们可以采取建立公共轴线的方法。在基准圆柱和被测圆柱上测中截面,其中截面连线作为公共轴线,然后分别计算基准圆柱和被测圆柱对公共轴线的同轴度,取其最大值作为该零件的同轴度误差。公共轴线建立后,可以在三坐标测量机上测量该轴线与基准圆柱端面(端面为另一基准面)的垂直度,间接地判断公共轴线是否正确,如果超出公差范围,说明孔或轴与端面不垂直,即使同轴度测量合格,也属于不合格零件,可能由于机床的精度达不到要求或零件装夹不正以及加工时切削参数不合理造成。
4测量实例
如图3所示,为被检测零件简图,根据零件的特征分析,被测的两孔深只有20mm,并且相距较远200mm。采用传统的测量方法,即在B端建立基准轴,然后在三坐标测量机上求出C端圆柱对基准轴线的同轴度为0118mm,属于超差零件。采取建立公共轴线的方法。在基准圆柱B和被测圆柱C分别测中截面圆,将两截面圆圆心连线作为公共轴线,然后计算该零件的同轴度误差为01045mm
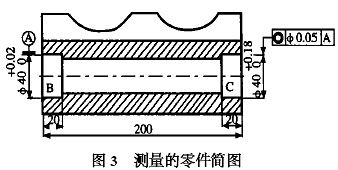
。属于合格零件。
前者测量误差较大的原因是:B端基准孔深只有20mm,在建立基准轴线时,由于切削加工后的孔的内表面会留下沟槽,以及孔本身存在着圆度误差,这样,三坐标测量机的测头在其表面打点测截面圆时,就会产生一定的误差,用测量的截面圆建立的基准轴线也同样产生一定的误差,由于B、C两端相距较远,基准轴线延长180mm后就会产生较大的误差。因此,其测量结果也是不正确的。应该采用建立公共轴线的测量方法。测量结论是:加工误差在公差之内,属于合格零件。
5结论
可见在同轴度测量时,要根据零件的具体特征,选择不同的测量方法,这三种方法在实际工作中灵活应用,将会提高测量结果的准确性和可靠性。利用以上测量方法,我们已检测了冲头、箱体、冲盘等零件,均能达到满意的测量效果,解决了生产实际问题,得到了用户的认可。我们仅以自己在测量工作中得到的一些体会,提出来与同行们进行交流,以提高我们的检测水平。
此文属于转帖,请不要任意转帖,如需转帖请注明该文的来源。
-
三坐标测量实验报告
三坐标测量实验报告姓名XXX学号XXXXXXX指导老师XXX专业XXXX20xx年11月一快速综合检测利用直接测量法测量给定的被测…
-
三坐标报告
三坐标实验报告学校浙江理工大学班级08机制2姓名芦宇圣学号B08310213实验组别第2期第2组实验老师姚凤检测零件检测方案1运行…
-
三坐标实验报告
研究生实验报告项目名称三坐标测量实验报告姓名学号指导老师专业20xx年11月15日一实验要求1根据实验室的三坐标测量仪和待测模型确…
-
三坐标测量仪培训报告
通过两天的培训学习,培训老师主要对三坐标测量仪探针校准、几何元素的测量、元素构造与组合、形状和位置公差评定和CNC测量程序的编制和…
-
三坐标测量机检测实验报告
专业及班级姓名学号实验二三坐标测量机检测一实验目的通过观察三坐标测量机的检测过程分析检测的基本原理掌握三坐标测量机的日常操作过程二…
-
三坐标测量仪培训报告
通过两天的培训学习,培训老师主要对三坐标测量仪探针校准、几何元素的测量、元素构造与组合、形状和位置公差评定和CNC测量程序的编制和…
-
三坐标测量实验报告
三坐标测量实验报告姓名XXX学号XXXXXXX指导老师XXX专业XXXX20xx年11月一快速综合检测利用直接测量法测量给定的被测…
-
三坐标测量机实验题目与报告格式
三坐标测量机实验大作业一实验题目1反求零件实验要求1根据教具给定零件确定测量方案2对各几何元素尺寸误差进行测量3画出零件三视图4编…
-
三坐标测量机项目可行性报告
中金企信北京国际信息咨询有限公司国统调查报告网三坐标测量机项目可行性报告国统调查报告网即中金企信国际咨询公司拥有10余年项目可行性…
-
三坐标测量机实验报告
制造科学与工程学院实验报告ExperimentReportSchoolofManufacturingScienceampEngin…
-
三坐标测量实验报告1
三坐标测量实验报告1一实验目的1了解并学会使用测量仪测量形位公差2学会结合电脑记录数据二实验器材测量仪电脑被测工件三实验原理测量仪…