高强螺栓检测的相关标准
中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—2006
1.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。
本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接
4.4 连接副扭矩系数试验
4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。 扭矩系数计算公式如下:
K?T Pgd
式中:
K一扭矩系数;
T——施拧扭矩(峰值),单位为牛米(N?m);
P——螺栓预拉力(峰值),单位为千牛(kN);
d——螺栓的螺纹公称直径,单位为毫米(mm)。
4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。
4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。轴力计的最小示值应在1 kN以下。
4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。
发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。
5 检验规则
5.1 出厂检验按批进行。同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。
同批高强度螺栓连接副最大数量为3 000套。
5.2 连接副扭矩系数的检验按批抽取8套,8套连接副的扭矩系数平均值及标准偏差均应符合3.3.1规定。
5.3 螺栓楔负载、螺母保证载荷、螺母硬度和垫圈硬度的检验按批抽取,样本大小n=8,合格判定数
Ac=0。
5.4 螺栓、螺母和垫圈的尺寸、外观及表面缺陷的检验抽样方案按GB/T 90.1的规定。
5.5 用户对产品质量有异议时,在正常运输和保管条件下,应在产品出厂之日起6个月之内向供货方提出。如有争议,双方按本标准的要求进行复验裁决。
6 标志与包装
6.1 螺栓应在头部顶面制出性能等级和制造厂凸型标志(见图3),标志中“?”可以省略。标志中第一部分数字(“?”前)表示公称抗拉强度的1/100,第二部分数字(“?”后)表示公称屈服强度与公称抗拉强度比值的10倍,字母S表示钢结构用高强度大六角头螺栓,XX为制造厂标志。
6.2 螺母应在顶面上制出性能等级和制造厂标志(见图4)。标志中数字表示螺母性能等级,字母H表示钢结构用高强度大六角螺母,XX为制造厂标志。
??
10.9S ?? 8.8S
图3
10H 8H
?? ??
图4
6.3 制造厂应以批为单位提供产品质量检验报告书,内容如下:
a) 批号、规格和数量;
b) 性能等级;
c) 材料、炉号、化学成分;
d) 试件拉力试验和冲击试验数据;
e) 实物机械性能试验数据;
f) 连接副扭矩系数测试值、平均值、标准偏差和测试环境温度;
g) 出厂日期。
6.4 包装箱应牢固、防潮。箱内应按连接副的组合进行包装,不同批号的连接副不得混装。每箱质量不得超过40 kg。包装箱内分装方法由制造厂选择。
6.5 包装箱外应有制造厂、产品名称、标准编号、批号、规格、数量、毛重等明显标记。
钢结构高强度螺栓连接的设计、施工及验收规程 JGJ82-91
批准部门:中华人民共和国建设部
施行日期:19xx年11月1日
关于发布行业标准《钢结构高强度螺栓连接的设计、施工及验收规程》的通知 建标〔1992〕231号
第1.0.2条 本规程适用于工业与民用建筑钢结构工程中高强度螺栓连接的设计、施工与验
收。
第3.4.9条 大六角头高强度螺栓施工前,应按出厂批复验高强度螺栓连接副的扭矩系数,每批复验5套。5套扭矩系数的平均值应在0.110~0.150范围之内,其标准偏差应小于或等于0.010。
第3.4.11条 大六角头高强度螺栓施工所用的扭矩扳手,班前必须校正,其扭矩误差不得大于±5%,合格后方准使用。校正用的扭矩扳手,其扭矩误差不得大于±3%。
第3.4.12条 大六角头高强度螺栓的拧紧应分为初拧、终拧。对于大型节点应分为初拧、复拧、终拧。初拧扭矩为施工扭矩的50%左右,复拧扭矩等于初拧扭矩。初拧或复拧后的高强度螺栓应用颜色在螺母上涂上标记,然后按第3.4.10条规定的施工扭矩值进行终拧。终拧后的高强度螺栓应用另一种颜色在螺母上涂上标记。
钢结构工程施工质量验收规范GB50205-2001
附录B 紧固件连接工程检验项目
B.0.1 螺栓实物最小载荷检验。
目的:测定螺栓实物的抗拉强度是否满足现行国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB 3098.1的要求。
检验方法:用专用卡具将螺栓实物置于拉力试验机上进行拉力试验,为避免试件承受横向载荷,试验机的夹具应能自动调正中心,试验时夹头张拉的移动速度不应超过25mm/min。
螺栓实物的抗拉强度应根据螺纹应力截面积(As)计算确定,其取值应按现行国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB 3098.1的规定取值。
进行试验时,承受拉力载荷的末旋合的螺纹长度应为6倍以上螺距;当试验拉力达到现行国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB 3098.1中规定的最小拉力载荷(As?σb)时不得断裂。当超过最小拉力载荷直至拉断时,断裂应发生在杆部或螺纹部分,而不应发生在螺头与杆部的交接处。
B.0.2 扭剪型高强度螺栓连接副预拉力复验。
复验用的螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
连接副预拉力可采用经计量检定、校准合格的轴力计进行测试。
试验用的电测轴力计、油压轴力计、电阻应变仪、扭矩扳手等计量器具,应在试验前进行标定,其误差不得超过2%。
采用轴力计方法复验连接副预拉力时,应将螺栓直接插入轴力计。紧固螺栓分初拧、终拧两次进行,初拧应采用手动扭矩扳手或专用定扭电动扳手;初拧值应为预拉力标准值的50%左右。终拧应采用专用电动扳手,至尾部梅花头拧掉,读出预拉力值。
每套连接副只应做一次试验,不得重复使用。在紧固中垫圈发生转动时,应更换连接副,重新试验。 复验螺栓连接副的预拉力平均值和标准偏差应符合表B.O.2的规定。
表B.0.2 扭剪型高强度螺栓紧固预拉力和标准偏差(kN)

B.0.3 高强度螺栓连接副施工扭矩检验。
高强度螺栓连接副扭矩检验含初拧、复拧、终拧扭矩的现场无损检验。检验所用的扭矩扳手其扭矩精度误差应不大于3%。
高强度螺栓连接副扭矩检验分扭矩法检验和转角法检验两种,原则上检验法与施工法应相同。扭矩检验应在施拧lh后,48h内完成。
1 扭矩法检验。
检验方法:在螺尾端头和螺母相对位置划线,将螺母退回60°左右,用扭矩扳手测定拧回至原来位置时的扭矩值。该扭矩值与施工扭矩值的偏差在10%以内为合格。
高强度大六角头螺栓连接副初拧扭矩值To可按0.5Tc取值。
2 转角法检验。
检验方法:1) 检查初拧后在螺母与相对位置所画的终拧起始线和终止线所夹的角度是否达到规定值。2) 在螺尾端头和螺母相对位置画线,然后全部卸松螺母,在按规定的初拧扭矩和终拧角度重新拧紧螺栓,观察与原画线是否重合。终拧转角偏差在10°以内为合格。
终拧转角与螺栓的直径、长度等因素有关,应由试验确定。
3 扭剪型高强度螺栓施工扭矩检验。
检验方法:观察尾部梅花头拧掉情况。尾部梅花头被拧掉者视同其终拧扭矩达到合格质量标准;尾部梅花头未被拧掉者应按上述扭矩法或转角法检验。
B.0.4 高强度大六角头螺栓连接副扭矩系数复验。
复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
连接副扭矩系数复验用的计量器具应在试验前进行标定,误差不得超过2%。
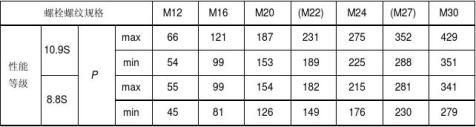
每套连接副只应做一次试验,不得重复使用。在紧固中垫圈发生转动时,应更换连接副,重新试验。 进行连接副扭矩系数试验时,螺栓预拉力值应符合表B.0.4的规定。
表B.0.4 螺栓预拉力值范围(kN)

每组8套连接副扭矩系数的平均值应为0.110~0.150,标准偏差小于或等于0.010。
扭剪型高强度螺栓连接副当采用扭矩法施工时,其扭矩系数亦按本附录的规定确定。
紧固高强度螺栓应分初拧、终拧。初拧应达到螺栓预拉力标准值的50%左右。终拧后,螺栓预拉力应符合下列规定:
第二篇:高强螺栓试验标准
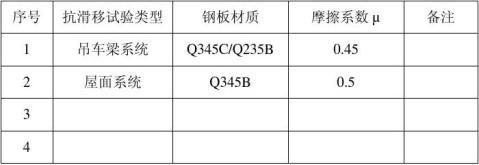
高强螺栓摩擦面抗滑移系数试验表
-
高强螺栓检测报告3
检测报告检委字20xx第060803号委托单位中建一局集团安装工程有限公司产品名称M39285M3939六角头螺栓六角螺母平垫圈检…
-
高强螺栓检测报告
检测报工程名称委托单位检测日期报告编号武汉市德华测试工程有限公司二一四年月日告声明1本报告结果仅对来样负责2本报告涂改错页换页漏页…
- 高强度螺栓连接副检验报告
-
高强螺栓检测的相关标准
中华人民共和国国家标准钢结构用高强度大六角头螺栓大六角螺母垫圈技术条件GBT123120xx1本标准规定了钢结构用高强度大六角头螺…
-
高强螺栓检测
高强度螺栓连接副扭矩系数预拉力抗滑移系数检测细则一资料检验高强螺栓连接副螺栓螺母垫圈应配套成箱供货并附有出厂合格证质量证明书及质量…
-
高强螺栓检测报告
检测报工程名称委托单位检测日期报告编号武汉市德华测试工程有限公司二一四年月日告声明1本报告结果仅对来样负责2本报告涂改错页换页漏页…
-
高强度螺栓连接副施工扭矩检验实施细则及检测报告和原始记录
1检测目的为确保高强度螺栓连接副施工扭矩检验工作的准确性和科学性特制定本实施细则2适用范围此方法适用于高强度螺栓连接副施工扭矩检验…
-
高强螺栓检测
高强度螺栓连接副扭矩系数预拉力抗滑移系数检测细则一资料检验高强螺栓连接副螺栓螺母垫圈应配套成箱供货并附有出厂合格证质量证明书及质量…
-
高强螺栓抗拔试验报告
东三环人行天桥侧挂式灯箱高强螺栓抗拔试验检测报告二一五年四月云南千岩工程质量检测有限公司东三环人行天桥侧挂式灯箱高强螺栓抗拔试验报…
- 136、统表C02-96高强度螺栓硬度检测报告
-
螺栓材质检测 金相报告
金相实验螺栓材料检测专业材料成型级控制工程班级姓名学号k12331龙旭岑金星20xx933013520xx9330103一实验前准…