铝型材进料检验标准
※ ※ 目 錄 ※ ※
1.目的:
本标准规定了我司外购铝合金型材进料检验标准。
2.范围:
适用于我司所外购的铝合金型材进料检验规则等标准。
3.参考或引用标准:
GB 5237.1-2004
4.定义:
4.1基材:
基材是指表面未经处理的铝合金型材。
4.2装饰面:
指铝型材加工成成品之后,消费者可以看见的表面;或为产品喷涂面,外观A级面。
5.要求:
产品的牌号,状态应符合下表规定。
表1

6.2化学成分:
型材的化学成分应符合GB/T 3190-1996的规定。
6.3尺寸允许偏差:
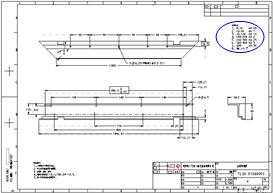
6.3.1型材横截面尺寸允许偏差详见图纸中,其尺寸公差要求或其技术规范。
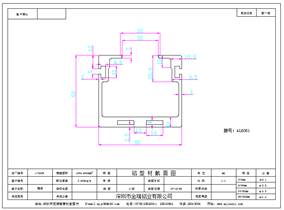
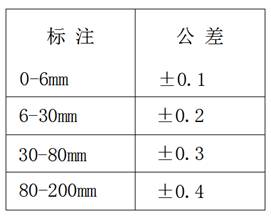
图1 表2
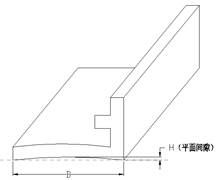
6.3.2平面间隙允许偏差:把直尺横放在型材平面上,如下图2所示。型材平面与直尺之间的间隙应≤80×0.4%=0.32mm。
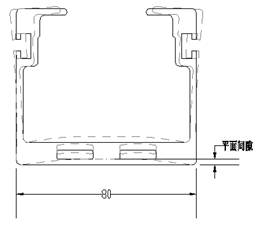
图2
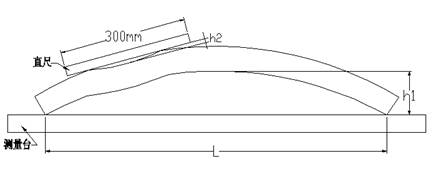
6.3.3型材的弯曲度:型材的弯曲是将型材放在平台上,借自重使弯曲达到稳定时,沿型材长度方向测量得的型材底面与平台的最大间隙(H),如下图3,下表3所示。图中L为型材全长。(交货最好为1.6m±15mm)。
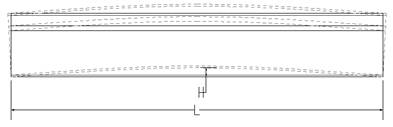
图3
表3-检验合格标准表

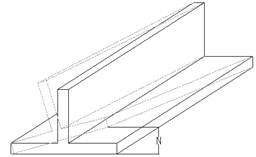
6.3.4型材的扭拧度:
扭拧度的测量方法是:将型材放在平台上,借自身之重达到稳定时,沿型材的长度方向,测量型材底面与平台之间的最大距离N。如下图4所示,从N值中扣除该处的弯曲值即为扭拧度。检验标准详见下表4。
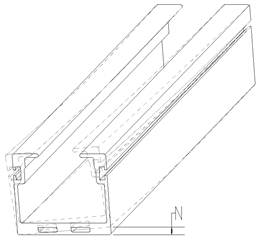
图4

表4
6.3.5型材长度允许公差:
型材长度小于6M时,允许偏差为+/-15MM;
6.3.6型材端头切斜度允许偏差:
型材端头切斜度不应超过2°。
6.3.7型材化学成分:
型材的化学成分应符合BG/T 3190-1996的规定。
6.3.8型材的外观质量:应用正常视力,在自然散射光条件下检查,不使用放大镜。
7.铝型材外观检验规则标准
7.1铝型材坯料或表面氧化处理后表面检验在适应的自然光线下目测,目测距离为45±5cm。
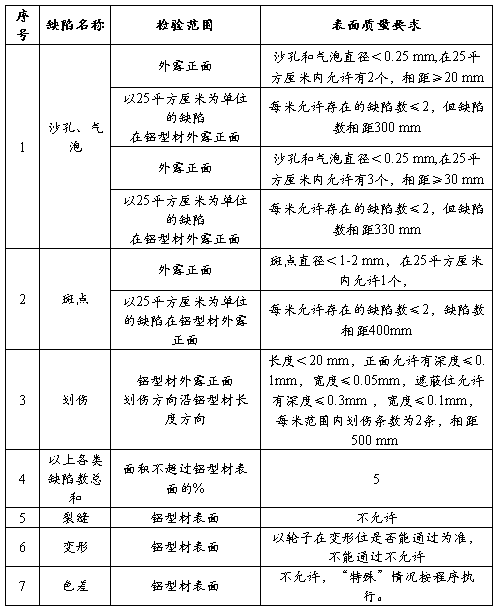
铝型材表面氧化处理后,其色泽与光亮均匀一致,无脏污。如果有缺陷,按表5要求检验。
表5
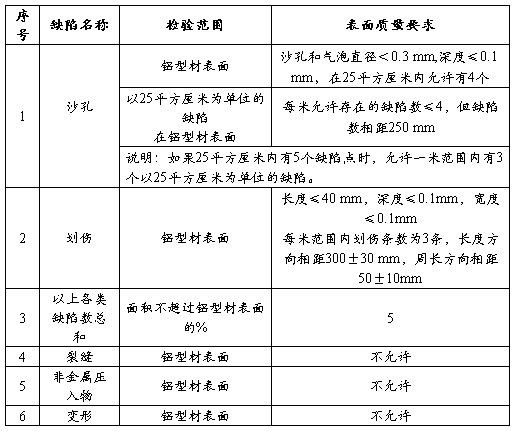
7.2铝型材坯料,表面色泽一致,无脏污。如果有缺陷,按表6要求检验。
表6
7.3型材端头允许有因锯切产生的局部变形,其纵向长度不应超过20MM。
7.4尺寸量测的方法:
型材的尺寸采用相应精度的卡尺,千分尺,R规,塞规,钢卷尺等量测工具。
7.5型材进料包装:
型材进料时,包装需完整较干净。不允许有外包装破损,将型材表面划碰伤,或产生挤压变形。每根型材基材需单独隔开。
7.6检验结果判定处理:
尺寸,外观质量不合格时,为单件不合格,需逐个检验。铝型材的外观尺寸、铝型材的截面外型尺寸和厚度尺寸用游标卡尺测量;长度尺寸用卷尺测量。
第二篇:铝型材进料检验标准
※ ※ 目 錄 ※ ※
1.目的:
本标准规定了凡我司外购铝合金型材进料检验标准。
2.范围:
适用于我司所有外购之未经表面处理的铝合金型材进料试验方法,检验规则等标准。
3.特殊规定:
3.1本文件若与蓝图及SIP,SOP客户检验规范发生冲突,以上述规格和蓝图为准。
3.2例外规定放入个别检验规格中。
4.引用标准:
4.1
5.定义:
5.1基材:
基材是指表面未经处理的铝合金型材。
5.2装饰面:
指铝型材加工成成品之后,消费者可以看见的表面;或为产品喷涂面,外观A级面。
6.要求:
6.1牌号,状态:
产品的牌号,状态应符合下表规定。

6.2化学成分:
型材的化学成分应符合GB/T 3190-1996的规定。
6.3尺寸允许偏差:
6.3.1型材尺寸允许偏差:分普通级,高精级和超高精级。
6.3.1.1型材横截面尺寸允许偏差详见图纸中,其尺寸公差要求或其技术规范(图纸中应注明尺寸允许公差是普通级,高精级还是超高精级。
例如下图示:

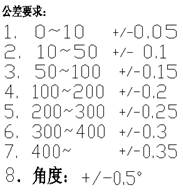
说明:1)当客户图纸对于型材截面有其他尺寸要求,应优先满足客户要求;
2)当客户图纸与我司图纸中均无型材截面尺寸允许偏差的要求时,请参照〈〈铝合金建筑型材〉〉GB/T 5237.1-2000 第一部分〈〈基材〉〉中5.4.1型材横截面尺寸允许偏差。
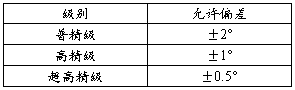
6.3.2型材的角度允许偏差:
型材角度允许偏差在没有图纸的要求时,应付和下表规定。
6.3.3平面间隙允许偏差:
把直尺横放在型材平面上,如下图所示。型材平面与直尺之间的间隙应符合下表。

注:B为所测面的宽度。
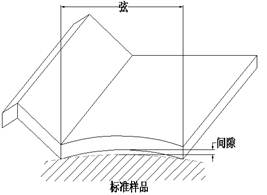
6.3.4型材的曲面间隙;
将标准样品紧贴在型材的曲面上。入下图所示,型材曲面与标准样板之间的间隙为每25MM的弦长上允许的最大值不超过0.2MM,不是25MM的部分按25MM计算。检查曲面间隙的标准样品,应由客户方,我司还有供应厂商一同签定。
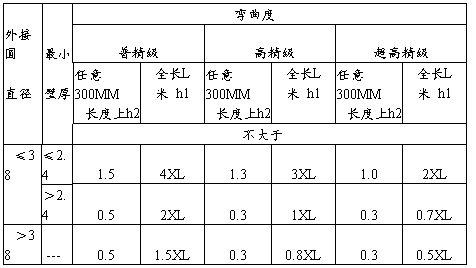
6.3.5型材的弯曲度:
型材的弯曲是将型材放在平台上,借自重使弯曲达到稳定时,沿型材长度方向测量得的型材底面与平台的最大间隙(h1), 或用300MM长直尺沿型材长度方向靠在型材表面上,测得的间隙最大值(h2),如下图,下表所示。图中L为型材全长。
6.3.6型材的扭拧度:
扭拧度的测量方法是:将型材放在平台上,借自使之重达到稳定时,沿型材的长度方向,测量型材底面与平台之间的最大距离N。如下图所示,从N值中扣除该处的弯曲值即为扭拧度。

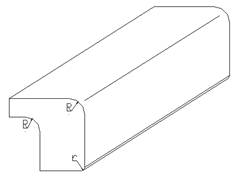
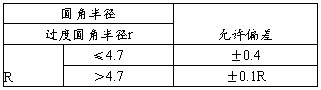
6.3.7型材圆角半径允许偏差:如下图,下表所示。
6.3..8型材长度允许公差:
型材长度小于6M时,允许偏差为+/-15MM;长度大于6M时,允许偏差由我司与供应厂商双方协定。
6.3.9型材端头切斜度允许偏差:
型材端头切斜度不应超过2°。
6.3.10型材力学性能:
型材的室温力学性能应符合下表:

注:
1)型材试样部分的实测壁厚小于1.2MM时,不测定伸长率。
2)维氏硬度,韦氏硬度,拉伸试验只做1项。
6.3.11型材化学成分:
型材的化学成分应符合BG/T 3190-1996的规定。
6.3.12型材的外观质量:应用正常视力,在自然散射光条件下检查,不使用放大镜。
6.3.12.1型材的表面应清洁,不允许有裂纹,起皮,腐蚀和气泡等缺陷存在。
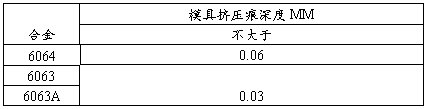
6.3.12.2型材的表面允许有轻微的压坑,擦伤存在,允许深度见下表:
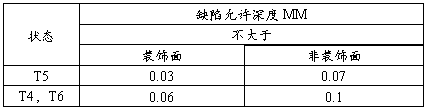
模具挤压痕深度见下表:(装饰面要在图纸中指明,未指明按非装饰面执行。)
注:型材的拉伸试验按照GB/T 228的规定执行。
型材的维氏硬度试验按GB-T4340的规定执行。
型材的韦氏硬度试验按YS/T 420的规定执行,采用钳式硬度计测量。
6.3.13型材端头允许有因锯切产生的局部变形,其纵向长度不应超过20MM。
6.4尺寸量测的方法:
型材的尺寸采用相应精度的卡尺,千分尺,R规,塞规,钢卷尺等量测工具。
6.5型材进料包装:
型材进料时,包装需完整较干净。不允许有外包装破损,将型材表面划碰伤,或产生挤压变形。每根型材基材需单独隔开。
6.6检验结果判定处理:
化学成分不合格时,为整批不合格;尺寸,外观质量不合格时,为单件不合格,需逐个检验。
-
铝型材检验
光伏组件铝合金边框质量检验标准适用范围本标准规定了晶体硅太阳电池组件用铝边框的检验要求内容1检验要求11几何形状a铝边框几何尺寸及…
- 铝型材的检验
-
型材塑钢窗检验报告
型材配件原原辅材料入库检验单塑料窗出厂检验报告塑钢窗过程检验记录塑钢窗下料工序质检记录表塑钢窗衬钢固定工序质检记录表塑钢窗铣水槽工…
-
(铝合金风口)检 验 报 告
检验报告样品名称铝合金风口型号规格300300检验单位河北省枣强玻璃钢集团有限公司检验类别型式检验上海市奉贤区计量质量检测所上海市…
- 铝合金门窗产品质量检验报告
- 15.钢型材力学性能检验报告
- 铝合金窗户三性试验检测报告
- 铝合金门窗产品质量检验报告
-
型材塑钢窗检验报告
型材配件原原辅材料入库检验单塑料窗出厂检验报告塑钢窗过程检验记录塑钢窗下料工序质检记录表塑钢窗衬钢固定工序质检记录表塑钢窗铣水槽工…
-
甘肃省质量检验报告,铝合金门窗检验报告,塑钢门窗检验报告,检验报告
甘肃省产品质量监督检验中心检验报告批准审核编制甘肃省产品质量监督检验中心检验报告甘肃省产品质量监督检验中心检验报告甘肃省产品质量监…
-
绑扎线(裸铝丝 带绝缘)检测报告(位健)
ZHENGZHOUNO2CABLEWORKSZHENGZHOUNO2CABLEWORKSNotequotquotshowsthequalifiedqu…