1实验报告 车刀几何角度测量
1实验报告 车刀几何角度测量
班级_______________组号___________座号__________姓名__________
一、实验报告书内容
1、记录测量数据,分别填入表1-l
2、计算车刀各剖面角度值,并与测量结果比较,分别填入表1-2。
3、示图表示车刀几何形状并标注基本角度数值。
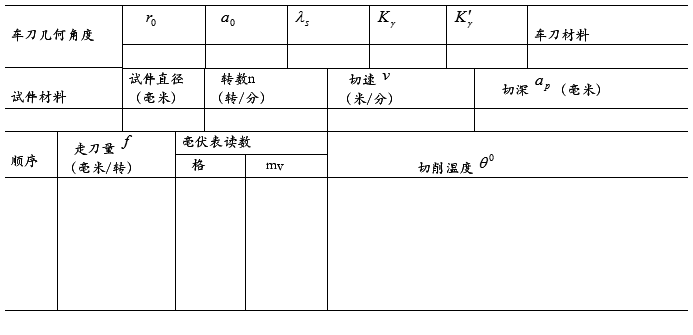
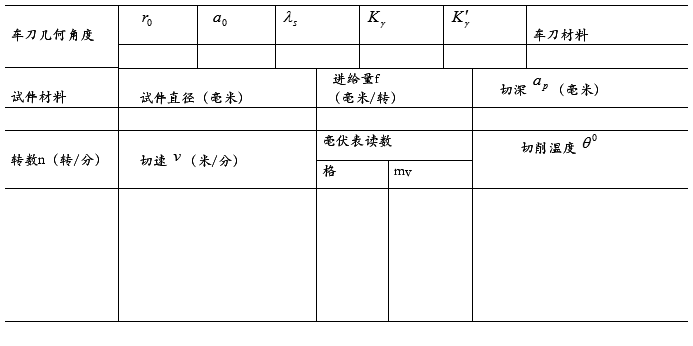
二、测量与计算数据记录表
表1-1 被测车刀几何角度值
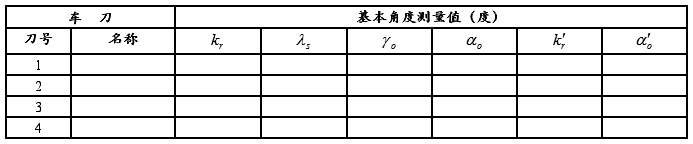
表1-2 被测车刀各剖面角度测量与计算值

思考题
1、分析车刀 =
= 的条件。
的条件。
2、分析车刀 =
= 的条件。
的条件。
3、分析车刀= 的条件。
的条件。
4、分析实验产生的误差及其原因。
2实验报告 切削变形
班级_______________组号___________座号__________姓名__________
一、实验报告书内容
1、记录实验数据,并填入有关表2-1
2、绘制观察到变形示意圈,并从金相显微镜或金相图片上分析与描绘金属内部各变形区特点,标注滑移线,滑移面与剪切角。
3、测量切屑长度 ,计算变形系数Λh值。
,计算变形系数Λh值。
4、实验结果分析;
二、实验数据记录表
表2-1

思考题
1、切屑有几种类型,它们的特点怎样?
2、切削速度和进给量对切屑种类和加工表面粗糙度有何影响?怎样解释这种影响?
3实验报告 车削力测定
班级_______________组号___________座号__________姓名__________
一、实验数据:
1、切削深度 对切削力影响
对切削力影响
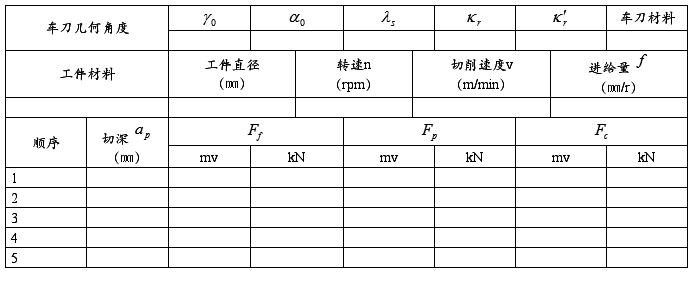
2、绘制( -)对数座标图
-)对数座标图
3、进给量 对切削力影响
对切削力影响
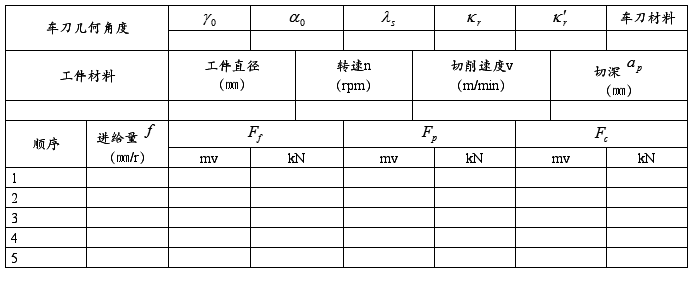
4、绘制(-)对数座标图
二、实验数据整理,求出切削力公式中的指数及系数。
三、写出切削分力实验计算公式。
实验思考题和结果分析
1、 解释对影响的规律。
2、 解释对影响的规律。
3、分析实验结果产生误差原因?如何改进
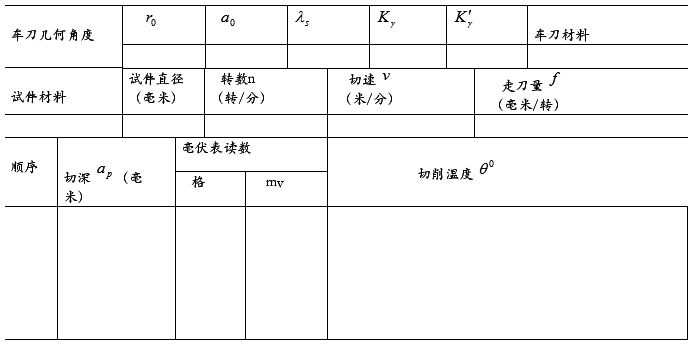
6 切削区平均温度的测量
班级_______________组号___________座号__________姓名__________
1、实验数据
(1)切削深度对切削温度的影响

 Z=
Z=
(2)进给量f对切削温度的影响:

Y=

(3)切削速度v对切削温度的影响:

X=
2、计算切削热公式中系数值
3、实验的结论
由实验求得的切削温度计算公式为:
 =
=
4、实验思考题
分别解释 、和对的影响规律和原因。
、和对的影响规律和原因。
第二篇:车刀角度测量实验报告格式
实验报告基本格式
(基本要求:1、根据学院的规定,实验报告必须用“长江大学工程技术学院实验报告”用纸;2、报告中有图的地方,要用尺规铅笔作图;3、实验报告书写要认真、规范,字迹工整,严禁潦草。不合要求者,需要重写,否则以零分计。)
实验名称:车刀几何角度测量
一、实验目的和要求
1、熟悉车刀切削部分的构成要素,掌握车刀静态角度的参考平面、参考系及车刀静态角度的定义:
2、了解车刀量角台的结构,学会使用量角台测量车刀静态角度;
3、通过车刀角度的具体测量,进一步掌握车刀角度的概念,为学习其他刀具打好基础。
4、绘制车刀静态角度图,并标注出测量得到的各角度数值。
二、实验器材
1、刀具角度测量仪;
2、刀具:90º外圆车刀、45º外圆车刀。
三、实验内容及数据
 1、车刀的组成(画出右边的示意图)
1、车刀的组成(画出右边的示意图)
车刀由刀头和刀体两部分组成。刀头用于切削,刀体用于安装。刀头一般由三面,两刃、一尖组成。
(1)前刀面 是切屑流经过的表面。
(2)主后刀面 是与工件切削表面相对的表面。
(3)副后刀面 是与工件已加工表面相对的表面。
(4)主切削刃 是前刀面与主后刀面的交线,担负主要的切削工作。
(5)副切削刃 是前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
(6)刀尖 是主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2、车刀的主要角度及其作用
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。其作用是使刀刃锋利,便于切削。但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。其作用是:
1)可改变主切削刃参加切削的长度,影响刀具寿命。
2)影响径向切削力的大小。
小的主偏角可增加主切削刃参加切削的长度,因而散热较好,对延长刀具使用寿命有利。但在加工细长轴时,工件刚度不足,小的主偏角会使刀具作用在工件上的径向力增大,易产生弯曲和振动,因此,主偏角应选大些。车刀常用的主偏角有45°、60°、75°、90°等几种,其中45°多。
(4)副偏角Kr’在基面中测量,是副切削刃在基面上的投影与进给反方向的夹角。其主要作用是减小副切削刃与已加工表面之间的摩擦,以改善已加工表面的精糙度。
在切削深度ap、进给量f、主偏角Kr相等的条件下,减小副偏角Kr’,可减小车削后的残留面积,从而减小表面粗糙度,一般选取Kr′=5~15°。
(5)刃倾角入λs 在切削平面中测量,是主切削刃与基面的夹角。其作用主要是控制切屑的流动方向。主切削刃与基面平行,λs=0;当刀尖处于主切削刃的最低点,λs为负值,刀尖强度增大,切屑流向已加工表面,用于粗加工;当刀尖处于主切削刃的最高点,λs为正值,刀尖强度削弱,切屑流向待加工表面,用于精加工。车刀刃倾角λs,一般在-5-+5°之间选取。
3、测量数据

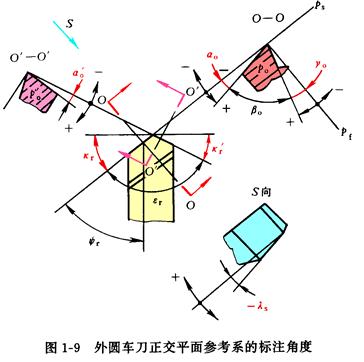
4、计算结果(绘出车刀的静态角度图。把γ0、α0、Kr、λs、Kr′、a0′、β0、εr表达清楚。只标注符号,不写测量数值。我们测量时90°外圆车刀用的是反撇刀,画图还是按正撇。计算公式教材中也有。)
(代入测量结果,计算出下列角度)
(1)90°外圆车刀
楔角β0=90°-(γ0+α0)=
刀尖角εr=180°-(Kr + Kr′)=
(2)45°外圆车刀
楔角β0=90°-(γ0+α0)=
刀尖角εr=180°-(Kr + Kr′)=
-
实验一 刀具几何角度测量实验报告书
刀具几何角度测量实验报告书实验者姓名赵万超实验者学号111219xx实验小组第31组小组其它成员赵万超张雁宇等课程名制造技术基础实…
-
实验报告(车刀几何角度测量)
车刀几何角度测量实验一、课程名称:机械制造工程学二、实验名称:车刀几何角度测量实验三、实验设备:CDJ-A车刀量角仪(详见仪器使用…
-
刀具角度测量实验报告书
金属切削原理及刀具实验报告书班级姓名学号成绩中北大学机械工程与自动化学院专业实验中心实验一车刀角度的测量一实验目的1认识车刀的类型…
-
实验一_刀具几何角度的测量
实验一刀具几何角度的测量一实验目的1学习测量车刀几何角度的方法及仪器使用2加深对车刀几何角度的定义和理解二实验内容和要求1使用车刀…
-
1实验报告 车刀几何角度测量
11实验报告车刀几何角度测量班级组号座号姓名一实验报告书内容1记录测量数据分别填入表1l2计算车刀各剖面角度值并与测量结果比较分别…
-
车刀角度测量实验报告基本格式
实验报告基本格式实验名称车刀几何角度测量一实验目的和要求1熟悉车刀切削部分的构成要素掌握车刀静态角度的参考平面参考系及车刀静态角度…
-
刀具角度测量实验报告书
金属切削原理及刀具实验报告书班级姓名学号成绩中北大学机械工程与自动化学院专业实验中心实验一车刀角度的测量一实验目的1认识车刀的类型…
-
008测量刀具角度实验报告
测量刀具角度实验报告专业班级姓名学号专业班级姓名学号实验日期实验地点机械制造技术实验室成绩实验名称测量刀具角度实验实验目的本次测量…
-
实验一 刀具几何角度测量实验报告书
刀具几何角度测量实验报告书实验者姓名赵万超实验者学号111219xx实验小组第31组小组其它成员赵万超张雁宇等课程名制造技术基础实…
- 刀具角度测量实验报告
-
车刀角度测量实验报告基本格式
实验报告基本格式(基本要求:1、根据学院的规定,实验报告必须用长江大学工程技术学院实验报告用纸;2、报告中有图的地方,要用尺规铅笔…