精益生产法则
随着市场竞争的日趋激烈,生产企业要想持续获得理想的效益,其中一个重要环节就是要持续提升其生产效率——在具有“制造大国”之称的中国的今天,效率已成为众多企业是否可以赢利的关键甚至是决定性因素。
然而,中国目前大部分生产企业,特别是民营生产企业,其表面上看似良好运作的生产车间实际上并没有以最好的状态进行工作,设备和操作人员的价值存在很大的改善空间,这无形中为企业造成了巨大的损失。但是,绝大多数企业的管理人员并没有意识到这一点,或者说只是有感观上的感觉,但缺乏定量的数据,而没有采取有效的措施予以解决。
为了解决这一问题,国际制造业提出了全局设备效率(OEE)的概念。全局设备效率OEE是一种简单实用的生产管理工具,在欧美的制造业和中国的跨国企业中已得到广泛的应用,全局设备效率指数已成为衡量企业生产效率的重要标准,也是TPM(Total Productive Maintenance)实施的重要手法之一。
OEE的定义
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写。一般,每一个生产设备都有自己的理论产能,要实现这一理论产能必须保证没有任何干扰和质量损耗。OEE就是用来表现实际的生产能力相对于理论产能的比率,它是一个独立的测量工具。OEE是由可用率,表现性以及质量指数三个关键要素组成:
OEE=可用率*表现指数*质量指数
其中:
可用率=操作时间/计划工作时间
它是用来评价停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原材料短缺以及生产方法的改变等。
表现指数=理想周期时间/(操作时间/总产量)=(总产量/操作时间)/生产速率
表现性是用来评价生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨损,材料的不合格以及操作人员的失误等。
质量指数=良品/总产量
质量指数是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。
OEE的作用
利用OEE的一个最重要目的就是帮助管理者发现和减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。下面表格是六大损失的简单说明及其与OEE的关系:

OE E计算实例
设某设备某天工作时间为8H,班前计划停机10MIN,故障停机30MIN,设备调整35MIN,产品的理论加工周期为1min/件,一天共加工产品400件,有20件废品,求这台设备的OEE。
根据上面可知:
计划运行时间=8*60-10=470(min)
实际运行时间=470-30-35=405(min)
有效率=405/470=0.86(86%)
表现性=400/405=0.98(98%)
质量指数=(400-20)/400=0.95(95%)
OEE=有效率*表现性*质量指数=80%
在上表中,我们只列举了一些事件原因,在实际应用中它可能包括与生产有关的任何原因。OEE能准确地告诉你设备效率如何,在生产的哪个环节有多少损失,以及你可以进行哪些改善工作。长期的使用OEE工具,企业可以轻松的找到影响生产效率的瓶颈,并进行改进和跟踪,以达到提高生产效率的目的。
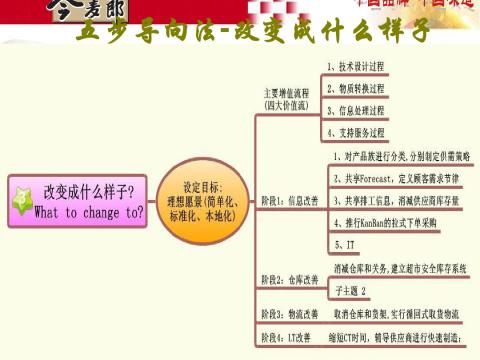
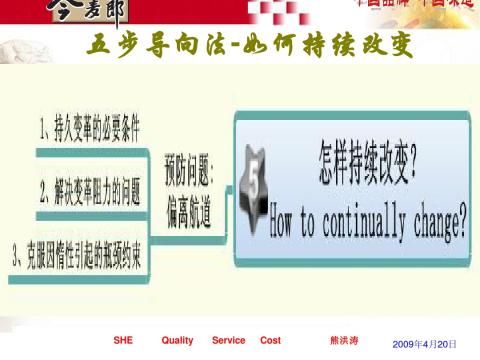
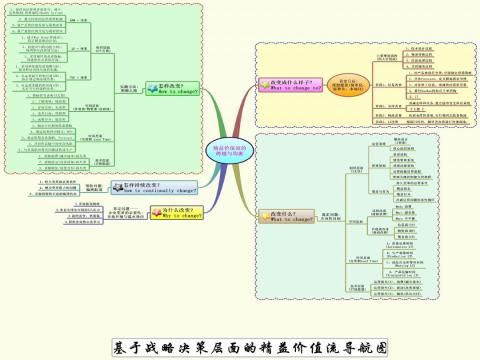
第二篇:精益生产思维-五步导向法学习





-
20xx年车间精益生产总结
精益生产工作总结20xx年是潍柴推行精益生产的第一年,这一年里精益生产从无到有,从有到细,期间有过失败,也有过成功的喜悦,推行至今…
-
20xx精益生产总结
******20xx年精益工作总结20xx年是公司极为不平凡的一年,****在公司党政领导下,认真开展深入学习实践科学发展观活动,…
-
20xx年5S、TPM、精益生产总结
XX厂XX车间20xx年5S、TPM、精益生产总结总结:经过动力厂热电二车间全体同志齐心努力,我车间全年份改善提案共计1200件,…
-
精益生产总结
精益生产听后感什么是精益生产?是少花钱多做事,是工作的流畅?还是质量第一,成本下降,高效创新?带着这些问题,我听了王家尧老师于10…
-
精益生产总结报告
丰田模式精益管理培训感想20xx年的12月x日-8日,经各区域推荐的40位员工在公司内参加了由南通翰维管理培训机构讲授的‘丰田模式…
-
精益生产管理技术
精益生产思想随着近几年的不断发展,已经渗透到社会的各个层面,各行各业都可以运用精益生产思想不断的发展。目前精益管理思想也是管理顾问…
-
学习《精益生产》心得
《精益生产》学习心得首先感谢公司提供的这次难得的机会,让我对精益生产有了较深入的了解。精益生产是从丰田生产方式中总结提炼的先进的管…
-
精益生产培训心得体会
精益生产培训心得体会精益生产gt培训gt心得体会一经过七天的培训以及三家企业参观对精益生产系统有了一个初步的了解和认知结合公司现状…
-
精益生产培训心得
精益生产培训心得精益生产培训心得一精益生产培训心得一全过程的高质量一次做对质量是制造出来的而不是检验出来的检验只是一种事后补救不但…
-
精益生产经典案例
文许振远精益生产经典案例二0一0年十月二十二日笔者参加了3A顾问公司刘承元博士如何构建持续竞争优势精益生产与成本改善的管理课程精益…