生产过程瓶颈分析报告
瓶颈分析
根据年初市场部提供的销售大钢,预计月产量约为4-5万台,JXC-1700型继电器为AX继电器的标准型号,车间针对生产流程,以JC-1700继电器为例,进行生产瓶颈分析如下:
一、JXC-1700继电器装配任务明细表
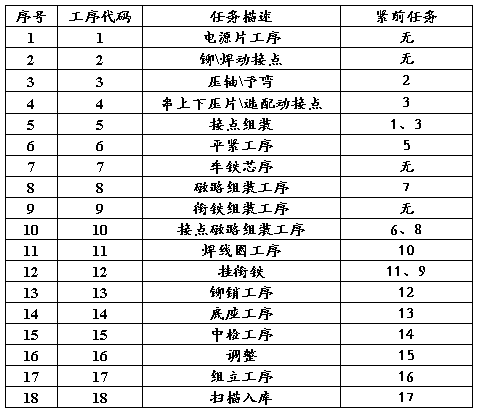
二、JC-1700继电器生产瓶颈分析
1、流水线平衡表
单位:S
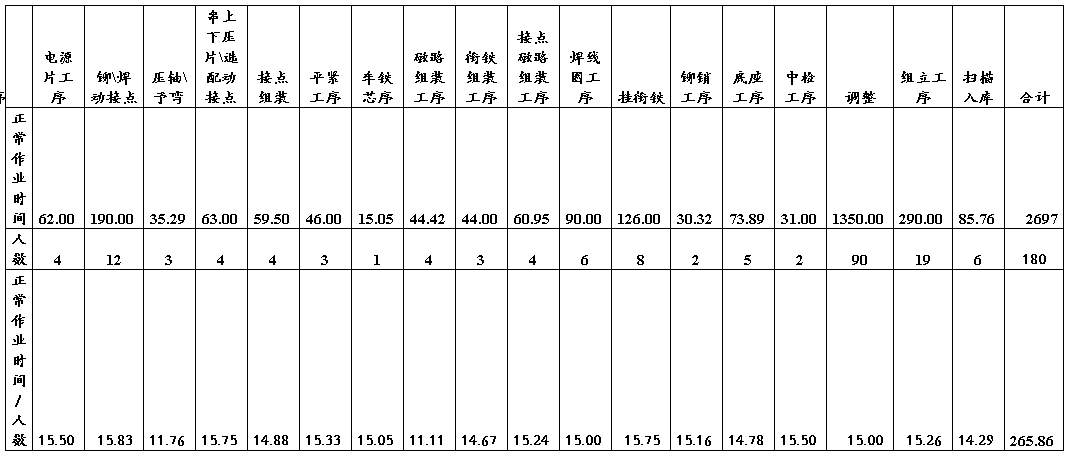
计算:正常作业时间/人数平均时间=14.77S
2、流水线平衡图

三、JC-1700继电器生产瓶颈计算
循环时间=工序最长时间=15.83S
线平衡率=各序平均时间/最长工序时间*100%=14.77/15.83*100%=94%
平衡损失率=1-线平衡率=1-94%=6%
偏差率:5%-15%
月生产能力(以工序最长时间计算)=22天*8小时*60分*60秒/15.83秒=40025台,达到继电器预计产量目标。
JC-1700继电器无生产瓶颈。
四、比对分析
JC-1700型继电器为AX系列继电器的标准型产品,车间每天生产继电器约3~5个品种,各工序生产情况如下:
1、 车间整体生产进度控制平稳;
2、 车间无无计划加班赶进度现象;
3、 车间未出现工序等料现象;
4、 生产线流动平稳运转,末出现在制品滞留情况;
5、 生产能力相对较为平衡,生产协调灵活性加强。
结论:车间无生产瓶颈工序。
五、预防措施:
1、 车间将加强人力资源管理,实现人员的充分配置;
2、 车间将不断进行员工的技术培训,达到一人多能,实现岗位互换,以便应对紧急情况,进行必须的岗位调整与补充;
3、 车间将认真进行工序研究,实现各工序生产能力的相对平衡;
4、 车间将加强工艺技术管理,消除其对生产的影响;
5、 根据产品不同、工艺不同,车间将及时进行生产能力调整。
第二篇:生产能力、设备和过程能力分析报告 20xx
浙江银星汽车配件有限公司(含枞阳银星汽车电器制造有限公司)
设备状况、生产能力及过程能力分析报告
--生产部/付凯波
Q/YX5.6-02 №:01
本公司总的生产设备有78台,其中A 类设备 17 台,B类设备 2 台,C类设备 59 台。本公司按照20##年度设备维修计划的要求并结合实际出发,对现有的所有设备进行了定期维护保养。各关键设备得到了较好的维护,对关键设备配件、易损件也作最低安全库5套,确保设备故障停机时间降到最低。本公司通过统计分析和潜在失效模式分析对A类设备进行预知性维护,以确保设备的正常运转。从对本公司设备状况的统计结果表明,现阶段设备基本正常,能够满足现行生产需要。
本公司设备从2008.8月份-2009.3月份的质量目标统计结果如下:
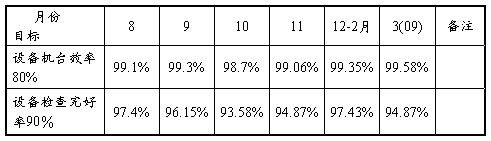
这些数据表明,本公司目前的设备是受控的,设备总体趋势良好。
随着本公司对设备和新产品开发的投入,由于受国际金融危机的影响,产量也持续也处于波动状态,从2008.8月份-2009.3月份以来的产量如下:

今年从3月份以来,各车间员工都能按照设备操作规程操作,人身安全意识有很大的提高,针对冲压车间,对危险的工序,必须采用铁夹子操作,焊接车间
Q/YX5.6-02 №:02
针眼睛有危害的工序,采用戴防护眼镜,到目前为止公司没有发现一次安全事故;
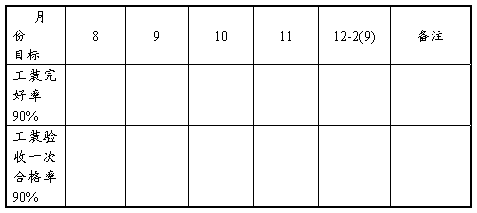
在生产工装管理方面,各车间基本都能按照文件所规定的要求进行运作,只有个别的由于场地小,车间主管的意识欠缺,出现现场管理不够处于比较混乱的现象,针对此问题,由责任部门对其采取的纠正和预防措施,现已基本达到要求,现将20##年8月份至20##年2月份的工装情况统计结果如下:
在现场管理方面,各部门基本能够按照文件要求进行操作,但从20##年底至09年2月份由于全国经济不景气,造成公司员工流动性相对比较大,对新进员工对公司地各项制度不是很清楚,对公司的TS16949标准体系理解不够,出现目标偏低情况,后来通知体系不断的改进和完善,现已有较大的变化,具体情况如下:
顾客指定的特殊特性要求和本公司自行指定的特殊特性的过程能力指数CPK均在1.33以上,完全满足顾客要求,能够适应任何顾客的需求。
生产部:付凯波
20##年3月20日
-
生产分析总结报告
生产分析总结报告为实现创建现代化加工企业的战略目标进一步总结经验统一思想理清工作思路加强生产工作和管理工作全面完成了公司下达的各项…
-
企业生产运营分析报告
企业经营沙盘推演实验报告企业生产运营分析报告一生产计划的制定从总体来说我公司刚刚接手生产厂缺乏生产经验没有从一开始就做好合理的生产…
-
生产综合情况分析报告
印刷车间生产情况综合分析报告20xx年度印刷车间较好地完成公司下达的各项生产任务合理调配人员和安排生产狠抓劳动纪律和工艺执行力加大…
-
生产经营分析报告模板
单位20年季度生产经营分析报告一关键绩效指标完成情况结合各单位年初签订的绩效责任书逐项进行分析与说明二重点工作情况对本单位完成的重…
-
生产分析报告
公司生产状况调研报告报告摘要报告涉及范围包括生产部内部和与生产紧密相关的部门工作报告主要分为三个部分目前状况存在问题和改善建议目前…
-
关于召开生产经营分析会的工作报告
关于定期召开月度生产经营分析会的工作汇报生产经营分析会在企业管理中占据重要的地位,建议定期组织各部门负责人召开月度生产经营分析会议…
-
企业生产运营分析报告
企业经营沙盘推演实验报告企业生产运营分析报告一生产计划的制定从总体来说我公司刚刚接手生产厂缺乏生产经验没有从一开始就做好合理的生产…
-
生产经营活动分析会议
生产经营活动分析会议11目的为及时掌握全矿及各单位经济活动运行情况总结经营管理中好的经验查找管理过程中存在的不足不断巩固完善深化提…
-
海尔多元化经营案例分析报告
西安建筑科技大学第三届商业案例分析大赛案例分析报告书报告标题海尔多元化投资分析团队名称11gt2一案例简介1专业化阶段19xx19…
-
MBA生产运营管理(红酸果案例分析报告)
红酸果案例分析报告1红酸果处理的流程设备产能一览表2红酸果加工厂的主要问题及原因红酸果加工厂的目前表现出来的问题主要有两个方面一是…
-
生产经营情况书面报告
(一)基本情况我公司济南华数信息技术有限公司注册号:37012720xx55754成立日期:20xx-03-01法定代表人:冉维印…