过程控制课程设计报告书
过程控制系统课程设计
说明书
班级:自动化0801
组员:段家骏、樊奇瑞、成继彬、方波、李春辉
学号:2008100652、2008100650、2008100653、2008100654、2008100662
目 录
一.课程设计任务说明...................................2
二.被控对象特想分析...................................4
三.压力P2定值调节...................................5
1.系统原理图.................................................5
2.系统工艺流程图.............................................5
四.水箱液位L1定值调节...............................6
1.系统原理图.................................................6
2.系统工艺流程图.............................................6
五.锅炉流动水温度T1调节串级出水流量F2调节...................7
1.系统原理图..................................................7
2.系统工艺流程图..............................................7
六.系统仪表选型................................................8
七.查阅资料....................................................9
八.总结........................................................13
一.课程设计任务说明
“过程控制课程设计”是“过程控制”课程的一个重要组成部分。通过实际题目、控制方案的选择、工程图纸的绘制等基础设计和设计的学习,培养学生理论与实践相结合能力、工程设计能力、创新能力,完成工程师基本技能训练。
(一)
查阅资料,综述近几年工业生产中,PID控制以及自适应控制、神经网络控制、模糊控制等智能控制系统的设计与实现,并具体例举PID和先进控制技术的结合。(约2000字、题目自选)
(二)过程控制系统设计要求
(a)设计题目
1)水箱液位L1定值调节之二(VC1作出水量执行器)
2)压力P2定值调节之四(用水泵作水源、VC2作执行器的并联式压力调节)
3)锅炉流动水温度T1调节串级出水流量F2调节
(b)设计内容
过程控制系统设计是为实现生产过程自动化,应用图纸资料和文字资料来表达设计思想和工程实现方法。设计分为两个阶段:
1.设计前期工作
1)查阅资料,对被控对象动态特性进行分析,确定控制系统的被调量和调节量;
2) 确定自动化水平,包括确定自动控制范围、控制质量指标、报警设限及手自动切换水平;
3)提出仪表选型原则,包括测量、变送、调节及执行仪表的选型。
2.设计工作
1)根据对被控对象进行的分析,确定系统自动控制结构,完成控制系统原理图;
2)根据确定控制设备和测量取样点和调节机构,完成控制系统工艺流程图(PID图);
3)根据确定的自动化水平和系统功能,选择控制仪表,完成控制系统图(包括系统功能图和系统逻辑图);
4)对所设计的系统进行仿真试验,并进行调节器参数整定;
5)编写设计说明书:
1.提出控制系统的基本任务和要求;
2.被控对象动态特性分析;
3.选择控制系统控制结构,画控制原理图;
4.选择测点和调节机构画控制系统工艺流程图;
5.选择控制仪表,画图(标出调节器作用方向);
6.根据控制原理图,进行控制系统仿真实验,控制器参数整定;
7.设计总结。
(c)绘制设计图
1.系统控制原理图
控制原理图应反映控制系统的结构。
2.管道及仪表流程(PID)(工艺控制流程图)
管道仪表流程图画法规定
1.管道及仪表流程图适用于生产工艺装置,是用图示的方法把工艺流程所需的全部设备、机器、管道及管件和仪表表示出来。它是设计和施工的依据,也是运行和检修的指南。
2.管道及仪表流程图安装比例。
1)一般设备(机器)图只取相对比例。
2)实际尺寸大设备(机器),适用缩小。
3) 实际尺寸过小适当放大。
4)可相对示意出各设备位置的高低。
5) 整个图面要协调、美观。
3. 图线:
1)工艺物料线用粗实线。
2)设备、阀门用细实线。
3)其余用细实线。
4. 绘出和标注全部有关的检测点,调节系统。
5. 符号、代号、表示方法符合自控专业要求。(过程检测、控制流程图、图形符号和文字代号)。
火电厂热工控制常用热工量字母代号

二.被控对象动态特性分析
水箱液位定制控制系统:
控制变量为出水流量,被控变量为水箱水位
出水流量控制器根据给定值给出出水流量控制电动阀控制指令,从而控制水箱液位,水箱液位传感器采集水箱液位值,反馈到出水流量控制器,与给定值进行比较后得出残差信号再次输出给进水流量控制电动阀,控制水箱液位,从而达到水箱液位为定制的目的。
压力定制控制系统:
控制变量为出水流量,被控变量为出水压力。
出水流量控制器根据给定值给出出水流量控制电动阀质量,从而控制出水压力,出水压力传感器采集出水压力值,反馈到出水流量控制器,与给定值进行比较后得出的残差信号再次给出水流量控制电动阀,控制出水压力,从而达到出水压力为定值的目的。
串级控制系统:
住被控变量为锅炉流动水温,福被控变量为出水流量
锅炉流动水温度控制器把控制信号给出水流量控制器,副回路中,出水流量控制器根据给定值给出出水流量控制电动阀控制指令,从而控制出水压力,出水压力传感器采集出水压力值,反馈到出水流量控制器,与给定值进行比较后得出的残差信号再次输出给进水流量控制电动阀,控制出水压力;主回路中,出水流量影响锅炉流动水温温度,锅炉流动水温度传感器采集锅炉流动水温度,反馈到锅炉流动水温度,反馈到锅炉流动水温度控制器,与最初的给定值进行比较后得出的残差信号再次输出给出水流量控制器的发挥路控制出水流量,从而达到控制锅炉刘鼎水温度的目的。
三.压力P2定值调节
1.压力定值控制系统原理图:
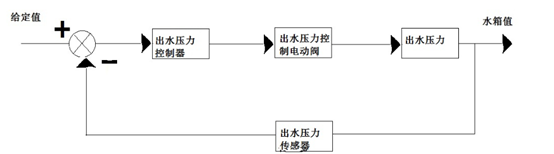
控制变量为出水流量,被控变量为出水压力。
出水流量控制器根据给定值给出出水流量控制电动阀质量,从而控制出水压力,出水压力传感器采集出水压力值,反馈到出水流量控制器,与给定值进行比较后得出的残差信号再次给出水流量控制电动阀,控制出水压力,从而达到出水压力为定值的目的。
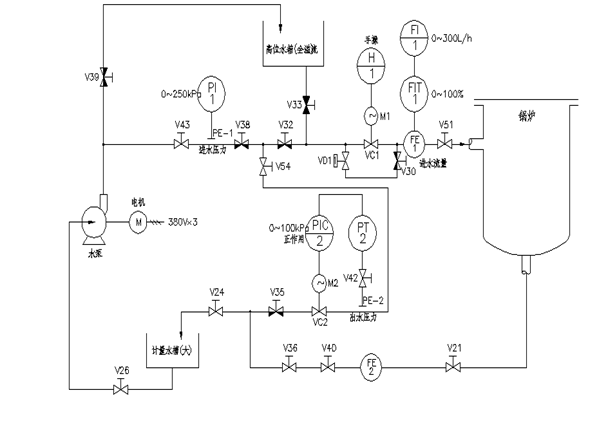
2.压力定值控制系统工艺流程图:
四.水箱液位L1定值调节
1.水箱液位控制系统原理图:
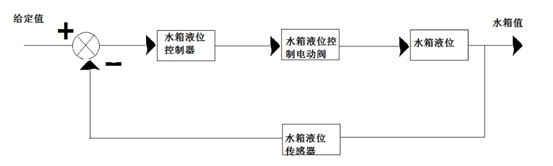
控制变量为出水流量,被控变量为水箱水位。
出水流量控制器根据给定值给出出水流量控制电动阀控制指令,从而控制水箱液位,水箱液位传感器采集水箱液位值,反馈到出水流量控制器,与给定值进行比较后得出残差信号再次输出给进水流量控制电动阀,控制水箱液位,从而达到水箱液位为定制的目的。
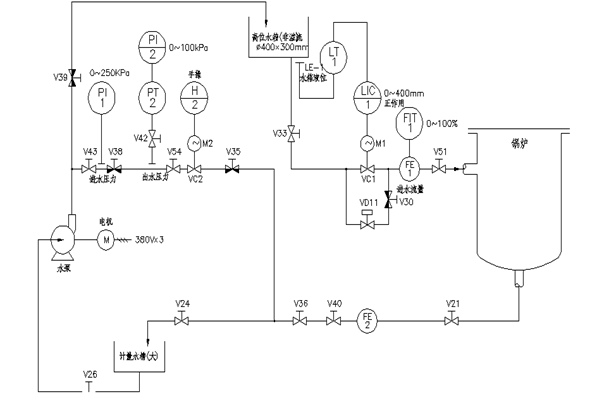
2.水箱液位控制系统工艺流程图
五.锅炉流动水温度T1调节串级出水流量F2调节的流程图
1.串级控制系统原理图:
主被控变量为锅炉流动水温,福被控变量为出水流量。
锅炉流动水温度控制器把控制信号给出水流量控制器,副回路中,出水流量控制器根据给定值给出出水流量控制电动阀控制指令,从而控制出水压力,出水压力传感器采集出水压力值,反馈到出水流量控制器,与给定值进行比较后得出的残差信号再次输出给进水流量控制电动阀,控制出水压力;主回路中,出水流量影响锅炉流动水温温度,锅炉流动水温度传感器采集锅炉流动水温度,反馈到锅炉流动水温度,反馈到锅炉流动水温度控制器,与最初的给定值进行比较后得出的残差信号再次输出给出水流量控制器的发挥路控制出水流量,从而达到控制锅炉刘鼎水温度的目的。
2.串级控制系统工艺流程图: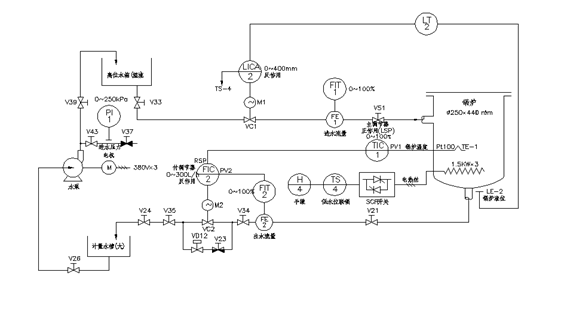 六.控制仪表的选型
六.控制仪表的选型

七.查阅资料
先进控制技术
所谓先进控制技术(Advanced Process Control,APC),是对那些不同于常规单回路控制,并比常规PID控制有更好控制效果的控制策略的统称。现代复杂的工业生产过程,通过实施先进控制,可以大大提高工业生产过程操作和控制的稳定性,改善工业生产过程的动态性能,减少关键变量的运行波动幅度,使其更接近于优化目标值,从而将工业生产过程推向更接近装置约束边界条件下运行,最终达到增强工业生产过程的稳定性和安全性,保证产品质量的均匀性,提高目标产品的收率,提高生产装置的处理能力,降低生产过程运行成本以及减少环境污染等目的。本文将简要介绍常用的行之有效的一些先进控制方法及其在流程工业中的应用。
模型预测控制
模型预测控制是一种基于模型的闭环优化控制策略,已在炼油、化工、冶金和电力等复杂工业过程控制中得到广泛的应用。模型预测控制具有控制效果好、鲁棒性强等优点,可有效地克服过程的不确定性、非线性和关联性,并能方便处理过程被控变量和操纵变量中的各种约束。
预测控制算法种类较多,表现形式多种多样,但都可以用以下三条基本原理加以概括:①模型预测:预测控制的本质是在对过程的未来行为进行预测的基础上,对控制量加以优化,而预测是通过模型来完成的。②滚动优化 :预测控制的优化,是在未来一段时刻内,通过某一性能指标的最优化来确定未来的控制作用,这一性能指标涉及到系统未来的行为,并且在下一时刻只施加当前时刻控制作用,它是在线反复进行的,而且优化是有别于传统意义下的全局优化。③反馈校正 :预测控制是一种闭环控制算法,用预测模型预测未来的输出时,预测值与真实值之间存在一定的偏差,只有充分利用实际输出误差进行反馈校正,才能得到良好的控制效果。
目前,预测控制的研究范围主要涉及到以下方面,(1)对现有基本算法作修正。如引入扰动观测器,采用变反馈校正系数等。(2)单变量到多变量的推广。把只适合于稳定对象的算法推广到非自衡系统,把预测控制的应用范围推广到非线性及分布参数系统。(3)优化目标函数的选取。如采用最小方差的目标函数、二范数的目标函数、无穷范数的目标函数等。(4)预测模型的选取。尤其是在非线性预测控制中,非线性预测控制要比线性预测控制复杂得多。因而,目前研究主要集中在特殊的非线性模型,如Wiener模型,Bilinear模型、广义Hammerstein模型、Volterra模型等。(5)引入大系统方法,实现递阶或分散的控制算法。(6)将基本控制算法与先进的控制思想与结构相结合,如自适应预测控制、模糊预测控制、鲁捧预测控制、神经网络预测控制等。
目前,预测控制的应用几乎遍及各个工业领域,如:炼油、石化、化工、造纸、天然气、矿冶、食品加工、炉窑、航空、汽车等。其中全世界采用了以预测控制为核心的先进控制算法已经超过5000多例。国外著名的控制工程公司都开发研制了各自的商品化软件。预测控制的软件产品至今已走过了三代。第一代产品主要以Adersa公司的IDCOM和Shell Oil公司的DMC为代表,可处理无约束的预测控制问题。第二代以Shell Oil公司的QDMC为代表,它增加了处理输入输出有约束的多变量对象的技术。而目前的第三代产品,主要有Aspen公司的DMC plus和Honeywell公司的RMPCT,以及浙大中控软件公司的Adcon等,都已在炼油、化工、石化等工业生产过程中应用。
内模控制
内模控制(Internal Model Control, IMC)是一种基于过程数学模型进行控制器设计的新型控制策略。它不仅是一种实用的先进控制算法,而且是研究预测控制等基于模型的控制算法的重要理论基础,以及提高常规控制系统设计水平的有力工具。
自面世以来,内模控制不仅在控制系统稳定性和鲁棒性理论分析方面发展迅速,而且在工业过程控制中也得到成功的应用。许多研究者讨论了内模控制与其他控制算法,如动态矩阵控制(DMC)、模型算法控制(MAC)、线性二次型最优控制(LQOC)等之间的内在关系,尤其是多变量内模控制可以直接调整闭环系统动态性能,并对模型误差具有良好的鲁棒性,因此IMC也是多变量过程控制系统分析与设计的一种重要方法。IMC是一种实用性很强的控制方法,其主要特点是结构简单、在线调节参数少,特别是对于鲁棒性及抗扰性的改善和大时滞系统的控制效果更为显著。因此它不仅在慢响应的过程控制中获得到大量应用,在快响应的电机控制中也取得了良好的效果。经过二十多年的发展,IMC方法不仅已扩展到了多变量和非线性系统,还产生了多种设计方法,主要有零极点对消法、预测控制法、针对PID控制器设计的IMC法、有限拍法等。IMC与其他控制方法的结合也比较多,如自适应IMC,采用模糊决策、仿人控制、神经网络的智能型IMC等。已经证明,各类预测控制算法本质上都属于IMC类,在其等效的IMC结构中只是其给定输入采用未来的超前值。这不仅从结构上说明预测控制为何具有良好的性能,而且为进一步的深入分析和改进提供了有力的工具。
模糊控制
1965年,Zadeh教授最早提出模糊集合的概念,从而突破了经典集合论中属于或不属于的绝对关系,标志着模糊数学的诞生。模糊控制是应用模糊数学理论,对一些无法构造数学模型的过程进行有效的控制。基本的模糊系统包括模糊化处理、模糊推理和非模糊化控制三个环节。在模糊推理面,Takagi和Subeno通过使用最小二乘法近似做出了贡献。在非模糊化方面,相继出现了最大隶属度值法、面积平均法、重心法、最大隶属度平均值法等。
在应用方面,1974年,Mamdani首次将模糊控制应用到蒸汽机和锅炉的控制,取得了满意的效果。1980年,Holmblad和Ostergaard将模糊控制成功地安装到水泥窑炉上,并开发了第一个商品化模糊控制器。1985年,AT&T贝尔实验室的Togai和Watanabe设计出第一块模糊逻辑芯片。1987年,Omron公司研制出第一代模糊微处理机。Yamakawa设计了高速模糊控制器硬件系统。进入90年代,日本推出了大量采用模糊控制的家用电器。不少仪表商已经将模糊控制作为DCS的一个模块。目前,美国国家航空与航天局正考虑将模糊控制技术应用到航空系统。国际原子能机构和工业应用系统机构也准备将模糊控制技术应用到大型系统高速推理上。
神经控制
神经控制以其独特的优点受到控制界的关注并得到了广泛的应用,这主要来自以下三方面的动力:①处理越来越复杂系统的需要;②实现越来越高设计目标的需要;③越来越不确定情况下进行控制的需要。20世纪80年代以来,人工神经网络又有了重大突破,人们提出了许多功能强大的神经元模型和各种有效的算法并促进了它的应用。目前,神经网络已经在对象建模、系统辨识、参数估计、自适应控制、预测控制、容错控制、故障诊断、数据处理等领域得到了广泛的应用。其中,神经网络与模糊逻辑、遗传算法、专家系统、小波分析结合、混沌神经网络、基于粗糙集的神经网络等方向已成为新的研究热点。
就目前神经网络在控制系统中的应用来说,它在控制系统的建模、辨识和控制中都获得了广泛的应用。主要有 :①系统辨识:通过多层前馈网络能够提供非线性被控对象的直接逆向模型。②充当各类控制器:如监督控制、直接逆模控制、模型参考控制、内模控制、预测控制、自适应控制、非模型控制等。
工业过程监控
就工业过程的性能监控领域而言,当前提出的方法可分为三大类:基于数学模型的方法、基于数据驱动的方法和基于知识的方法。基于模型的方法包括参数估计方法、观测器方法、对偶关系方法等。基于数据驱动的方法以采集的过程数据为基础,通过各种数据处理与分析方法挖掘隐含信息来指导工业生产。基于知识的方法是利用人工智能的方法构造某些系统功能以模仿和实现人类的思维和行为,完成整个检测和诊断过程。但从目前的理论水平和解决问题的角度来看,采用基于数据驱动的方法更适宜。在基于数据驱动的工业过程性能监控算法中,研究和应用最多的方法应属统计方法。单变量统计过程控制近十几年来又取得了新的进展,除早期的X控制图,还包括MA(Moving Average)控制图,CUSUM(Cumulative Sum)控制图和EWMA(Exponentially Weighted Moving Average)控制图。多变量统计过程控制(Multivariate Statistical Process Control, MSPC)最基本方法是主元分析和偏最小二乘法(Partial least square, PLS),但随着各种实际问题的出现,不少改进和扩展的统计方法又被提出,主要包括动态方面的改进、非线性方面的改进、自适应方法、多尺度的方法、层次和多块分析方法、间歇生产过程的监控方法、专家系统方法、动态趋势分析方法、神经网络方法等。目前,独立成分分析(Independent Component Analysis,ICA)作为一种新方法也得到了关注,ICA具有“去冗余”的特点,并能抑制高斯白色和有色噪声。工业生产过程运行性能和安全性的实时评估,已成为复杂大工业生产过程计算机控制的重要内容,也是工业企业实时管理与控制一体化的新技术
总结:
通过本次学习,巩固和加深了我们从课堂上所学的理论知识,对控制测量整个工作程序进行一次全面的,系统的了解,进一步掌握控制测量的专业技术,同时结合测区具体条件应用学过的知识去分析问题和解决问题,同时也发现了一些在课堂上不会遇到的情况,发现了不足,从而提高了自己的能力。
同时一次测量实习要完整的做完,只靠一个人的力量是远远不够的,只有通过小组的合作和团体的力量才能让实习快速而高效的完成。而这些,就是在测量之中所收获的。小组成员间的相互合作也太重要了,设计小组的氛围在很大程度上影响实验的进度,我们应该以团队为重,以完成任务做好实习为目的。
-
过程控制系统设计报告
过程控制系统课程设计报告姓名:**班级:**专业:自动化指导教师:**哈尔滨工业大学华德应用技术学院20XX年6月30日一、题目要…
-
过程控制课程设计报告书
过程控制系统课程设计说明书班级自动化0801组员段家骏樊奇瑞成继彬方波李春辉学号20xx10065220xx10065020xx1…
-
过程控制课程设计报告
前言过程控制系统课程设计是测控技术与仪器专业的实践教学环节其教学目的是运用所学专业知识结合工业生产实际以仪表控制系统的工程设计为核…
-
过程控制课程设计报告_Demon_S_Y
过程控制课程设计报告锅炉设备控制系统一课程设计目的1熟悉并熟练掌握组态王软件2通过组态王软件的使用进一步掌握了解过程控制理论基础知…
-
过程控制课程设计报告
课程课程设计综合实验报告课程设计综合实验报告20xx20xx年度第2学期名称过程控制技术与系统课程设计题目院系控制与计算机工程学院…
-
过程控制实验一 熟悉系统结构、原理及组态设计软件
过程控制及仪表实验报告成绩:实验名称:实验一熟悉系统结构、原理及组态设计软件实验小组:A大组第二小组组员姓名:组员学号:指导老师:…
-
过程控制系统课程设计报告(封皮)
题目过程控制系统课程设计报告S7300PLC与200PLC主从站的单回流量过程控制系统设计姓名班级自09A2学号同组人时间20xx…
-
过程控制系统课程设计(锅炉汽包温度控制系统论文)
红河学院题目水塔温度控制系统目录第1章水塔温度控制系统设计方案011系统设计方案概述012水塔温度串级控制系统仿真2第2章水塔温度…
-
过程控制系统设计报告
过程控制系统课程设计报告姓名:**班级:**专业:自动化指导教师:**哈尔滨工业大学华德应用技术学院20XX年6月30日一、题目要…
-
过程控制课程设计报告
前言过程控制系统课程设计是测控技术与仪器专业的实践教学环节其教学目的是运用所学专业知识结合工业生产实际以仪表控制系统的工程设计为核…