MSA测量系统分析
1 目的
1.1 本程序规定了测量系统分析的方法和接受准则。通过了解变差的来源,判断计量器具是否符合规定的要求,以确保检测结果的有效性。
1.2 评价生产环境中的测量系统的统计特性:偏倚、重复性、再现性、稳定性和线性(参见“MSA手册”);
1.3 获得测量系统与环境交互作用时,该系统有关测量变差量和类型的信息;
2 范围
2.1 本指导书适用于特殊特性的计数、计量型测量系统。
3 定义
3.1 量具:任何可用来获得测量结果的装置;包括用来测量合格/不合格的装置;
3.2 测量系统:用来对被测量特性附值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程。
3.3 测量系统分析(MSA):是指通过分析被测特性赋值的操作程序、量具、设备、软件以及操作人员的集合,来获得测量结果的整个过程。所用的量具测量系统对每个零件能重复读数或能判断合格/不合格,但不包括非工业界的测量系统;
3.4 偏倚:测量结果的观测平均值与基准值的差值;
3.5 基准值:又称为可接受的基准值或标准值,是充当测量值的一个一致认可的基准,一个基准值可以通过采用更高级别的测量设备进行多次测量,取其平均值来确定;
3.6 重复性:由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变差;
3.7 再现性:由不同评价人,采用相同的测量仪器,测量同一零件特性时测量平均值的变差;
3.8 稳定性:也称“漂移”,是测量系统某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差;
3.9 线性:在量具预期的工作量程内,偏倚值的差值。
3.10 量具R&R:测量系统重复性和再现性的综合变差的估计值。
3.11 参考值:被认可并同意基于参考或基准值作为一被测量物的数值比较,它可能是:一个理论值或基于科学原理而建立的数值;基于一些国家或国际组织的一个指定值;基于在一科学或工程组织主持的合作研究实验工作下,一致确定的数值;或者用于一特定用途,利用一可接受的参考方法所获得一致同意的可接受数值。与某一特定量化定义并被接受的一致的数值,按照惯例有时被接受用于某已知的目的。
4 涉及部门
4.1 质量部
4.2 生产部
5 一般原则(测量系统的统计特性)
5.1 测量系统必须处于统计控制中,这意味着测量系统中的变差只能是由于普通原因而不是由于特殊原因造成的,称为统计稳定性;
5.2 测量系统的变异必须比制造过程变异小;
5.3 变异应小于公差带;
5.4 测量精度应高于过程变异和公差带两者中精度较高者,一般来说,测量精度是过程变异和公差带两者中较高者的十分之一;
5.5 测量系统统计特性可能随被测项目的改变而变化。若真的如此,则测量系统最大的(最坏)变差应小于过程变差和公差带两者中的较小者;
6 程序
6.1 测量系统分析(MSA)
6.1.1 本程序中介绍的测量系统分析(MSA)是指通过分析被测特性赋值的操作程序、量具、设备、软件以及操作人员的集合,来获得测量结果的整个过程。所用的量具测量系统对每个零件能重复读数或能判断合格/不合格,但不包括非工业界的测量系统。
6.1.2 MSA主要是测量系统中的误差,这些误差包括:量具的偏倚、线性、稳定性、重复性和再现性。由于在量具的周期检定过程中对其偏倚、线性和稳定性都由检定部门作了保证,因此,这里不做讨论,主要对重复性和再现性作分析和评价。
6.1.3 MSA的量具分类和分析方法
根据量具特性不同,可将量具分为计量型和计数型量具,对计量型量具进行测量系统分析时采用均值和极差法分析( &R分析法),对计数型量具采用假设试验分析法(具体方法见6.4.3.2)。
&R分析法),对计数型量具采用假设试验分析法(具体方法见6.4.3.2)。
6.2 MSA的范围
6.2.1 在产品工序控制计划中所标注的计量器具必须做MSA。
6.2.2 如果顾客有特殊要求,且在图纸中标有特殊特性的符号,对该参数测量的量具要求做MSA。
6.2.3 若图纸中没标明,但在工艺中标出是关键特性值,测量的量具要做MSA。
6.3 MSA的管理
6.3.1 由测量系统分析员(本公司由计量管理员担任)根据质量控制计划中所列的量具制订《年度测量系统分析计划》;
6.3.2 由测量系统分析员到现场指定零件评价人测量零件,并记录数据。
6.3.3 分析员根据原始数据计算R&R值,并做出评价,形成报告,递交质量经理批准生效。对不合格的量具应分析查找原因,或更换新的量具。
6.4 MSA过程
6.4.1 MSA的前期准备
6.4.1.1 选择评价人
评价人一般选择加工零件的操作工人或检验员,并由评价人对产品进行测量,选择的人数一般为2~3人。
6.4.1.2 确定取样零件
取样零件一般选择10个,且必须从生产过程中选取,并能够代表整个过程(或工作范围)。样本选择的时机可以为一个样本/天或者一个样本/小时。
6.4.1.3 仪器的分辨率
仪器的分辨率应是变差的1/10,在同等精度下为1/3~1/6的公差范围。
6.4.2 MSA数据的收集
6.4.2.1 由测量系统分析员事先选择好进行测量分析的项目、评价人、确定取样零件。并事先对零件进行编号。
6.4.2.2 测量的过程
6.4.2.2.1 对于计量型MSA,由三位评价人使用同一种测量方法,对指定的零件做2~3次测量。测量系统分析员记录下测得的数据,并将数据填入《计量型器具测量系统分析报告》;
6.4.2.2.2 对于计数型MSA,由三位评价人使用同一种测量方法,对指定的零件各做2~3次评价,测量系统分析员将判断的结果填入《计数型器具测量系统分析报告》;可接受的在方表格填 “1”,不可接受的在表格填“0”。
6.4.2.3 评价人事先应在不知道零件编号的情况下测量零件,在读数中应估计到可得到的最接近的数字,并且在测试过程中要细心,认真。
6.4.3 MSA数据的分析、处理
6.4.3.1 均值和极差法
1) 对每位评价人的测量平均值( a、b、c)和极差的平均值(
a、b、c)和极差的平均值( a、
a、 b、c)分别进行计算。每个零件均值也进行计算。接下来计算评价人平均值极差
b、c)分别进行计算。每个零件均值也进行计算。接下来计算评价人平均值极差 DIFF,评价人极差平均值
DIFF,评价人极差平均值 ,和零件平均值的极差
,和零件平均值的极差 。
。
2) 对评价人极差控制上限UCLR和下限LCLR的分别按下列公式计算:
UCLR =  ×D4* LCLR = ×D3*
×D4* LCLR = ×D3*
3) 对评价人均值控制上限UCLX和下限LCLX,并按下列公式计算:
UCLX = LCLX =
LCLX =
*对D4、D3、A2的数值可以查下表( 控制图常数)

4) 按《计量型器具测量系统分析报告》提供的计算公式,计算出EV、AV、R&R、PV、TV、ndc的值,并根据接受准则做出合格性判断,填入《计量型器具测量系统分析报告》;
5) 在《计量型器具测量系统分析报告》中作图,分别在零件评价人平均值图、重复性极差控制图中划出控制线,按要求作图;
6.4.3.2 假设试验分析法
1) 计算期望的数量,按下列公式计算:
A0B0=A0总测量次数×B0总测量次数/总测量次数
2) 计算kappa值,按下列公式计算:
kappa =(P0-Pe)/(1-Pe)
P0:观测比例的总和
Pe:期部分的总和
有效性=做出正确决定的次数/总决定次数
错误率=实际不好判为好的/实际不好的
错误警报率=实际好判为不好的/实际好的
3) 测量系统分析员将根据接受准则做出合格性判断,填入《计数型器具测量系统分析报告》
6.5 MSA接受准则
6.5.1 计量型MSA接受准则
6.5.1.1 量具重复性和再现性(R&R)的可接受性准则是:
低于10%的误差——测量系统良好,可以接受;
10至30%的误差——根据应用的重要性,量具成本,维修的费用等,可以是可接受的,并且应对测量系统进行分析;
大于30%的误差——测量系统不可接受。需分析各种问题加以改进,或更换新的量具。
另外,区别分类数ndc要能≥5
6.5.1.2 “计量型器具测量系统分析评价图”中,对“零件评价人平均值图”中的数据点50%应落在控制线外,才能说明零件变差远远大于测量系统变差;对“重复性极差控制图”中的数据点应全部在控制线之中。
6.5.1.3 重复性(R1)和再现性(R2)比较分析
1) 若R1>R2,原因可能是:
仪器需要维护;
量具应重新设计来提高刚度;
夹具和检验点需要改进;
存在过大的零件内变差。
2) 若R1<R2,原因可能是:
量具的刻度不清楚;
评价人需要更好地培训如何使用量具和读数;
需要某种夹具帮助评价人提高使用量具的一致性。
根据得出的R&R结果,要具体分析不符合原因,并制订相应纠正措施或更换新的量具。
6.5.2 计数型假设试验分析法接受准则 :
Kappa值大于0.75则表示有很好的一致性(最大的Kappa=1) ;
Kappa值小于0.40则表示一致性不好。

6.5.2.1 根据得出的结果,要具体分析不符合原因,并制订相应纠正措施。如果不能改进该量具,则应更换量具并重新加以评定。
7 职责与权限
7.1 计量员
7.1.1 负责依据相关的文件或要求选择需要进行测量系统分析的量具、零件与评价人;
7.1.2 制订量具测量系统分析的计划与频率;
7.1.3 负责量具测量系统的分析与合格与否的判断;
7.1.4 及时向上级主管反馈量具测量系统分析的结果并采取必要的措施。
7.2 质量经理
7.2.1 为量具的测量系统分析提供必要的支持;
7.2.2 当量具的测量系统分析结果为不合格时,提出处理方案并安排对该量具所检测的产品进行追溯性检查。
7.3 生产部
7.3.1 配合量具测量系统分析的工作,提供测量系统分析所需的相关资源。
7.4 评价人
7.4.1 负责量具测量系统分析所需数据的收集与测试工作。
8 流程图
8.1 无
9 表格和附件
9.1 《计量型器具测量系统分析报告》ADD-PCD-QA-010.F1E
9.2 《计数型器具测量系统分析报告》ADD-PCD-QA-010.F2E
10 参考文件
10.1 MSA测量系统分析手册
11 修改说明
11.1 新程序第零次修改
第二篇:MSA测量系统分析计划
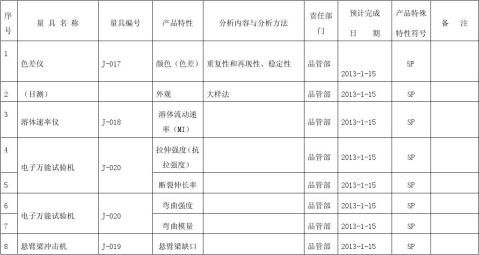
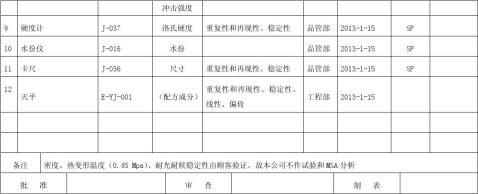
测量系统分析计划
制定部门: 品管部 产品: 制定日期: 年 月 日
- 测量系统分析报告
-
测量系统分析报告
测量系统810月份分析报告针对公司1112月份质量情况现对公司的测量系统进行分析汇总如下一人员技能培训情况1现技术质量部共配有质检…
- 测量系统分析报告
- 年测量系统分析计划
-
MSA测量系统分析
受控状态发放编号11本程序规定了测量系统分析的方法和接受准则通过了解变差的来源判断计量器具是否符合规定的要求以确保检测结果的有效性…
-
建立健全创先争优活动长效机制工作总结
*****************************:自开展基层党组织和党员“创先争优”活动以来,*********党委高度…
-
20xx年妇联工作总结
三十八团妇联20xx年度工作总结20xx年,38团妇联在团领导和上级妇联的关心、指导下,以邓小平理论和“三个代表”重要思想为指导,…
-
20xx年中考语文试卷分析总结
南雄市雄州中学叶贤海参加完南雄市20xx年中考语文试卷分析会以后,我及时的进行了总结。总的来看,今年的语文中考题不算太难,文言文阅…
-
XX国税局关于建立健全创先争优长效机制工作总结
XX国税局关于建立健全创先争优长效机制工作总结近年来,XX国税局坚持务求实效、突出重点、集思广益、创新完善的工作思路,从部门的实际…
-
妇联工作总结
妇联20xx年总结Xxx以“建一流队伍,创一流业绩,树一流形象”为目标,恪尽职守,勤奋工作,用实际行动向上级妇联和辖区妇女姐妹交上…