大学物理实验-金属线膨胀系数的测量
(1314实验室)
金属线膨胀系数的测量
绝大多数物质都具有“热胀冷缩”的特性,这是由于物体内部分子热运动加剧或减弱造成的。这个性质在工程结构的设计中,在机械和仪器的制造中,在材料的加工(如焊接)中,都应考虑到。否则,将影响结构的稳定性和仪表的精度。考虑失当,甚至会造成工程的损毁,仪表的失灵,以及加工焊接中的缺陷和失败等等。
一.实验目的
学习测量金属线膨胀系数的一种方法。
二.实验仪器
金属线膨胀系数测量实验装置、FT-RZT-I 数字智能化热学综合实验平台、
游标卡尺、千分表、待测金属杆
金属线膨胀系数测量的实验装置如图1所示
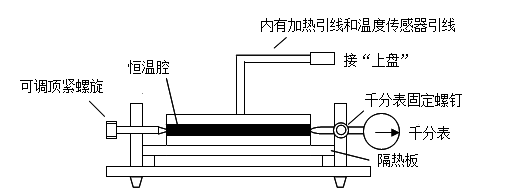
图1
FT-RZT-I 数字智能化热学综合实验平台面板如图2所示
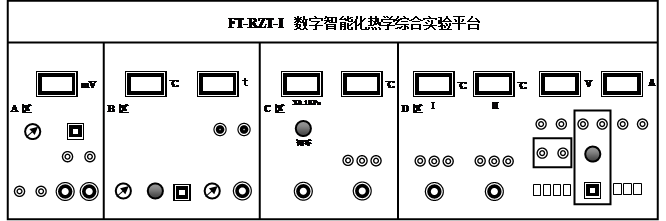
图2
三.实验原理
材料的线膨胀是材料受热膨胀时,在一维方向的伸长。线胀系数是选用材料的一项重要指标。特别是研制新材料,少不了要对材料线胀系数做测定。
固体受热后其长度的增加称为线膨胀。经验表明,在一定的温度范围内,原长为L的物体,受热后其伸长量 L与其温度的增加量T近似成正比,与原长L亦成正比,即
L与其温度的增加量T近似成正比,与原长L亦成正比,即
L =  (1)
(1)
式中的比例系数 称为固体的线膨胀系数(简称线胀系数)。大量实验表明,不同材料的线胀系数不同,塑料的线胀系数最大,金属次之,殷钢、熔凝石英的线胀系数很小。殷钢和石英的这一特性在精密测量仪器中有较多的应用。
称为固体的线膨胀系数(简称线胀系数)。大量实验表明,不同材料的线胀系数不同,塑料的线胀系数最大,金属次之,殷钢、熔凝石英的线胀系数很小。殷钢和石英的这一特性在精密测量仪器中有较多的应用。
几种材料的线胀系数

实验还发现,同一材料在不同温度区域,其线胀系数不一定相同。某些合金,在金相组织发生变化的温度附近,同时会出现线胀量的突变。因此测定线胀系数也是了解材料特性的一种手段。但是,在温度变化不大的范围内,线胀系数仍可认为是一常量。
为测量线胀系数,我们将材料做成条状或杆状。由(1)式可知,测量出 时杆长L(一般,杆在时的长度L可以近似等于杆在常温时的长度)、受热后温度达
时杆长L(一般,杆在时的长度L可以近似等于杆在常温时的长度)、受热后温度达 时的伸长量L和受热前后的温度及,则该材料在(,)温区的线胀系数为:
时的伸长量L和受热前后的温度及,则该材料在(,)温区的线胀系数为:
=  (2)
(2)
其物理意义是固体材料在(,)温区内,温度每升高一度时材料的相对伸长量,其单位为 。
。
测线胀系数的主要问题是如何测伸长量L。而L是很微小的,如当L≈250mm,温度变化 ≈100℃,金属的a数量级为10
≈100℃,金属的a数量级为10 时,可估算出L≈0.25mm。对于这么微小的伸长量,用普通量具如钢尺或游标卡尺是测不准的。可采用千分表(分度值为0.001mm)、读数显微镜、光杠杆放大法、光学干涉法。本实验中采用千分表测微小的线胀量。
时,可估算出L≈0.25mm。对于这么微小的伸长量,用普通量具如钢尺或游标卡尺是测不准的。可采用千分表(分度值为0.001mm)、读数显微镜、光杠杆放大法、光学干涉法。本实验中采用千分表测微小的线胀量。
千分表是一种通过齿轮的多极增速作用,把一微小的位移,转换为读数圆盘上指针的读数变化的微小长度测量工具,它的传动原理如图3所示,结构如图4所示,
千分表在使用前,都需要进行调零,调零方法是:在测头无伸缩时,松开“调零固定旋钮”,旋转表壳,使主表盘的零刻度对准主指针,然后固定“调零固定旋钮”。调零好后,毫米指针与主指针都应该对准相应的0刻度。
千分表的读数方法:本实验中使用的千分表,其测量范围是0-1mm。当测杆伸缩0.1mm时,主指针转动一周,且毫米指针转动一小格,而表盘被分成了100个小格,所以主指针可以精确到0.1mm的1/100,即0.001mm,可以估读到0.0001mm。即:
千分表读数=毫米表盘读数+ 主表盘读数 (单位:mm)
主表盘读数 (单位:mm)
(毫米表盘读数不需要估读,主表盘读数需要估读)
例如:图5中千分表读数为:0.2+59.8=0.2598 mm
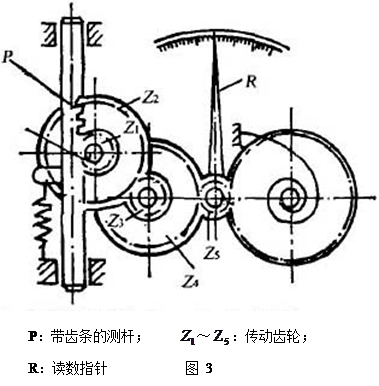
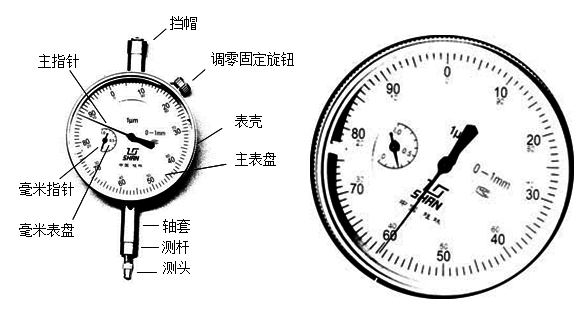
图4 图5
四、实验步骤
1、如图1所示,卸下三个下盘支撑螺钉,安装好实验装置,连接好电缆线。将铜杆插人加热盘的恒温腔,使其完全在恒温腔内部,将“可调顶紧螺旋”的尖端靠拢铜杆一端,千分表(已调零好)测头靠拢铜杆的另一端,锁紧“千分表固定螺钉”,旋动“可调顶紧螺旋”,直到千分表的指针微有旋转(约0.2—0.3mm)。打开电源开关,“测量选择”开关旋至“设定温度”档,调节“设定温度粗选”和“设定温度细选”钮,选择设定加热盘为所需的温度(如40.0℃)值。
2、将“测量选择”开关拨向“上盘温度”档,打开加热开关,观察加热盘温度的变化,直至温度稳定,此时加热盘可能达不到设定温度,可适当调节“设定温度细选”使其温度达到所需的温度(如40.0℃),这时给加热盘设定的温度要高于所需的温度(如40.0℃),把此时温度计为,读出千分表数值L 。
。
3、重复步骤2,将设定温度依次递增5 ,且递增9次(如依次为45℃、50℃、55.0℃、60.0℃、65.0℃、70.0℃、75.0℃、80.0℃、85℃),随着温度的上升,千分表开始旋转,当温度达到某一设定值后,千分表停止动作,依次记下此时的温度值(、
,且递增9次(如依次为45℃、50℃、55.0℃、60.0℃、65.0℃、70.0℃、75.0℃、80.0℃、85℃),随着温度的上升,千分表开始旋转,当温度达到某一设定值后,千分表停止动作,依次记下此时的温度值(、 、
、 、
、 、
、 、
、 、
、 、
、 、
、 )及千分表相应的读数(L
)及千分表相应的读数(L 、L
、L 、L
、L 、L
、L 、L
、L 、L
、L 、L
、L 、L
、L 、L
、L )。
)。
4、用逐差法求出温度每升高5℃时铜杆的平均伸长量,由(2)式即可求出铜杆在这个温区(如40.0℃,85.0℃)内的线胀系数。
五、数据记录及处理
1、测量铜杆的原长L

2、记录对应温度时的千分表读数

 (mm)
(mm)
 (mm)
(mm)
3、计算得到铜杆的线胀系数
铜杆在(
 ,
, )温区的线胀系数为
)温区的线胀系数为
= 
六、注意事项
1、千分表安装须适当固定 (以表头无转动为准)且与被测物体有良好的接触(读数在0.2—0.3mm处较为适宜);
2、因伸长量极小,故仪器不应有振动;
3、千分表测头需保持与实验样品在同一直线上。
七、思考题
1、试分析哪一个量是影响实验结果精度的主要因素?
2、试举出几个在日常生活和工程技术中应用线胀系数的实例。
3、若实验中加热时间过长,仪器支架受热膨胀,对实验结果有何影响?
第二篇:实验1金属线膨胀系数测量
金属线膨胀系数测量实验讲义 编辑整理 曾 20##-9-15
(FB 7 1 2型金属线膨胀系数测定仪)
浙江大学物理实验中心 杭州精科仪器有限公司
金属线膨胀系数的测量
绝大多数物质都具有“热胀冷缩’’的特性,这是由于物体内部分子热运动加剧或减弱造成的。这个性质在工程结构的设计中,在机械和仪器的制造中,在材料的加工(如焊接)中,都应考虑到。否则,将影响结构的稳定性和仪表的精度。考虑失当,甚至会造成工程的损毁,仪器的失灵,以及加工焊接中的缺陷和失败等等。
【实验目的】
1、学习测量金属线膨胀系数的一种方法。
2、学会使用千分表。
【实验仪器】
FB712型金属线膨胀系数测量仪实验装置,如图1、图2所示 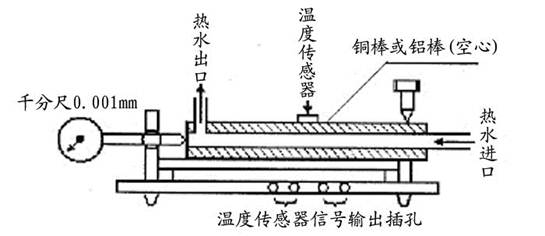
图1金属线膨胀系数测定仪测试架结构示意图

图2 FB7 12型金属线膨胀系数测定仪面板
【实验原理】
材料的线膨胀是材料受热膨胀时,在一维方向的伸长。线胀系数是选用材料的一项重要指标。特别是研制新材料,少不了要对材料线胀系数做测定。
固体受热后其长度的增加称为线膨胀。经验表明,在一定的温度范围内,原长为L的物体,受热后其伸长量△L与其温度的增加量△t近似成正比,与原长L亦成正比,即:
△L=α· L·△t (1)
式中的比例系数α称为固体的线膨胀系数(简称线胀系数)。大量实验表明,不同材料的线胀系数不同,塑料的线胀系数最大,金属次之,殷钢、熔融石英的线胀系数很小。殷钢和石英的这一特性在精密测量仪器中有较多的应用。
几种材料的线胀系数

实验还发现,同一材料在不同温度区域,其线胀系数不一定相同,某些合金,在金相组织发生变化的温度附近,同时会出现线胀量的突变。另外还发现线膨胀系数与材料纯度有关,某些材料掺杂后,线膨胀系数变化很大。因此测定线胀系数也是了解材料特性的一种手段。但是,在温度变化不大的范围内,线胀系数仍可认为是一常量。
为测量线胀系数,我们将材料做成条状或杆状。由(1)式可知,测量初始杆长L、受热后温度从t1升高到t2时的伸长量△t和受热前后的温度升高量△t (△t =t2-t1),则该材料在(t1,t2)温度区域的线胀系数为:  (2)
(2)
其物理意义是固体材料在(t1,t2)温度区域内,温度每升高1℃时材料的相对伸长量,其单位为(℃)-1
测量线胀系数的主要问题是如何测伸长量△L。我们先粗估算一下△L的大小,若L=250mm,温度变化t2一t1≈100℃,金属的α数量级为×10-5(℃)-1,估算△L=α· L·△t≈0.25mm。对于这么微小的伸长量,用普通量具如钢尺或游标卡尺是测不准的。可采用千分表(分度值为0.001mm)、读数显微镜、光杠杆放大法、光学干涉法等方法测量。本实验就用分度值为0.001mm的千分表测量。
【实验内容和步骤】
⒈把样品空心铜棒、铝棒安装在测试架上。在室温下用米尺重复测量金属杆的原有长度2~3次,记录到表1中,求出L原有长度的平均值。
2.参照图1安装好实验装置,连接好加热胶管,打开电源开关,以便从仪器面板水位显示器上观察水位情况。水箱容积大约为750ml。
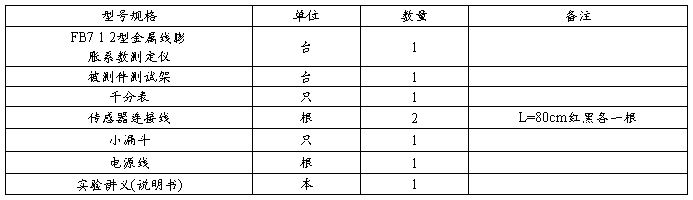
3.加水步骤:先打开机箱顶部的加水口和后面的溢水管口橡胶盖,用漏斗从加水口往系统内加水,管路中的气体将从溢水管口跑出,直到系统的水位计仅有上方一个红灯亮,其余都转变为绿灯时,可以先关闭溢水管口橡胶盖。接着可以按下强制冷却按钮,让循环水泵试运行,由于系统内可能存在大量气泡,造成水位计显示虚假水位,只有利用循环水泵试运行过程,把系统内气体排出,这时候水位下降,仪器自动保护停机。(说明:为了保护加热器不损坏,仪器设计了自动保护装置,只有水位正常状态才能启动加热或强制冷却装置,系统水位过低、缺水将自动停机。)因此,在虚假水位显示已满的情况下,可采用反复启动强制冷却按钮,利用循环水泵的间断工作把管路中的空气排除,即启动强制冷却按钮一自动停机一再加水的反复过程,直到最终系统的水位计稳定显示,水位计只剩上方一个红灯未转变为绿灯,此时必须停止加水,以防水从系统溢出,流淌到实验桌上。接下来即可进行正常实验,实验过程中发现水位下降,应该适时补充。
4.设置好温度控制器加热温度:金属管加热温度设定值可根据金属管所需要的实际温度值设置。
5.将铜管(或铝管)对应的测温传感器信号输出插座与测试仪的介质温度传感器插座相连接。将千分尺装在被测介质铜管(或铝管)的自由伸缩端固定位置上,使千分表测试端与被测介质接触,为了保证接触良好,一般可使千分表初读数为O.2mm左右,只要把该数值作为初读数对待,不必调零。(如认为有必要,可以通过转动表面,把千分尺主指针读数基本调零,而副指针无调零装置。
⒍正常测量时,按下加热按钮(高速或低速均可,但低速档由于功率小,一般最多只能加热到50℃左右),观察被测金属管温度的变化,直至金属管温度等于所需温度值(例如35℃)。温控器设置操作方法请参看【附录1】.
7.测量并记录数据:.
当被测介质温度为35℃时,读出千分表数值L35,记入表2中。接着在温度为40℃,45℃,50℃,55℃,60℃,65℃,70℃时,记录对应的千分表读数L40,L45,L50,L55,L60,L65,L70 .
⒏用逐差法求出温度每升高5 ℃金属棒的平均伸长量,由(2)式即可求出金属棒在(35 ℃,70℃)温度区间的线膨胀系数。
【数据记录及处理】
数据记录1:

数据记录2:

用逐差法处理数据(也可以用最小二乘法处理)
计算α铜、计算α铝
附几种纯金属材料的线膨胀系数:
物质名称 温度范围(℃) 线膨胀系数×10-6(℃)-1
纯铝 0~1 00 23.8
纯铜 0~1 00 1 7.1
注:由于材料提炼和加工的难度,例如纯铝几乎无法进行机械加工,所以一般使用的材料多非纯金属,所以以上参数并非标准数据。而实际使用的金属材料的线膨胀系数比纯金属要小
1.0%~1.5%,铜合金约为1.4×10-5(℃)-1 ,铝合金约为2.0×10-5(℃)-1,供参考。
【思考题】
1.该实验的误差来源主要有哪些?
2.如何利用逐差法来处理数据?
3.利用千分表读数时应注意哪些问题,如何消除误差?
FB7 1 2型金属线胀系数测定仪使用说明书
一、 概述
绝大多数物质具有“热胀冷缩”的特性,这是由于物体内部分子热运动加剧或减弱造成的.这个性质在工程结构的设计中,在机械和仪表的制造中,在材料的加工(如焊接)中都应考虑到,否则,将影响结构的稳定性和仪表的精度。考虑失当,甚至会造成工程结构的毁损,仪表的失灵以及加工焊接中的缺陷和失败等等。
固体材料的线膨胀是材料受热膨胀时,在一维方向上的伸长。线胀系数是选用材料的一项重要指标,在研制新材料中,测量其线胀系数更是必不可少的。FB712型金属线胀系数测定仪通过加热温度控制仪,精确地控制实验样品在一定的温度下,由千分表直接读出实验样品的微小伸长量,实现对金属线胀系数测定的一种新型教学实验仪器。
该仪器的恒温控制由高精度数字温度传感器与PID智能温度控制仪组成,可根据实验需要把加热温度控制在室温~80℃之间。并以稳定的加热电压维持实测温度的稳定度,由四位数码管显示设定温度和实验样品实测温度,读数精度为±O.1℃,调节设定方便,控温稳定、精确。专用加热部件的加热电压低速档为:AC110V,高速档为:AC140V。水位由7只双色发光管指示,无水时,所有发光管发红光,随着水位逐步升高,对应的发光管由红色转变为绿色。为了避免在系统缺水的情况下加热器“干烧”,仪器设置了完善的缺水报警和保护系统,循环水一旦缺少,系统报警灯点亮且自动停机。只有水量足够时才能恢复正常。加热按钮按下时,强制冷却被锁住,只有按下复位键,先停止加热,强制风冷降温才能起动。在加热或降温工作状态,热水泵总是处于工作状态。只有按复位按钮热水泵才停止工作。(注意:长期不用,应从主机底部放水阀门把水放掉。)
二、用途
1、测量铜、铝棒(管)的线膨胀系数。
2、分析影响测量精度的各种因素。
3、掌握使用千分表和温度控制仪的操作方法。
三、技术指标
1、温度读数精度:±O.1℃。
2、温度控制稳定度:±0.1 ℃/10min
3、温度设定范围:室温~80℃,四位数码管显示。
4、样品实测温度:室温~80℃,四位数码管显示。
5、伸长量测量精度:0.0005mm,量程0~1mm(包括估读位)。
6、加热温度控制仪使用条件:
1)输入电源:AC220V±1.0%. 50Hz
2)环境湿度:<85%
3)环境温度:O~40℃
4)最大功耗:≤200W
【附录1】 PID智能温度控制器
 一、该控制器是一种高性能。可靠性好的智能型调节仪表,广泛使用于机械化工、陶瓷、轻工、冶金、热处理等行业的温度、流量、压力、液位自动控制系统。控制器面板布置图:
一、该控制器是一种高性能。可靠性好的智能型调节仪表,广泛使用于机械化工、陶瓷、轻工、冶金、热处理等行业的温度、流量、压力、液位自动控制系统。控制器面板布置图:
二、具体的温度设置步骤如下(出厂时设置温度为80度,改设定温度为40度)
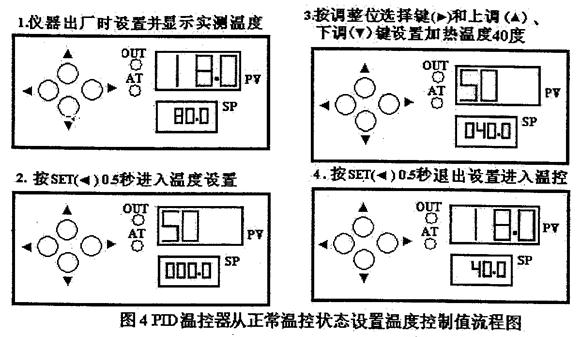
1.先按一下“设定键SET( )”约0.5秒。
)”约0.5秒。
2.按 “位移键 ( )”,选择需要调整的“位数",数字闪烁的位数即是当前可以进行调整操作的“位数"。
)”,选择需要调整的“位数",数字闪烁的位数即是当前可以进行调整操作的“位数"。
3.按“上调(▲)或“下调(▼)"确定当前“位数值",接着按此办法调整,直到各位数值都满足温度设定要求。
4.再按一次“设定键SET”,退出设定工作程序。当实验中需改变温度设定,重复以上步骤即可。操作过程可按图4进行。
5.注意:如果学生在操作时按SET键时间长达5秒,那么将进入温控器单片机第二设定区,这时,不要胡乱调节,造成温控器不能正常工作,只要停止操作,静等30~40秒钟,或者再按住SET键5秒钟,单片机程序会自动恢复到正常温控状态。
*三、如果需要进一步了解PID智能温控器,可参看以下单片机程序第二设定区流程图:改变温度上限设定值SOH数值,可直接用位移和上、下键修改上限设定值。
(此流程图仅供实验室教师参考用)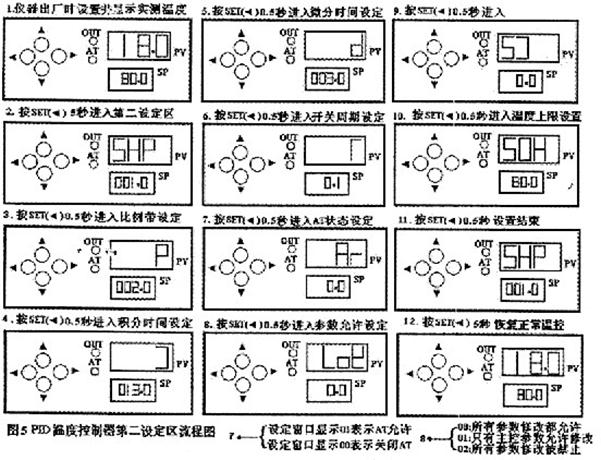
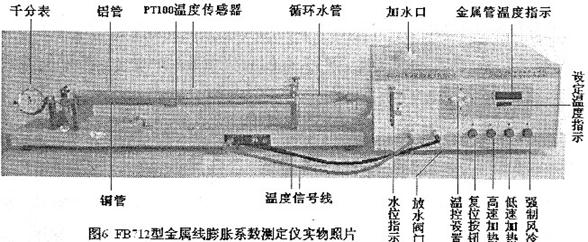
四、FB712型金属线膨胀系数测定仪照片
【附录2】千分表的参数
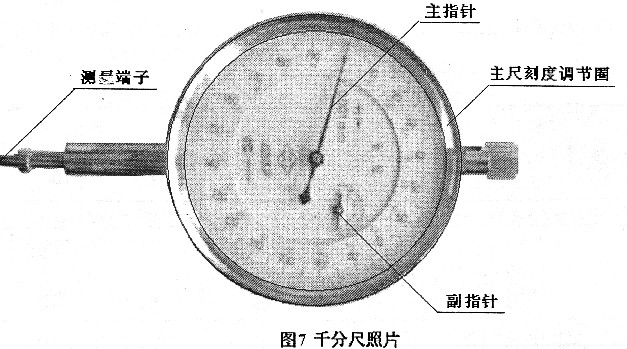
1.有效量程:0~1mm
2.主指针:每圈200格,每格0.001mm;
3.副指针:每格0.2mm,共分5格,总计1mm;
4.主尺刻度调节圈用于主尺调零
5.极限量程可达0~1.4mm
-
物理金属线膨胀系数测量实验报告
实验七项目名称金属线膨胀系数测量实验一实验目的1学习测量金属线膨胀系数的一种方法2学会使用千分表二实验原理材料的线膨胀是材料受热膨…
- 金属线膨胀系数测量实验报告
-
实验5 金属线胀系数的测定
南昌大学物理实验报告学生姓名学号专业班级班级编号实验时间13时00分第4周星期三座位号教师编号T037成绩实验5金属线胀系数的测定…
-
金属线膨胀系数测量实验
金属线膨胀系数测量实验(FB712型金属线膨胀系数测定仪)绝大多数物质都具有热胀冷缩的特性,这是由于物体内部分子热运动加剧或减弱造…
-
大学物理实验-金属线膨胀系数的测量
1314实验室金属线膨胀系数的测量绝大多数物质都具有热胀冷缩的特性这是由于物体内部分子热运动加剧或减弱造成的这个性质在工程结构的设…
-
(土木1108班 张云峰)仿真实验报告-固体线膨胀系数的测量
大学物理仿真实验报告固体线膨胀系数的测量院系名称土木建筑学院专业班级土木工程1108班姓名张云峰学号20xx140108141固体…
-
实验5 金属线胀系数的测定
南昌大学物理实验报告学生姓名学号专业班级班级编号实验时间13时00分第4周星期三座位号教师编号T037成绩实验5金属线胀系数的测定…
-
仿真实验报告-固体线膨胀系数的测量
大学物理仿真实验报告固体线膨胀系数的测量院系名称信息科学与工程专业班级电信1006姓名和学号20xx468311141固体线膨胀系…
- 金属线膨胀系数测量实验报告
-
物理金属线膨胀系数测量实验报告
实验七项目名称金属线膨胀系数测量实验一实验目的1学习测量金属线膨胀系数的一种方法2学会使用千分表二实验原理材料的线膨胀是材料受热膨…
-
动态悬挂法测定金属材料的杨氏模量实验报告
实验名称动态悬挂法测定金属材料的杨氏模量一目的与要求1用动态悬挂法测定金属材料的杨氏模量2培养综合应用物理仪器的能力3学习用图示法…