45#钢热处理工艺检验报告
热处理工艺检验报告
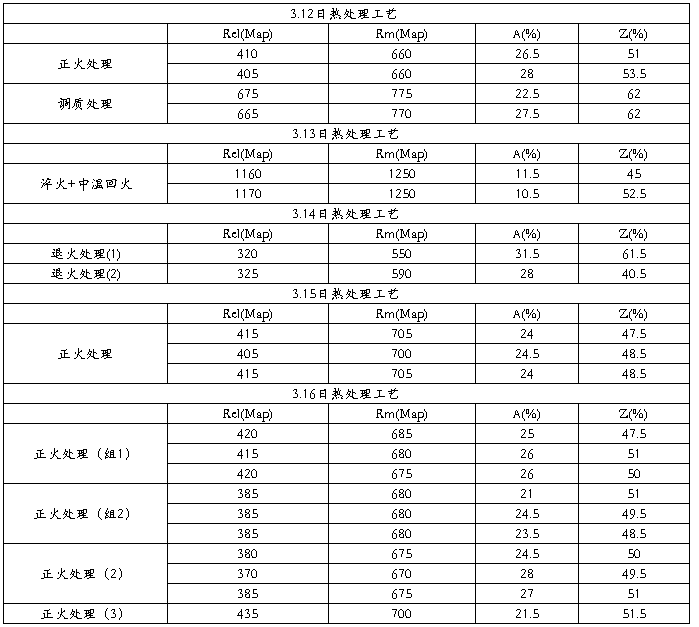
本周对近期生产的45#钢进行了热处理工艺,其中包括正火、退火以及部分的调质处理工艺,以下是对所做各种热处理工艺与钢筋性能的总结:
3月12日热处理工艺
正火处理:
(1)850℃保温30min,室内空冷
调质处理:
(2)840℃淬火+600℃高温回火1h,空冷
3月13日热处理工艺
(1)840℃淬火+400℃中温回火1h,空冷
3月14日热处理工艺
退火处理:
(1)720℃退火(球化退火)
(2)830℃退火(完全退火)
3月15日热处理工艺
正火处理:
(1)880℃保温40min,室外空冷
3月16日热处理工艺
正火处理:
(1)840℃保温40min,室外空冷(2组)
其中组1为2号炉随炉加热的三个试样,组2为5号炉到温加热的三个试样。
(2)840℃保温40min,室内空冷
(3)840℃保温40min,风冷
3月17日热处理工艺
(1)840℃淬火+200℃低温回火1h,空冷
正火处理:
(2)840℃保温40min,室外空冷
(3)840℃保温50min,室外空冷
(4)840℃保温1h,室外空冷
3月18日热处理工艺
调质处理:淬火+高温回火,840℃保温30min
淬火时用的是淬火剂,回火1h,出炉空冷
力学性能见下表:
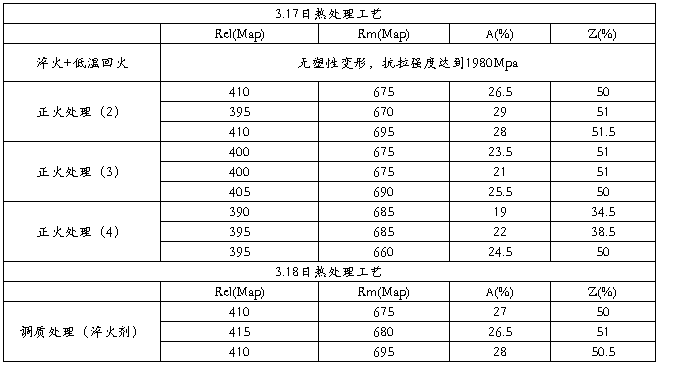
通过对以上实验数据的分析总结认为,试样的力学性能及金相组织主要决定于温度、保温时间以及冷却方式,针对φ12的45钢,总结认为正火温度应控制在840±10℃,保温时间应控制在35min至40min,采用室外冷却方式,适当加快冷却速度对提高正火后的力学性能有一定作用。
第二篇:45钢热处理工艺要求
45钢调质硬度在HRC20~HRC30之间; 45钢淬火硬度在HRC55~58之间,极限值可达HRC62; 45号钢要放置15-20天才能使用,是因为要进行实效处理,使钢的性能稳定下来. 45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。 实际应用的最高硬度为HRC55(高频淬火HRC58 45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 45号钢为 优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理 。 45#钢广泛用于机械制造,这种钢的机械性能很好。但是这是一种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。 1. 45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。 实际应用的最高硬度为HRC55(高频淬火HRC58)。 2. 45钢不要采用渗碳淬火的热处理工艺。 调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。 渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。 如果用45钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。0.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。 GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa GB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J
-
45钢的热处理实验报告
金属材料的热处理实验报告试验项目:45钢淬火及回火前后硬度测量班级:机械一班组长:**学号:**组员:**指导老师:**试验日期:…
-
20xx年最新45#钢的热处理实验报告 (1)
金属材料的热处理实验报告试验项目45钢淬火及回火前后硬度测量45号钢的热处理一试验目的1了解硬度测定的基本原理及应用范围2了解洛氏…
-
碳钢的热处理实验报告
碳钢的热处理实验报告实验二金相试样的制备与观察一实验目的1学习金相试样的制备方法二实验设备仪器及材料用品抛光机各型号砂纸抛光磨料试…
-
45钢及T10钢热处理实验
45钢和T10钢热处理实验一实验仪器与试样1试样2018mm2箱式电阻炉布氏硬度计洛氏硬度计砂纸水2030二实验内容与步骤一45钢…
-
钢的热处理实验报告
预习报告一实验目的1根据所学热处理的知识了解钢的基本热处理工艺制定过程2学习不同热处理工艺对钢的性能的影响3了解洛氏硬度计的主要原…
-
金相热处理实验实习报告
学生综合实验报告实验类别院别专业班级姓名学号指导教师二0一0年十二月三十一日金相热处理实验实习报告T8广东技术师范学院综合实验报告…
-
热处理综合实验学生实习报告
学生综合实验报院专班级姓学号二0一一年七月一日告广东技术师范学院综合实验报告09班级车辆工程师范姓名董德权学号20xx095244…
-
金相热处理实验实习报告
学生综合实验报告实验类别院别专业班级姓名学号指导教师二0一0年十二月三十一日金相热处理实验实习报告T8广东技术师范学院综合实验报告…
-
热处理检验报告
热处理检验报告HeatTreatmentExaminationReport产品编号ProductNo041040审核人检查员工艺R…
- 热处理检测报告
-
热处理生产实习报告
材料科学与工程学院本科生产实习报告系别班级实习地点实习时间带队教师专业姓名学号20xx年10月1日装订线材料科学与工程学院本科生产…