自动化生产线的安装调试结业报告运输站部分
自动化生产线安装与调试报告
课程名称____________________
实训班级____________________
小组成员____________________
指导教师____________________
完成日期____________________
目录
一.绪论..................................................1
二.亚龙YL-335B试验台的基本组成和工作原理。..............2
三.相应站的整体介绍......................................6
3. 1主站的动作顺序和作用...............................6
3. 2供料站的动作顺序和作用.............................7
3. 3加工站的动作顺序和作用.............................8
3. 4装配站的动作顺序和作用.............................9
3. 5分拣站的动作顺序和作用............................10
四.主站的具体介绍.......................................12
4. 1 工艺要求.........................................12
4. 2 I/O表...........................................13
4. 3 气路与电路图.................................... 14
4. 4 程序.............................................15
4. 5 调试中遇到的问题和解决方法.......................
五.心得与体会...........................................
绪论
自动线技术通过一些辅助装置按工艺顺序将各种机械加工装置连成一体,并控制液压、气压和电气系统将各个部分动作联系起来,完成预定的生产加工任务。
现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、电工电子技术、传感器技术、PLC控制技术、接口技术、驱动技术、网络通信技术、触摸屏组态编程等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在PLC的控制下协调有序地工作并有机地融合在一起。
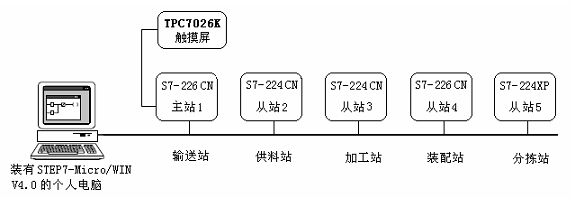
YL-335B自动生产线由供料、加工、装配、分拣和输送等5个工作站组成,各工作站均设置一台S7-200系列PLC承担其控制任务,各PLC之间通过PPI通信方式实现互连,构成分布式的控制系统。
本次实训自动生产线的工作目标是:将供料单元料仓内的工件送往加工单元的物料台,加工完成后,把加工好的工件送往装配单元的装配台,然后把装配单元料仓内的白色和黑色两种不同颜色的小园柱零件嵌入到装配台上的工件中,完成装配后的成品送往分拣单元分拣输出。
二.亚龙YL-335B实验台的基本组成和工作原理
2.1 YL-335B的基本组成
亚龙YL-335B型自动生产线实验台由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。外形如下所示。

其中,每一个单元都可以是一个独立的系统,同时也是一个机电一体化的系统。各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取步进电机驱动、精密定位的位置控制,该驱动系统具有长行程,多定位点的特点,是一个典型的唯一的位置控制系统。分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。位置控制和变频器技术室现代工业企业应用最为广泛的电气控制技术。
在YL-335B设备上应用了多种类型的传感器,分别用于判断物体的运动位置,物体通过的状态,物体的颜色及材质等。传感器技术是机电一体化技术中的关键技术之一,是现代工业实现高度自动化的前提之一。
在控制方面,YL-335B 采用了基于RS485 串行通信的PLC 网络控制方案,即每一工作单元由一台 PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通讯实现互连的分布式控制方式。用户可根据需要选择不同厂家的 PLC 及其所支持的 RS485 通信模式,组建成一个小型的 PLC 网络。小型 PLC 网络以其结构简单,价格低廉的特点在小型自动生产线仍然有着广泛的应用,在现代工业网络通信中仍占据相当的份额。另一方面,掌握基于 RS485 串行通信的 PLC 网络技术,将为进一步学习现场总线技术、工业以太网技术等打下了良好的基础。
YL-335B各单元在实训台上的分布的俯视图如下。

YL-335B的工作原理是使各工作单元通过网络互连构成一个分布式的控制系统,采用西门子的S7-200系列PLC的设备。
当工作单元自成一个独立的系统时,其设备运行的主令信号以及运行过程中的状态显示信号,来源于该工作单元按钮指示灯模块。按钮指示灯模块如下图所示。
模块上的指示灯和按钮的端脚全部引到端子排上。
模块盒上器件包括:
⑴指示灯(24VDC) :黄色(HL1) 、绿色(HL2) 、红色(HL3)各一个。
⑵主令器件:绿色常开按钮 SB1 一个
红色常开按钮 SB2 一个
选择开关 SA(一对转换触点)
急停按钮 QS(一个常闭触点)
各工作站PLC 配置如下:
⑴输送单元:S7-226 DC/DC/DC 主单元,共24 点输入,16 点晶体管输出。
⑵供料单元:S7-224 AC/DC/RLY 主单元,共 14 点输入和 10 点继电器输出。
⑶加工单元:S7-224 AC/DC/RLY 主单元,共 14 点输入和 10 点继电器输出。
⑷装配单元:S7-226 AC/DC/RLY 主单元,共 24 点输入,16 点继电器输出。
⑸分拣单元:S7-224 XP AC/DC/RLY主单元,共 14 点输入和 10 点继电器输出。
三.相应站的介绍
3.1主站
输送单元工艺功能是:驱动其抓取机械手装置精确定位到指定单元的物料台,在物料台上抓取工件,把抓取到的工件输送到指定地点然后放下的功能。
YL—335B 出厂配置时,输送单元在网络系统中担任着主站的角色,它接收来自触摸屏的系统主令信号,读取网络上各从站的状态信息,加以综合后,向各从站发送控制要求,协调整个系统的工作。
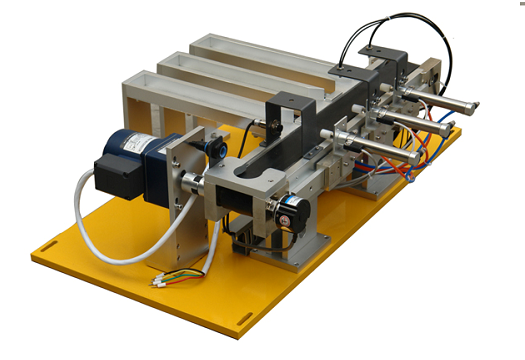
输送单元由抓取机械手装置、直线运动传动组件、拖链装置、PLC 模块和接线端口以及按钮/指示灯模块等部件组成。下图是安装在工作台面上的输送单元装置侧部分。

具体构成如下:
⑴气动手爪:用于在各个工作站物料台上抓取/放下工件。由一个二位五通双向电控阀控制。
⑵伸缩气缸:用于驱动手臂伸出缩回。由一个二位五通单向电控阀控制。
⑶回转气缸:用于驱动手臂正反向 90 度旋转,由一个二位五通单向电控阀控制。
⑷提升气缸:用于驱动整个机械手提升与下降。由一个二位五通单向电控阀控制。

传动组件由直线导轨底板、伺服电机及伺服放大器、同步轮、同步带、直线导轨、滑动溜板、拖链和原点接近开关、左、右极限开关组成。
3.2供料站
供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。其中,机械部分结构组成如下图所示。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
3.3加工站
加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
加工单元装置侧主要结构组成为:加工台及滑动机构,加工(冲压)机构,电磁阀组,接线端口,底板等。其中,该单元机械结构总成如下图所示。
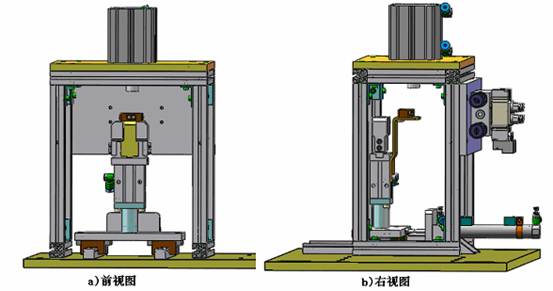
工作原理:滑动加工台在系统正常工作后的初始状态为伸缩气缸伸出,加工台气动手指张开的状态,当输送机构把物料送到料台上,物料检测传感器检测到工件后, PLC 控制程序驱动气动手指将工件夹紧→加工台回到加工区域冲压气缸下方→冲压气缸活塞杆向下伸出冲压工件→完成冲压动作后向上缩回→加工台重新伸出→到位后气动手指松开的顺序完成工件加工工序,并向系统发出加工完成信号。为下一次工件到来加工做准备。
3.4装配站
装配单元的功能是完成将该单元料仓内的黑色或白色小圆柱工件嵌入到放置在装配料斗的待装配工件中的装配过程。
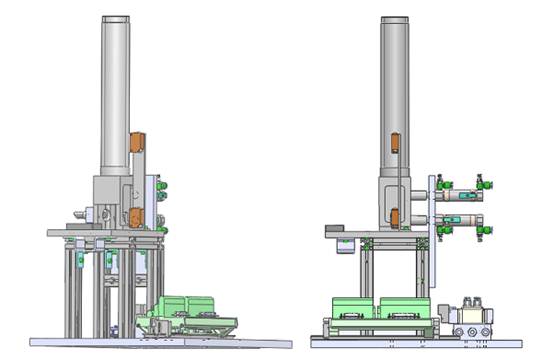
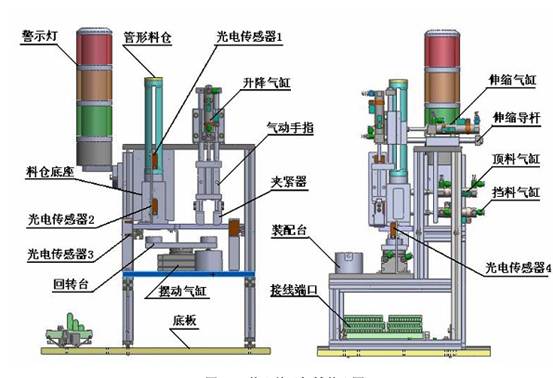
装配单元的结构组成包括:管形料仓,供料机构,廻转物料台,机械手,待装配工件的定位机构,气动系统及其阀组,信号采集及其自动控制系统,以及用于电器连接的端子排组件,整条生产线状态指示的信号灯和用于其他机构安装的铝型材支架及底板,传感器安装支架等其它附件。其中,机械装配图如下图所示:
工作过程:PLC 驱动与竖直移动气缸相连的电磁换向阀动作,由竖直移动带导杆气缸驱动气动手指向下移动,到位后,气动手指驱动手爪夹紧物料,并将夹紧信号通过磁性开关传送给 PLC, 在 PLC 控制下, 竖直移动气缸复位, 被夹紧的物料随气动手指一并提起,离开当廻转物料台的料盘,提升到最高位后,水平移动气缸在与之对应的换向阀的驱动下,活塞杆伸出,移动到气缸前端位置后,竖直移动气缸再次被驱动下移,移动到最下端位置,气动手指松开,经短暂延时,竖直移动气缸和水平移动气缸缩回,机械手恢复初始状态。
3.5分拣站
分拣单元是完成对上一单元送来的已加工、装配的工件进行分拣。使不同颜色的工件从不同的料槽分流的功能。当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
分拣单元主要结构组成为:传送和分拣机构,传动带驱动机构,变频器模块,电磁阀组,接线端口,PLC 模块,按钮/指示灯模块及底板等。其中,机械部分的装配总成如下图。
传送和分拣的工作原理:当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给 PLC,通过 PLC 的程序启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为 1 号槽推料气缸启动信号,将白色料推到 1 号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为 2 号槽推料气缸启动信号,将黑色料推到 2 号槽里。自动生产线的加工结束。
四.主站的具体介绍
4.1工艺要求
输送单元单站运行的目标是测试设备传送工件的功能。具体测试要求如下:
1、输送单元在通电后,按下复位按钮 SB1,执行复位操作,使抓取机械手装置回到原点位置。在复位过程中, “正常工作”指示灯 HL1 以 1Hz 的频率闪烁。 当抓取机械手装置回到原点位置,且输送单元各个气缸满足初始位置的要求,则复位完成, “正常工作”指示灯 HL1 常亮。按下起动按钮 SB2,设备启动, “设备运行”指示灯 HL2 也常亮,开始功能测试过程。
2、正常功能测试
⑴ 抓取机械手装置从供料站出料台抓取工件,抓取的顺序是:手臂伸出→手爪夹紧抓取工件→提升台上升→手臂缩回。
⑵ 抓取动作完成后,伺服电机驱动机械手装置向加工站移动。
⑶ 机械手装置移动到加工站物料台的正前方后,即把工件放到加工站物料台上。抓取机械手装置在加工站放下工件的顺序是:手臂伸出→提升台下降→手爪松开放下工件→手臂缩回。
⑷ 放下工件动作完成 2 秒后,抓取机械手装置执行抓取加工站工件的操作。抓取的顺序与供料站抓取工件的顺序相同。
⑸抓取动作完成后,伺服电机驱动机械手装置移动到装配站物料台的正前方。然后把工件放到装配站物料台上。其动作顺序与加工站放下工件的顺序相同。
⑹ 放下工件动作完成 2 秒后,抓取机械手装置执行抓取装配站工件的操作。抓取的顺序与供料站抓取工件的顺序相同。
⑺ 机械手手臂缩回后,摆台逆时针旋转 90°,伺服电机驱动机械手装置从装配站向分拣站运送工件,到达分拣站传送带上方入料口后把工件放下,动作顺序与加工站放下工件的顺序相同。
⑻ 放下工件动作完成后,机械手手臂缩回,然后执行返回原点的操作。 当抓取机械手装置返回原点后,一个测试周期结束。当供料单元的出料台上放置了工件时,再按一次启动按钮SB2,开始新一轮的测试。
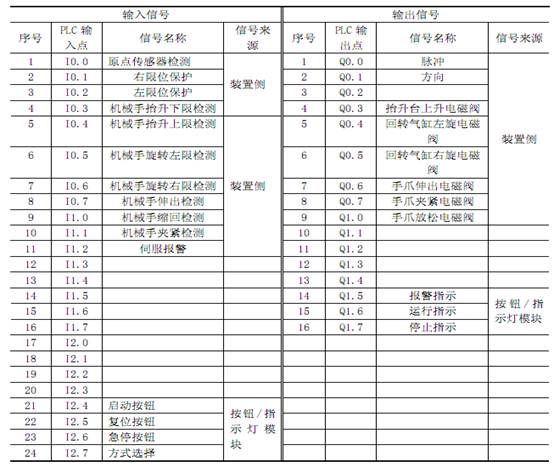
4.2 I/O表
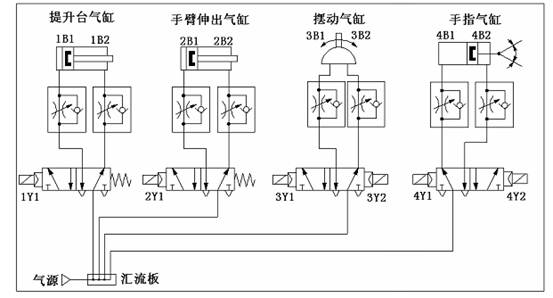
4.3气路与电路图
输送单元的抓取机械手装置上的所有气缸连接的气管沿拖链敷设,插接到电磁阀组上,其气动控制回路如下图所示。
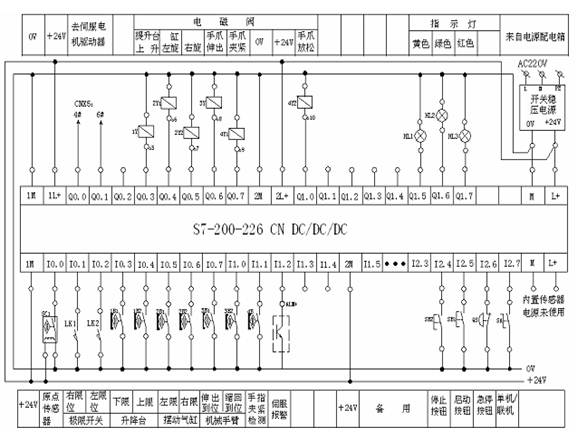
电路图
4.4程序
第二篇:自动化结业报告
自动化结业报告
自我认为自动化专业主要研究的是自动控制的原理和方法,自动化单元技术和集成技术及其在各类控制系统中的应用。它以自动控制理论为基础,以电子技术、电力电子技术、传感器技术、计算机技术、网络与通信技术为主要工具,面向工业生产过程自动控制及各行业、各部门的自动化。它具有“控(制)管(理)结合,强(电)弱(电)并重,软(件)硬(件)兼施”鲜明的特点,是理、工、文、管多学科交叉的宽口径工科专业
自动化技术的用领域
自动控制系统的分类有多种方法。①按控制装置类型,可分为常规控制和计算机控制两种。常规控制采用模拟式控制器(见控制仪表),计算机控制采用电子数字计算机。②按有无反馈,可分为闭环控制系统和开环控制系统。③按设定值是否固定,可分定值控制系统和随动控制系统。定值控制系统的设定值固定不变,控制系统可自动克服扰动的影响,使被控变量保持基本恒定。随动控制系统中设定值是变化的,系统使被控变量随设定值而变化。相平面的概念与方法。
自动控制理论是研究自动控制共同规律的技术科学。它的发展初期,是以反馈理论为基础的自动调节原理,主要用于工业控制,二战期间为了设计和制造飞机及船用自动驾驶仪,火炮定位系统,雷达跟踪系统以及其他基于反馈原理的军用设备,进一步促进并完善了自动控制理论的发展。到战后,以形成完整的自动控制理论体系,这就是以传递函数为基础的经典控制理论,它主要研究单输入-单输出,线形定常数系统的分析和设计问题。
研究内容有过程自动化、机械制造自动化、管理自动化、实验室自动化和家庭自动化等。自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。因此,自动化是工业、农业、国防和科学技术现代化的重要条件和显著标志。
课程名称:自动控制原理
课程简介:自动控制原理是自动化专业的技术基础课(专业基础平台课),是必修课,是以原理为主的理论性课程;主要讲述自动控制原理与控制系统设计、实验等内容。根据自动控制技术发展的不同阶段,自动控制原来可分为古典控制理论和现代控制理论两大部分。 古典控制理论的主要内容是以传递函数为基础,研究单输入单输出一类自动控制系统的分析和设计问题。这些理论研究较早,现在已经比较成熟。并且在工程实践中得到了广泛的应用。 现代控制论是60年代在古典控制论的转载自百分网,请保留此标记基础上,随着科学技术的发展和工程实践的需要而迅速发展起来的。其内容主要以状态空间法为基础,研究多输入多输出、变参数、非线性、高精度、高效能等控制系统的分析与设计问题。最优控制、最佳滤波、系统辩识、自适应控制等理论都是这一领域研究的主要课题。特别是近年来由于电子计算机技术和现代应用数学研究的迅速发展,使现代控制理论又在研究庞大的系统工程的大系统理论和模仿人类智能活动的智能控制、生物控制、模糊控制等方面有了重大进展。本课程实验单独开设。考核与评价方式:作业平时,期末闭卷考试或课程设计
课程名称:电机与拖动
课程简介:本课程主要介绍.电力拖动系统动力学;直流电机空载磁场,电枢绕组、电枢反应、电枢电动势和电磁转矩;直流发电机、电动机;直流电机的机械特性,直流电动机
的起动与调速、调速性能指标;各种运行状态;.变压器概述、空载运行,变压器的负载运行,变压器联接组别;交流电机概述、电枢绕组感应电动转载自百分网,三相单层绕组与双层绕组,单相绕组磁通势、三相绕组磁通势与两相绕组磁通势(8学时);异步电动机概述、转子不转时的异步电动机,转子旋转时的异步电动机、功率和转矩,异步电动机的机械特性、工作特性与参数测定,异步电动机的起动、制动与各种运行状态。实验1.直流电动机;2.变压器联接组别;3.异步电动机工作特性测定。
课程名称:Matlab语言与系统仿真
课程简介:《Matlab与系统仿真》为自动化专业本科生开设的专业限定选修课程。本课程对学生使用matlab进行软件开发的基本功训练,使学生具有使用matlab语言进行程序设计、分析、调试转载自百分网,请保留此标记程序能力,同时对学生进行逻辑思维能力的训练,进一步提高计算机的应用能力。本课程主要介绍matlab程序设计的基本语法要点、matlab程序设计的程序设计方法、matlab系统仿真的基本方法、matlab在信号处理中的应用等内容。
课程名称:单片机技术及应用
课程简介:MCS-51系列单片微型计算机的结构原理与指令系统;MCS-51系列单片微型计算机与程序设计有关的主要特征;特殊功能寄存器SFR的功能特点及设置方法;系统扩展及接口;单片微型计算机应用系统的软硬件设计等。
参观过程中,实验室先进的仪器设备,良好的实验环境和实验员老师的认真讲解让我们大开眼界,也使得他们对一些模糊课程的印象从抽象变得相对具体。
本次活动为我们新生尽快适应大学生活,熟悉本学科专业知识起了良好的引导作用,加深了我们对本专业的理解和热爱,提高了学习的积极性,让我们对大学阶段本专业需要学习的实验课和实验技能有了整体的了解。我觉得收获很大,要充分利用资源,热爱专业,好好学习。
-
自动化生产线安装与调试实训室人员培训总结
贵州电子信息职业技术机电工程系自动化生产线安装与调试实训室人员培训总结一培训目的1掌握YL335B设备的使用与维护2掌握PLC的使…
-
自动化生产线的安装调试结业报告
自动化生产线安装与调试报告课程名称实训班级小组成员指导教师完成日期目录一绪论1二亚龙YL335B试验台的基本组成和工作原理3三相应…
-
自动生产线安装与调试实习报告
广东机电职业技术学院自动生产线安装与调试实习报告专业:电气自动化班级:电气1208学生姓名:**学号:**指导教师:**实习学期:…
-
自动化生产线安装与调试开题报告
常州工程职业技术学院20xx届毕业设计常州工程职业技术学院毕业设计开题报告20xx届题目基于NN网络的自动化生产线的组态与实现学生…
-
自动化生产线实习总结
实训小结时间过的真快,转眼间两周的实训时间就过了,在过去的两周内我们小组在自动化生产线实验室进行了为期两周的实训练习。通过这段时间…
-
哈密和鑫矿业公司副井电控系统调试报告.doc
哈密和鑫矿业公司副井提升机电控系统项目调试报告洛阳中重自动化工程有限责任公司20xx年1月29日目录一电控系统概述二电控系统技术依…