45钢及T10钢热处理实验
45钢和T10钢热处理实验
一、实验仪器与试样
1.试样:Ф20×18mm
2. 箱式电阻炉,布氏硬度计,洛氏硬度计,砂纸、水(20~30℃)
二、实验内容与步骤
(一)45钢 (退火或正火,淬火,回火)
1. 对热处理前的45钢试样进行硬度测试。
采用布氏硬度计对原始试样进行硬度测试,共测三次取平均值。注意试样表面应光滑平坦,不应有氧化皮及油污等。本实验可用砂纸打磨后用丙酮清洗干净后进行测量。
2. 对45钢进行完全退火并测硬度
(1)加热温度
45钢的完全退火是加热到Ac3以上30~50℃,即780+30~780+50,在810~830℃之间取一个温度值。
(2)加热速度:
形状简单的碳素钢可以随炉升温,不控制加热速度。
(3)保温时间
一般碳素钢在温度800℃左右的箱式电阻炉中加热,以每毫米直径或每毫米厚度保温1.0~1.5min为宜。本实验按1分钟/每毫米直径确定保温时间按为 20min。
(4)冷却速度
一般情况下碳钢的冷却速度为100~150℃/h。本实验试样随炉冷却到500℃左右可出炉空冷。
完全退火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用布氏硬度计进行硬度测试,共测三次取平均值。
3. 对45钢进行正火并测硬度
与上述完全退火工艺相同,不同的是最后冷却的时候,保温一段时间后将试样直接从炉中取出空冷。
正火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用布氏硬度计进行硬度测试,共测三次取平均值。
注:钢的退火和正火每个小组自由选择其中一个工艺做即可
4.对45钢进行淬火并测硬度。
加热温度,加热速度,保温时间和完全退火工艺相同,所不同的是冷却的时候,保温一段时间后直接将试样从炉中取出,然后迅速将试样淬入水中,注意淬入水后要不停的运动,破坏试样表面蒸气膜的形成。同时水温控制在40℃以下,还必须不断补充新水,冷却水要保持清洁,否则也会降低冷却能力。
淬火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用洛氏硬度计进行硬度测试,共测五次取平均值。
5.对45钢进行回火并测硬度。
将淬火后的试样重新加热到表5中的某一个温度范围内,保温30min,然后从炉中取出试样空冷。
回火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用洛氏硬度计进行硬度测试,共测五次取平均值。

(二)T10钢 (正火,球化退火,淬火,回火)
1. 对热处理前的T10试样进行硬度测试。
采用布氏硬度计对原始试样进行硬度测试,共测三次取平均值。注意试样表面应光滑平坦,不应有氧化皮及油污等。本实验可用砂纸打磨后用丙酮清洗干净后进行测量。
2. 对T10钢进行正火并测硬度
(1)加热温度
T10钢的正火是加热到Acm以上30~50℃,即800+30~800+50,在830~850℃之间取一个温度值。
(2)加热速度:
形状简单的碳素钢可以随炉升温,不控制加热速度。
(3)保温时间
一般碳素钢在温度800℃左右的箱式电阻炉中加热,以每毫米直径或每毫米厚度保温1.0~1.5min为宜。本实验按1分钟/每毫米直径确定保温时间按为 20min。
(4)冷却速度
试样直接从炉中取出空冷。
正火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用布氏硬度计进行硬度测试,共测三次取平均值。
3. 对T10钢进行球化退火并测硬度
T10钢的球化退火是加热到Ac1以上30~50℃,即730+30~730+50,在760~780℃之间取一个温度值。保温20min,然后随炉冷却。
球化退火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用布氏硬度计进行硬度测试,共测三次取平均值。
4. 对T10钢进行淬火并测硬度
T10钢的淬火同样是加热到Ac1以上30~50℃,在760~780℃之间取一个温度值。保温20min,将试样从炉中取出,然后迅速将试样淬入水中,注意淬入水后要不停的运动,破坏试样表面蒸气膜的形成。同时水温控制在40℃以下,还必须不断补充新水,冷却水要保持清洁,否则也会降低冷却能力。
淬火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用洛氏硬度计进行硬度测试,共测五次取平均值。
5.对T10钢进行回火并测硬度。
本实验主要对T10钢进行低温回火,将淬火后的试样重新加热到150~200℃之间的某一温度,保温保温30min,然后从炉中取出试样空冷。
低温回火后的试样先用砂纸将表面的氧化皮和脱碳层打磨掉,然后采用洛氏硬度计进行硬度测试,共测五次取平均值。
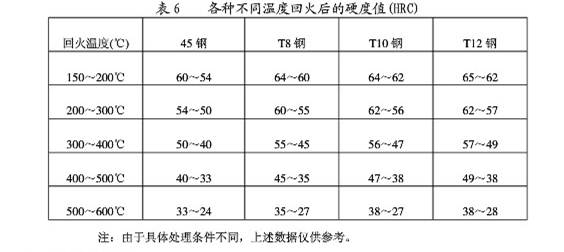
几种常用的碳钢(45、T10和T12)回火温度和硬度的关系列于表6,供实验参考。
三、实验报告要求:
1.把每次测的硬度值都记录下来,并取平均值;
2.把每次采用的热处理工艺参数写清楚,最好采用表格的形式,将热处理工艺与硬度数值对应起来,并根据理论推断试样热处理后的金相组织(也可以对实验室已有的相对应的金相标准试样进行观察)。
3.对实验结果进行对比与分析;
4.实验感想。
附:
1. 布氏硬度计的操作步骤
2. 洛氏硬度计的操作步骤
1.布氏硬度计的操作步骤
一、试验前准备
a.按所需试验力挂好砝码。
b.松开压紧钉,转动试验力保持时间圆盘,使红色标记对准所需试验力保持时间刻线。
c.将试样置于台上。上升试台,直至手轮与丝杠螺母相对滑动。
二、试验
a.转动电源开关,接通电源,使红色电源指示灯点亮。
b.按动按钮,电动机开始转动,并做好拧紧压紧螺钉的准备。
c.在试验力保持时间绿色指示灯点亮的同时,迅速拧紧压紧螺钉。这样,试验力将保持到所需的时间。
d.电动机停止转动后,下降试样台,取出试样。
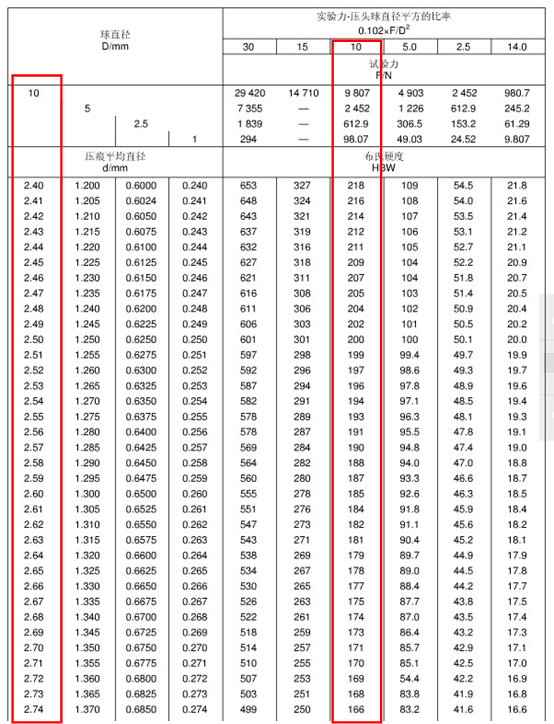
e.用读数显微镜测量压痕两垂直方向的直径,多测几次取其平均值。由查表2可得到布氏硬度值。测量压痕时,要严防读数显微镜与试样发生相对移动。
f.试验完毕,切断电源。
注意:试验后的压痕直径应在0.25D<d<0.6D的范围内,否则试验结果无效,此时应选择相应的试验力重新试验。
本实验仪器是采用的压头是Ф10mm的淬火钢球,因此所测的压痕直径d应在2.5~6mm之间才有效
本实验仪器选择的载荷为1000kgf,因此F/D2=10。查表1时可根据表中红色框中的数据对照来查。
表1 布氏硬度对照表
2.洛氏硬度计的操作步骤
1. 按表2选择压头及载荷;(本实验室是用的1200金刚石圆锥压头,载荷为150kgf,即HRC)
2. 根据试样大小和形状选用载物台;
3. 试样上下两面磨平,然后置于载物台上;
4. 加预载,按顺时针方向转动升降机构的手轮,使试样与压头接触,并观察读数百分表上小针移动至小红点为止,此时硬度指针(大指针)转了三圈。如果大指针转三圈后,偏离C零位时,允许偏离正负5HR范围内。
5. 调整读数表盘,使大指针对准硬度值的起点。如:试验HRC,HRA硬度时,把大指针与表盘上黑字C处对准;试验HRB时,使长针与表盘上红字B处对准;
6. 加主载,将加载手柄平稳地推向硬度计后方,表针开始移动。
7. 卸主载,在硬度计刻度指针停止移动后,扳回加载手柄至原来位置;
8. 读硬度值,表上长针指示的数字为硬度的读数,HRC、HRA读黑色数字,HRB读红色数字;
9. 下降载物台,当试样完全离开压头后,才可取下试样;
10. 用同样的方法在试样的不同位置测三个数据以上,取其算术平均值为试样的硬度。
各种洛氏硬度值之间,洛氏硬度与布氏硬度间都有一定的换算关系。对于钢铁材料大致有下列关系式:
HRC=2HRA -104 HB=10HRC (HRC=40~60范围) HB=2HRB
表2 选定压头及载荷的选择

第二篇:45钢的热处理实验报告
金属材料的热处理实验报告
试验项目:45钢淬火及回火前后硬度测量
班级:机械一班
组长:林文文 学号:201006040112
组员:竹凌东 201006040111
陈林 201006040113
陈书尚 201006040114
指导老师:杨兰英
试验日期:20##年12月八日
45号钢的热处理
一、试验目的
1.了解硬度测定的基本原理及应用范围。
2.了解洛氏硬度试验机的主要结构及其操作方法。
3.初步建立碳钢的含碳量与其硬度间的关系。
4.分析淬火温度的选择对刚性能的影响。
5.研究冷却条件刚性能的关系。
二、实验仪器及材料
1.HR—150A型洛氏硬度试验机。
2.试样:Φ20×10mm 45钢。
3.加热炉。
4.磨砂纸
5.冷却液:水(20ºC左右)。
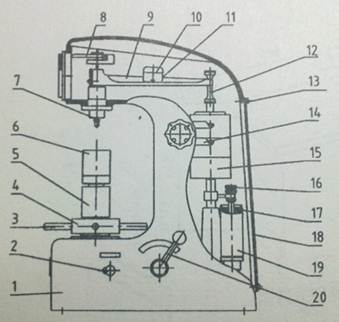
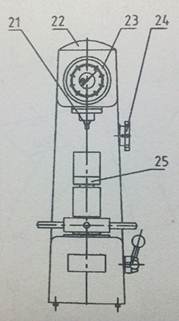
HR-150A型洛氏硬度计主要零部件
1.机身 2.加荷手柄 3.升降手把4.手轮5.丝杠保护套(内有丝杠)6.待测试件7主轴
8.小杠杆9.大杠杆10.调整块11.定位标记12.吊环13.螺钉14.砝码变换器15.砝码
16.油针17.油毡18.后盖19.缓冲器20.卸荷手柄21.压头22.上盖23.指示表
24变荷手柄25.工作台
三、 实验原理
热处理是一种很重要的金属热加工的工艺方法,也是充分发挥金属材料性能潜力的重要手段。热处理的主要目的是改变钢的性能,其中包括使用性能及工艺性能。钢的热处理工艺特点是将钢加热到一定的温度,经一定时间的保温,然后以某种速度冷却下来,通过这样的工艺过程能使钢的性能发生改变。其基本工艺方法可分为退火、淬火及回火等,本次试验要求淬火与回火。
(一)钢的淬火
钢的淬火:淬火就是将钢加热到Ac3(亚共析钢)或Ac1(过共析钢)以上30~50ºC,保温后放入各种不同的冷却介质中快速冷却(V冷>V临),以获得具有高硬度、高耐磨性的马氏体组织。碳钢经淬火后的组织由马氏体及一定数量的残余奥氏体所组成。为了正确地进行钢的淬火,必须考虑下列三个重要因素:淬火加热温度、保温时间和冷却速度。
1、 淬火温度的选择
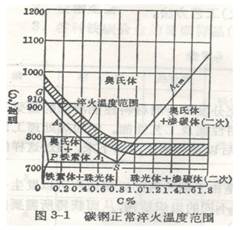 正确选定加热温度是保证淬火质量的重要一环。淬火时的具体加热温度主要取决于钢的含碳量,可根据Fe-Fe3c相图确定(如图3-1所示)。对45#钢的亚共析钢,其加热温度为Ac3+30~50ºC,此实验采用的加热温度为830º。若加热温度不足(低于780ºC的Ac3温度),则淬火组织中将出现铁素体而造成强度及硬度的降低;但过高的加热温度(如超过Acm)不仅无助于强度、硬度的增加,反而会由于产生过多的残余奥氏体而导致硬度和耐磨性的下降。
正确选定加热温度是保证淬火质量的重要一环。淬火时的具体加热温度主要取决于钢的含碳量,可根据Fe-Fe3c相图确定(如图3-1所示)。对45#钢的亚共析钢,其加热温度为Ac3+30~50ºC,此实验采用的加热温度为830º。若加热温度不足(低于780ºC的Ac3温度),则淬火组织中将出现铁素体而造成强度及硬度的降低;但过高的加热温度(如超过Acm)不仅无助于强度、硬度的增加,反而会由于产生过多的残余奥氏体而导致硬度和耐磨性的下降。
2、 保温时间的确定
淬火加热时间实际上是将试样加热到淬火温度所需的时间及在淬火温度停留所需时间的总和。加热时间与钢的成分、工件的形状尺寸、所用的加热介质、加热方法等因素有关,一般按经验公式加以估算。(经验公式:加热温度为800ºC的圆柱形工件,保温时间为1.0分钟/每毫米)。
3、冷却速度的影响
冷却是淬火的关键工序,它直接影响到钢淬火后的组织和性能。冷却时应使冷却速度大于临界冷却速度,以保证获得马氏体组织;在这个前提下又应尽量缓慢冷却,以减少内应力,防止变形和开裂。为保证淬火效果,应选用适当的冷却介质(如水、油等)。此实验的淬火冷却介质选用水。
考虑到实验中加热炉的极限温度,将加热温度定在800ºC,保温15分钟后进行水冷。
(二)钢的回火
钢经经淬火后得到的马氏体组织质硬而脆,并且工件内部存在很大的内应力,如果直接进行磨削加工往往会出现龟裂;一些精密的零件在使用过程中将会引起尺寸变化而失去精度,甚至开裂。因此淬火钢必须进行回火处理。不同的回火工艺可以使钢获得所需的各种不同的组织和性能。
低温回火:回火温度150~250ºC;回火后的组织为回火马氏体+残余奥氏体+碳化物;性能特点是硬度高,内应力减少。
中温回火:回火温度350~500ºC;回火后的组织为回火屈氏体;性能特点是硬度适中,有高的弹性。
高温回火:回火温度500~650ºC;回火后的组织为回火索氏体;性能特点是具有良好塑性、韧性和一定强度相配合的综合性能。
对碳钢来说,回火工艺的选择主要考虑回火温度和保温时间这两个因素。
实验所用试样较小,故回火保温时间可为30分钟,回火温度选择低温回火温度,即:150~250ºC。低温回火后在空气中冷却。
回火冷却方式:碳钢回火时,一般采用在空气中冷却。
四、 实验内容与步骤:
1、 对45钢进行淬火
(1) 在进行淬火前先测量实验试样的硬度九次,并将后六次测量的数据计入表格中。
(2)、将试样放入加热炉中,打开加热炉。使其温度上升到800 ºC开始计时。保温15分钟。
(3)、15分钟后,取出试样对其进行水冷。
(4)、待试样完全冷却,用磨砂纸将其表面磨平整光滑。
(5)、再次测量试样的硬度一共五次。并计入表格中。
2、 对45钢淬火后进行低温回火
(1)、将回火炉的温度设定在200 ºC。
(2)、待温度升到200 ºC时,将试样放入加热炉中,并开始计时。保温30分钟
(3)、30分钟后,取出试样放在指定位置进行空冷。
(4)、待试样完全冷却,用磨砂纸将其表面磨平整光滑。
(5)、再次测量试样的硬度一共五次。并计入表格中。
五、实验数据记录
1、淬火前的硬度

注:本组的实验试样初始硬度较其他组的大
分析:测量时,由于选择的测量点不同和人为操作因素,每次测量的数据存在误差。试样中心和边沿的硬度明显不同,测量时尽量选择中心处测量。
2、淬火后的硬度

分析:与淬火前相比,淬火后的硬度明显增大。说明适当的淬火可以增大材料的硬度。
3、回火后的硬度

分析:与淬火前相比,回火后钢的硬度明显大于钢的原始硬度,但比淬火后的硬度小些。说明回火后钢的硬度降低了。
六、分析与讨论
试验中,钢淬火加热后,必须迅速在水中冷却。这是因为谁的冷却速度快,防止奥氏体转变为珠光体而得不到需要的马氏体组织。通过淬火,钢的硬度得到了明显的提高。
淬火钢在回火过程中发生了一系列的组织变化,这必然会引起机械性能发生相应的变化。淬火钢的回火,实质上是一个软化过程,性能变化的总趋势是,随着回火温度的升高,硬度、强度降低,而塑性、韧性提高。
七、实验感想
对于我们机械学生,这是第一次比较专业的实验。因此,实验过程中大家都非常的认真投入。从中切实学习到了知识,提高了自己的动手能力。特别是材料硬度的变化,让我们感受到了材料的魅力,增加了我们对材料的兴趣。
-
20xx年最新45#钢的热处理实验报告 (1)
金属材料的热处理实验报告试验项目45钢淬火及回火前后硬度测量45号钢的热处理一试验目的1了解硬度测定的基本原理及应用范围2了解洛氏…
-
碳钢的热处理实验报告
碳钢的热处理实验报告实验二金相试样的制备与观察一实验目的1学习金相试样的制备方法二实验设备仪器及材料用品抛光机各型号砂纸抛光磨料试…
-
45钢及T10钢热处理实验
45钢和T10钢热处理实验一实验仪器与试样1试样2018mm2箱式电阻炉布氏硬度计洛氏硬度计砂纸水2030二实验内容与步骤一45钢…
-
钢的热处理实验报告
预习报告一实验目的1根据所学热处理的知识了解钢的基本热处理工艺制定过程2学习不同热处理工艺对钢的性能的影响3了解洛氏硬度计的主要原…
-
45钢做曲轴的热处理实验报告
45钢做曲轴的热处理实验报告用途做曲轴实验目的对45钢进行处理也达到做曲轴的性能要求实验原理45钢是中碳钢可用调质处理淬火高温回火…
-
碳钢的热处理实验报告
碳钢的热处理实验报告实验二金相试样的制备与观察一实验目的1学习金相试样的制备方法二实验设备仪器及材料用品抛光机各型号砂纸抛光磨料试…
-
热处理实验报告
实验报告课程名称材料科学基础2实验指导老师成绩实验名称铸钢件的制备热处理及性能与显微组织检测实验类型同组学生姓名一实验目的和要求必…
-
热处理实验报告
材料成分和热处理工艺对钢组织与性能的影响一实验目的1了解热处理设备和几种热处理工艺正火回火淬火的实际操作2了解材料成分热处理工艺组…
-
钢的热处理实验报告
钢的热处理实验报告一实验目的1了解热处理对材料性能的影响2了解在相同的热处理状态下材料成分对材料性能的影响3了解用显微镜观察金相的…
-
45钢的热处理实验报告
金属材料的热处理实验报告试验项目:45钢淬火及回火前后硬度测量班级:机械一班组长:**学号:**组员:**指导老师:**试验日期:…
-
金相热处理实验实习报告
学生综合实验报告实验类别院别专业班级姓名学号指导教师二0一0年十二月三十一日金相热处理实验实习报告T8广东技术师范学院综合实验报告…