篇一 :加工中心总结
加工中心总结
1、 镜像指令:
G51.1:镜像有效;
G50.1:镜像取消。
例:G90 G54 G0 X0 Y0 S1000 M3;
G51.1 X0;
…….
G0 Z100.;
G50.1;
M30;
2、 坐标系旋转指令:
G68 X___ Y____ R ____;
说明:① X___ Y___;旋转中心
② R___;旋转角度(逆+ 顺—) ③ G68旋转有效; G69取消旋转;
例子:G90 G54 G0 X0 Y0 S1000 M3; G68 X0 Y0 R0~360;
……….
G0 Z100.;
G69;
M30;
3、 极坐标指令:
G16 X___ Y___;
①X极径;注:必须为正数。 ②Y极角;(逆+顺—)
G15:取消极坐标。
4、局部坐标系指令:
G52 X___ Y___ Z___;
G52 X0 Y0 Z0:取消回到G54原点。
…… …… 余下全文
篇二 :加工中心小结
数控加工中心工艺及软硬件小结
数控加工中心使用已近三个月,现对其工艺性及所需工装、工具、软件作以下小结。
一、截止目前为止数控加工中心主要进行的零部件工序如下:
(1).上下模座扩导套孔,衬套孔及沉孔,其余各孔点中心孔。
(2).阴模,脱料板,下垫板槽形穿丝孔,其余各孔点中心孔。上垫板螺纹孔过孔,其余孔点中心孔。
(3).联轴器扩孔。
(4).钻模板钻套孔成活。
(5).其它如绕线模、钻模板及一些工装异形腔及外形。
(6).在线切割无空闲时代替线切割进行某些型腔加工。 以上为近期数控加工中心主要进行的工序。由于加工中心为精密设备,机床刚性较差,故无法进行粗加工及重加工。同时由于分厂产品不系统,无法形成小批量及成大批量的精加工,导致在生产过程中必须对每个零件进行单独的编程,装夹及找正,这无形中就造成加工中心效率降低,无法实现最初提高生产效率的目的。
对于以上零部件而言,在加工中心上进行的工序都是需要保证各种形位公差,对此加工中心可以达到预期的目的,另由于加床本身在使用过程中自身精度有所降低,偶尔会出现形位公差不能达到要求的现象。
二、加工中心所需工装及工具在使用发现缺少以下所列:
…… …… 余下全文
篇三 :企业数控铣床和加工中心个人工作总结
企业数控铣床和加工中心个人工作总结 -总结
一年的很快过去了,在一年里,我在车间及同事们的关心与下圆满的完成了各项,在觉悟方面有了更进一步的提高,岗敬业,具有强烈的感和事业心,积极主动认真的知识,工作态度端正,认真负责,。我是去年九月份来到企业工作,担任数控铣床和加工中心的工作,为了搞好工作,我不怕麻烦,向领导请教、向同事学习、自己摸索,在很短的时间内便熟悉了车间的工作,明确了工作的程序、方向,提高了工作能力,在具体的工作中形成了一个清晰的工作思,能够顺利的开展工作并熟练圆满地完成本职工作。自己还没感觉怎么样呢,可见时间的快速程度有的时候令人感到无可奈何。不过总的来说,我在过去一年中的工作还是不错的,除了很好的完成了自己的工作外,还帮助同事完成一些力所能及的事情. 今年年初我从得到一个出去学习线切割和电火的机会,到几天我认真和厂家里的人员学习机器的性能和操作技巧,回来之后马上就投入到生产中用自己在厂家学到的东西去操作机器,并从工作中找到自己以前并没有注意到的一些细节的东西,对自己有很大的提高工作一段时间后对线切割和电火花有了很深的,干了一段之后工作调整,厂里开始做压铸铝,把加工内胆的任务交给了车间里,我利用去年在武汉华中数控股份有限公司学习到的数控方面的知识,调试车床.编辑程序,并不断的修改程序使更加充分的利用好机器,还要兼顾到人员的和车床的日常维护,使人员和机器能更好的发挥作用为企业创更大的价值。因车间工作调整我调到加工中心和数控铣床上工作期间有7柱磨具的加工,铣片头机器上的卡具,老式暖气片的打眼,压铸铝磨具铣床上的工序,在这中间经常辅助李工做一些电压铸铝磨具在电火花上的开粗*精修等一些工序,工作心得
…… …… 余下全文
篇四 :数控加工中心学习总结
数控加工中心学习总结
随着计算机应用技术的普及,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝高质量,高精度,高成品率,高效率方向发展,于是数控机床就应运而生了,数控加工中心是目前世界上产量最高、应用最广泛的数控机床之一,数控加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换,数控加工中心不同于其他设备的最大特点在于它的综合加工能力,它同时具备有铣削、镗削、钻削、攻螺纹和切削螺纹等功能,工件一次装夹后能完成多种加工工序,故加工精度较高,就形状相对复杂的中等难度产品的加工,加工中心的效率明显优于其他类型的机床。
数控机床所采用的操作系统有很多种,如法兰克,广数,华中数控,西门子,三菱等,我们在校期间学习使用的加工中心是基于法兰克OI系统的V750和V1050,它们采用的都是凸轮式机械手换刀方式,换刀时间为2.5秒,它们的刀库均可同时容纳24把BT40形式的切削刀具。
作为加工中心操作工,首先要懂得机械零件图的读图和绘图,识图和绘图能力是做机械加工的基础。
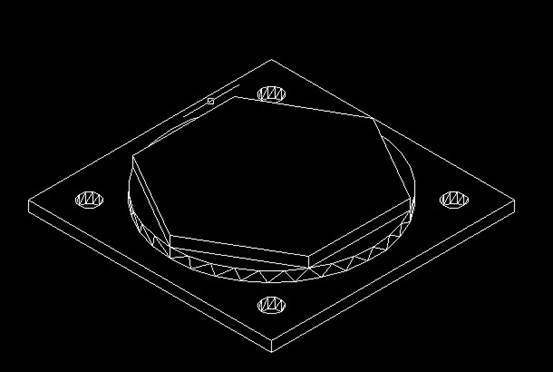
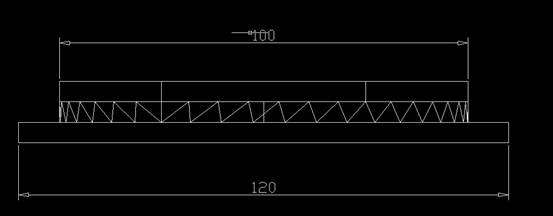
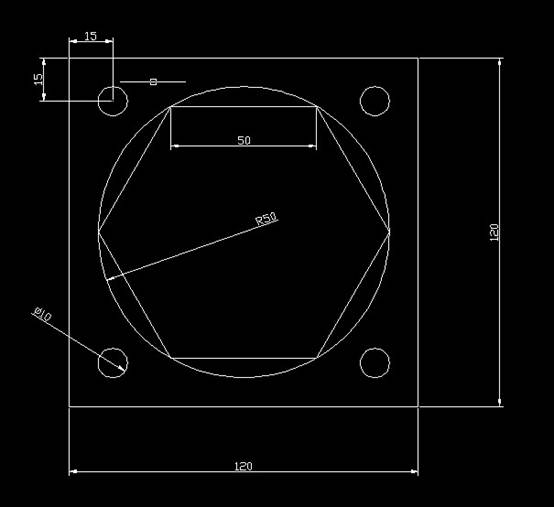
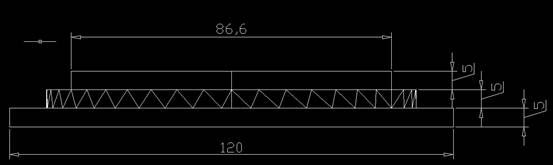
上图为凸台类零件,我现在以此零件为例简述我的工艺定制以及数控编程。
…… …… 余下全文
篇五 :07加工中心年度工作总结
加工中心年度工作总结
从20xx年x月参加工作到现在,经过一年的工作锻炼,我从一名学生逐渐成长起来,变成了一名合格的员工。在公司领导的正确指导和大力支持下,在部门领导和同事的关心帮助下,20xx年度质检加工中心的工作圆满结束,本人在工作技能和思想觉悟方面都因此有了很大的提高。但是,在工作中也同样存在一些缺点和不足,现在,就该年度的工作进行深入地回顾、细致的检查,并发现问题,接受教训,做出总结,努力使自己不断提高认识和工作技能。总结主要包括以下几项:
一、自我管理
经过一年的工作锻炼,本人端正工作态度,并积极主动的向老员工请教和学习,本着认真负责,不怕苦不怕累的精神,严格按照领导的指示和要求,做好种子入库,质检,加工,出库,退库,贮藏等基本工作,并随着工作的深入,不断的提高和完善自己,进一步把工作做得更好是自己奋斗的目标。
1、入库
在种子入库前, 及时做到对仓库及仓库用具进行清理和消毒。对仓库内的异品种种子、杂质和垃圾要进行清除并同时做好仓外的清理工作。种子入库时,核对清点物质名称数量,准确办理入库手续,及时做到称量,测水分,做芽率,准备好田检样品。
2、质检
在种子入库后,严格按照规定和要求,迅速做到对种子进行质检,具体指测水分和做发芽率,并在最快的时间内向领导上报结果。根据本加工中心的具体情况,上报结果一般先以电话上报,然后进行书面报告。
…… …… 余下全文
篇六 :加工中心实习报告
实习报告(第三个月)
部门:技术部 姓名: 工号:
日期:20xx.5.25-20xx.6.24 实习老师:章舟
一、目录
1. 目录 2. 实习目的 3. 实习内容
4. 本月实习情况简介 5. 个人实习体会
2、实习目的
掌握各种加工技术、熟悉模具制造、维修、维护、装配、试作等技术,提高模具设计的能力。
3、实习内容
(1)熟悉加工中心在模具制造方面的作用 (2)能完成基本的加工中心的操作 (3)熟悉加工图纸
4、本月实习情况简介
(1)对加工中心的认识
加工中心,简称CNC,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。加工中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床。
(2)加工中心的特点
加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。
加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产。
(3)加工中心运用的软件
Mastercam是没过CNC Software Inc.公司开发的基于PC平台的CAD/CAM软件。它集二维绘图、三维实体造型、曲面设计、体素拼合、数控编程、刀具路径摸拟及真实感摸拟等到功能于一身。它具有方便直观的几何造型 Mastercam提供了设计零件外形所需的理想环境,其强大稳定的造型功能可设计出复杂的曲线、曲面零件。
…… …… 余下全文
篇七 :20xx年仓储加工中心工作总结终稿
河南维特种子有限公司
20xx年仓储加工中心工作总结
20xx年是公司全体员工勤勤恳恳奉献、忙忙碌碌奋斗的一年。一年来,感激中心和公司领导的信任与关怀,感谢公司各部门同事的帮助与配合,仓储加工中心在李总的领导下,兢兢业业、齐心协力圆满完成公司交予的任务(种子加工数量突破1000万斤,今年达到1100万斤,自然损耗控制在0.7%以下,今年自然损耗为0.4%),向中心和公司交上了一份满意的答卷。
满足现状,无异于固步自封,寻求不足,才能不断提升。今年仓储加工中心的工作已经基本结束,现对仓储加工中心20xx年的工作做以总结,向中心、公司领导汇报,同时也总结经验,汲取教训,提高部门管理效率,从而把以后的工作做的更细、更好、更到位。
大家知道,我们公司的主业是小麦,在时间上具有阶段性。为保证大忙季节仓储中心工作的顺利进展,我们按时间段将工作内容分为三个阶段:(1)种子加工机械的全面维修保养阶段,时间是年初到5月中旬;(2)种子的储藏保值、加工增值、销售出货阶段,时间为6月分——10月份;(3)公司种子加工数量的全面整理汇总阶段,时间为11月份和12月份。三个不同的阶段分别有不同的工作重点,下面是仓储加工中心各个阶段的工作重点和完成情况:
…… …… 余下全文
篇八 :加工中心编程技巧小结
加工中心编程技巧小结 一般编程技巧
cnc加工中心中几组常用指令的区别及编程技巧
随着科技的发展和社会的进步,人们对产品的性能和质量要求越来越高,从而使数控机床应
用已得到一定程度的普及,而高性能高效率的加工中心也逐渐成为社会所需。通过几年的加工
中心实际应用和教学实践及摸索,笔者将自己的体会和经验总结出来,希望对广大读者有所启 迪。
1. 暂停指令
G04X(U)_/P_ 是指刀具暂停时间(进给停止,主轴不停止),地址P或X后的数值是暂
停时
间。X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值
不能带小数点(即整数表示),以毫秒(ms)为单位。
例如,G04 X2.0;或G04 X20xx; 暂停2秒
G04 P20xx;
但在某些孔系加工指令中(如G82、G88及G89),为了保证孔底的精糙度,当刀具加工至
孔底
时需有暂停时间,此时只能用地址P表示,若用地址X表示,则控制系统认为X是X轴坐
标值进行 执行。
例如,G82X100.0Y100.0Z-20.0R5.0F200P20xx;钻孔(100.0,100.0)至孔底暂停2秒
…… …… 余下全文