互换性实验报告(20xx年修改)
极限配合与测量技术基础
实验报告
姓 名:______ 专业班级:______
学 号:______ 任课老师:______
20xx年10月
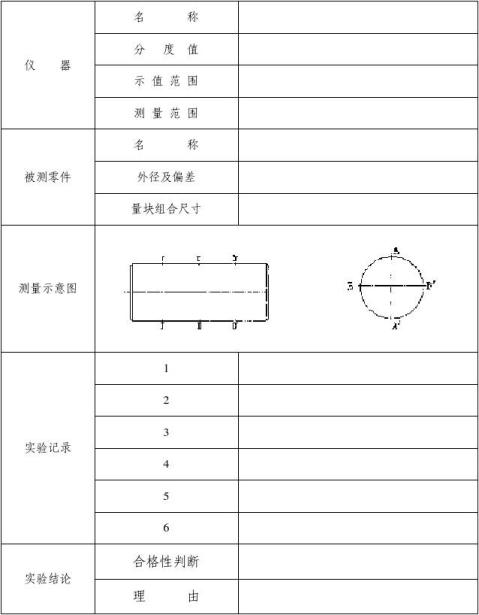
实验一 用立式光学计测量圆柱形塞规
1
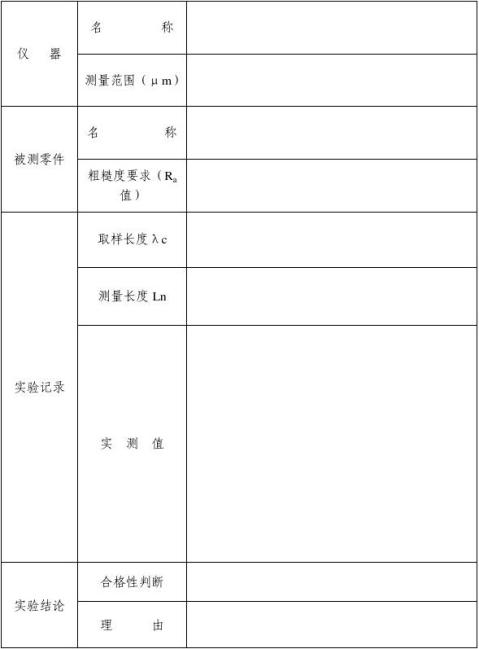
实验二 用粗糙度测试仪测量表面粗糙度 2
实验三 形状与位置误差的测量 实验3—1 直线度误差的测量
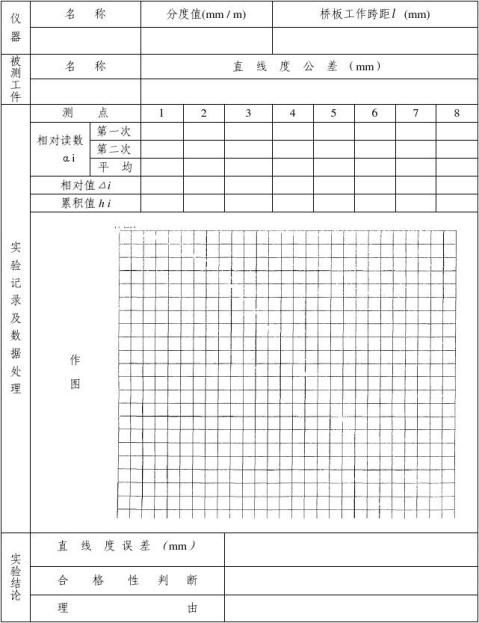
3
实验3—2(1)平行度误差的测量
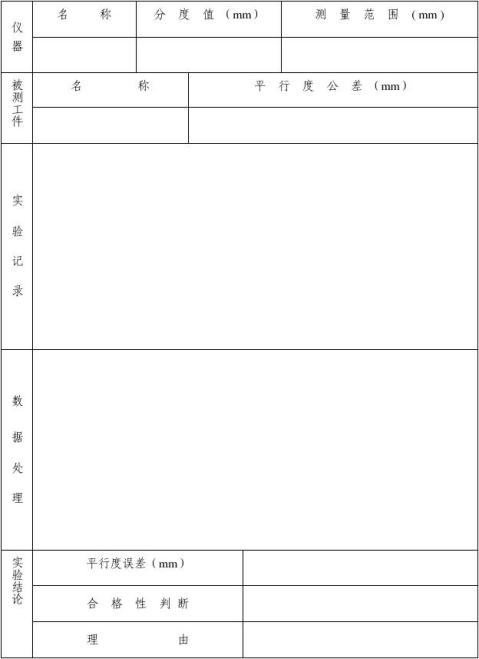
4
实验3—2(2)垂直度误差的测量
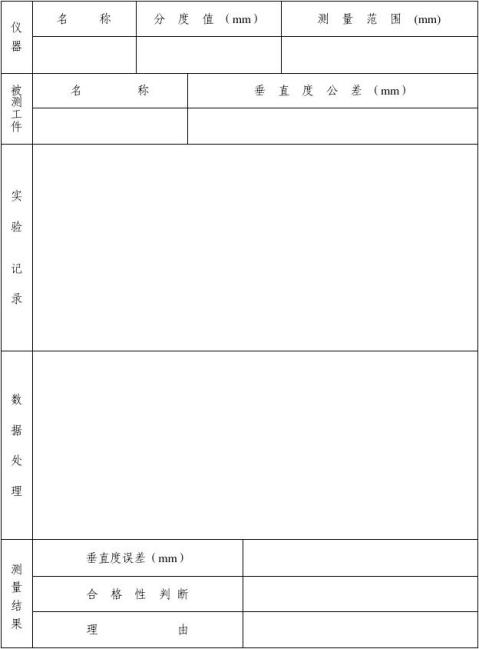
5
实验四 齿轮测量
实验4-1 齿轮齿圈径向跳动的测量
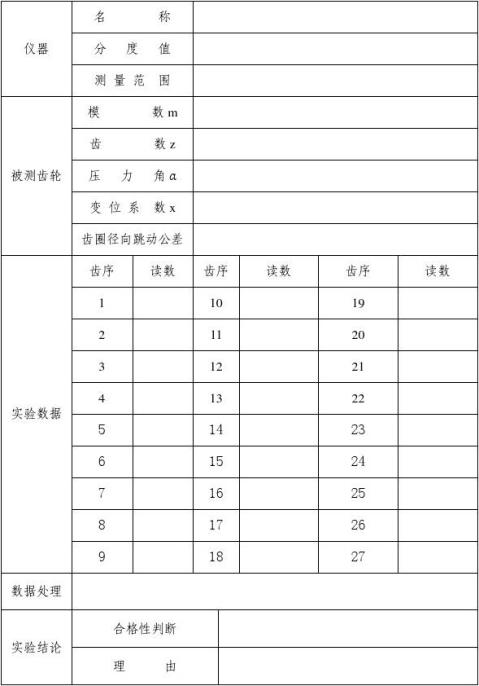
6
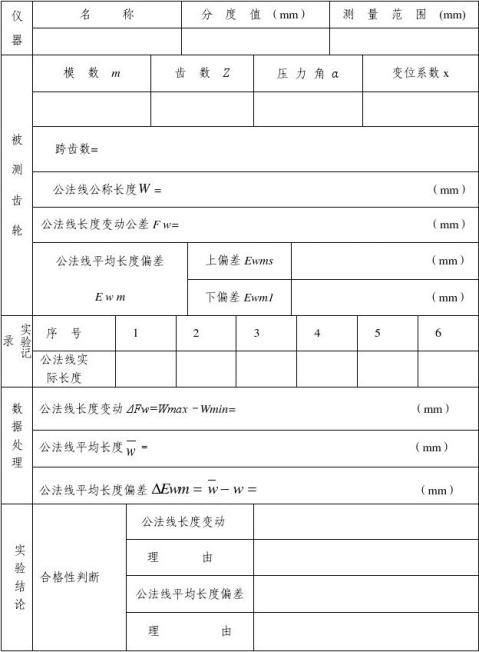
实验4-2 齿轮公法线长度变动与齿轮公法线
平均长度偏差的测量
7
实验4-3 齿轮基节偏差的测量
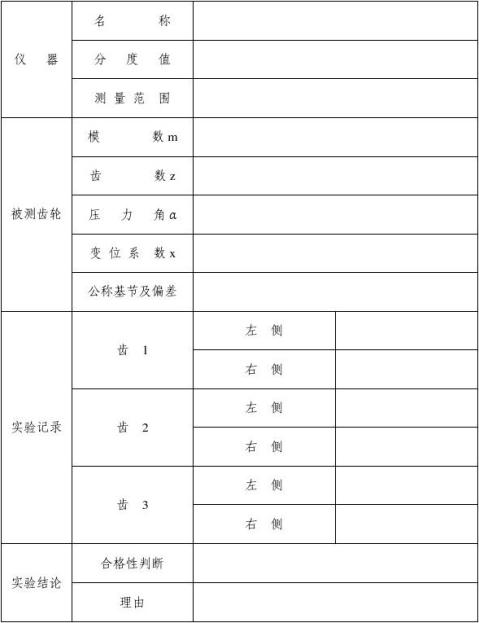
8
实验4-4 齿轮分度圆齿厚的测量
9
第二篇:互换性实验报告
第四章 齿轮测量实验指导
一、目的:学会常用齿轮参数的参量方法,掌握公法线千公尺、齿厚游标卡尺的用法。
二、使用仪器:公法线千分尺、齿厚游标卡尺、偏摆检查仪、百分表等。
三、测量项目及测量步骤:
(一)用公法线千分尺测量齿轮公法线长度变动量(ΔFW)
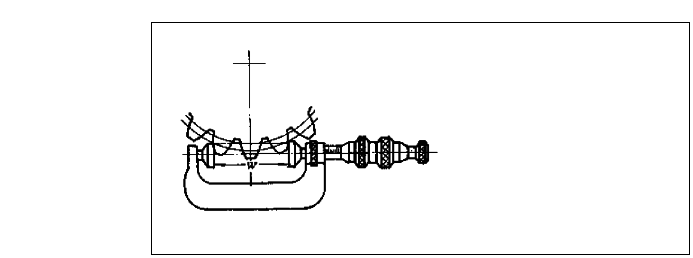
图4-1 公法线千分尺测量齿轮公法线
实验步骤:
1.根据齿轮的已知参数求出跨齿数n和公法线长度W。
2.根据所得的公法线长度选择测量范围相适应的公法线千分尺,并用标准棒校对零线。
3.逐次测量所有的公法线实际长度,记入表中。
4.找出最大值Wmax与最小值Wmin,
则:ΔFW=Wmax-Wmin。
5.将ΔFW与所查出的公差FW比较写结论。
(二)在偏摆检查仪上测量齿圈径向跳动(ΔFr)
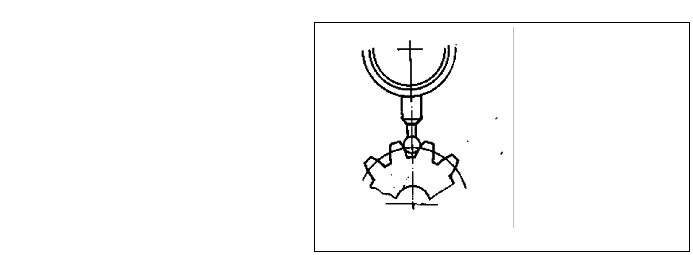
图4-2 齿圈径向跳动
实验步骤:
1.根据模数m,确定测量棒直径d=1.68m。
2.将被测齿轮套在测量心轴上,心轴装在仪器的顶尖间,然后调整好百分表的测量位置。
3.测量时,每测一齿,须抬起百分表测量杆,将测量棒换位,依次逐步测量一圈,将测得的数值记入报告中。
4.取其跳动量的最大最小两个数值,两数之差即为ΔFr。
(三)用齿轮游标卡尺测齿厚偏差(ΔEs)

图4-3 齿轮游标卡尺测齿厚
实验步骤:
1.用游标卡尺测量齿顶圆的直径De实际,并根据已知条件求出齿顶圆的公称尺寸,De理论[De理论=(z-2)m],再由Δde=De实际-De公称,计算出齿顶圆偏差。

3.将游标尺的垂直尺调为h f′的值。
4.在齿圈上每隔90º检查一个齿,共测四个齿,分别与公称值Sf比较,取其中差值最大者为实际偏差。
5.查表得出齿厚公差值,与之比较,作出结论。
实验二 孔和轴配合的测量
一、实验目的
l. 牢固掌握游标卡尺的原理和使用方法;
2. 从测量孔和轴的三种配合尺寸中,认识测量误差。
二、实验仪器
1. 游标卡尺。
2. 具有间隙配合、过盈配合和过渡配合的孔、轴测量试件。
三、实验原理
l. 游标卡尺:
游标卡尺的刻度值有0.1、0.05及0.02mm三种。如图为读数示例,读数时先根据游标零线所指主尺刻度是多少读出mm的整数值。再看游标上第几条刻度线与主尺刻线重合,以此游标上重合的线数乘以游标之刻度值即得被测尺寸(mm)之小数部分。

2. 孔、轴配合:
加工好的套和轴,其直径的尺寸误差应在规定的公差之内。根据其公差带分布的不同,基本尺寸相同的孔和轴配合时,存在三种配合状态。
(1) 间隙配合:孔公差带在轴公差带之上,即最小孔和最大轴配合时,亦应有间隙(包括零间隙)。
(2) 过盈配合:孔公差带在轴公差带之下,即最大孔和最小轴配合时,办应有过盈(包括零过盈)。
(3) 过渡配合:孔公差带和轴公差带相互交迭,任取其中对孔、轴相配合,可能有不大的过盈,也可能有不大的间隙。
对于加工好的孔和轴,所测量出的尺寸误差,应满足规定配合的孔、轴公差带间的关系。(详见“互换性与技术测量”教材)。
四、实验步骤:
1. 用游标卡尺测量孔内径和轴外径各9次。
2. 计算分析各数据。
五、实验误差分析
六、思考题
若游标卡尺的游标框和主尺之间因有间隙而在测量时产生倾斜,将会造成什么样的误差?
实验一 用内径百分表测量内径
一、实验目的:
掌握用内径百分表测量内径的方法
二、实验内容:
用内径百分表测量内径
三、测量原理及计量器具说明
对于深孔及公差等级较高的孔,常用的内径百分表作比较测量。 国产的内径百分表,常用活动测头工作行程不同的七种规格组成一套,用以测量50~100mm的内径,特别适用于深孔,其典型结构如图示2-1所示。
 百分表5的量杆与转动杆6始终接触,弹簧10是控制测量的,并经过转动杆6,杠杆7向外顶着活动测头l。测量时活动测头1的移动,使杠杆7回转,通过传动杆6,推动百分表5的量杆,使百分表指针回转,由于杠杆7是等臂的,当活动测头移动1mm 时,传动杆6也移动lmm,推动百分表指针回转一圈。所以活动测头的移动量在百分表中读出来,分度值为O.Olmm,定位板8起找正直径位置的作用,它保证了活动测头1和可换测头2的轴线位于被测孔直径位置。
百分表5的量杆与转动杆6始终接触,弹簧10是控制测量的,并经过转动杆6,杠杆7向外顶着活动测头l。测量时活动测头1的移动,使杠杆7回转,通过传动杆6,推动百分表5的量杆,使百分表指针回转,由于杠杆7是等臂的,当活动测头移动1mm 时,传动杆6也移动lmm,推动百分表指针回转一圈。所以活动测头的移动量在百分表中读出来,分度值为O.Olmm,定位板8起找正直径位置的作用,它保证了活动测头1和可换测头2的轴线位于被测孔直径位置。
四,测量步骤:
1.按被测孔的基本尺寸组合量块,换上相应的可换测头并拧入仪器的相应螺孔中。
2.将选用的量块组和专用测块图2中的1和2,—起放入量块夹内夹紧。
3.将仪器对好零件
一只手拿着内径百分表的手柄,另一只手的食指和中指轻轻压定位板,将活动测头压靠在测块上使活动测头内缩,以保证放入可换测头时不与测块磨擦而避免磨损,然后松开定位板和活动测头,使可换测头与侧块接触,这样就可以在垂直和水平面两个方向上摆动内径百分表找出最小值,反复摆动几次,并相应地旋转表盘,使百分表的零刻度正好对准示值变化的最小值,零位对好后,用手指轻轻压定位板使活动测头内缩,当可换测头脱开接触时,缓缓地将百分表从侧块内取出。
4.进行测量
将百分表插入被测孔中,沿被测孔的轴线方向测三个截面每个截面要求相互垂直的两个方向各测量一次,如测量位置图3,测量时轻轻摆动内径百分表,记下示值变化的最小值,将每次测得数值填入实验报告中。
5.根据图样上给定的公差值,判断被测孔是否合格。
实验二 在平板上测量工件的平面度误差
一.实验目的:
熟悉平面度误差的测量方法
二.实验内容;
用对角线法测量平面度误差
基准平板 800X500mm .
被测平台 300X300mm
百分表 0.0lmm
三.实验步骤:
1. 将被测件支承在平板上,如图5-1所示,调整千斤顶,使被测量面内一条对角线的两端点1,2等高,再调整另一个对角线的两端点3、4等高。
2.以平板为测量基准,用百分表在被测面内测量,将读数记在实验报告中。
3.以最大与最小读数之差值为该平面的平面度误差,
4.按给定条件查出允许值,并判定是否合格。
-
互换性与测量技术基础实验报告
实验一用内径百分表测内孔实验报告仪器名称内径百分表指示表的分度值001mm指示表的示值范围03mm测量结果实验二用立式光学计测量轴…
-
互换性实验报告
互换性与测量技术实验报告班级学号姓名广西科技大学鹿山学院实验报告轴的测量一实验目的四测量示意图五测量步骤七测量数据分析并判断被测零…
-
=互换性与技术测量实验报告
实验一量块的使用一实验目的1能正确进行量块组合并掌握量块的正确使用方法2加深对量值传递系统的理解3进一步理解不同等级量块的区别二实…
-
互换性实验报告样本
1给出IEA关于人机工程学的学科定义答人机工程学是研究人在某种工作环境中的解剖学生理学和心理学等方面的因素研究人和机器及环境的相互…
-
互换性与技术测量实验报告1
互换性与技术测量实验报告实验一立式光学计测量轴径一测量器具说明立式光学计也称立式光学比较仪是一种精度较高且结构简单的光学仪器适用于…
-
互换性原理实验报告(内孔直径测量)
实验2孔径的测量一、实验目的1.熟悉了解内径百分表的结构原理2.掌握利用内径百分表测量内径尺寸的方法二、实验内容:利用内径百分表测…
-
互换性与测量技术基础实验报告
实验一用内径百分表测内孔实验报告仪器名称内径百分表指示表的分度值001mm指示表的示值范围03mm测量结果实验二用立式光学计测量轴…
-
互换性与测量技术基础实验报告石油大学
中国石油大学位置误差的测量实验报告一实验目的1培养严谨求实的学风培养学生的创新精神创新能力创造思维2熟悉零件有关位置误差的含义和基…
- 哈工大互换性(机械精度)实验报告
-
互换性实验报告样本
1给出IEA关于人机工程学的学科定义答人机工程学是研究人在某种工作环境中的解剖学生理学和心理学等方面的因素研究人和机器及环境的相互…