江苏科技大学安安庆中船柴油机厂实习报告
 江苏科技大学
江苏科技大学
(东校区)
实习报告
专业:
班级:
学号:
姓名:
指导教师:
实习时间:
20##年12月1日
一.实习厂简介(安庆中船柴油机有限公司) 简 ………………………………………………………1
二、实习目的…………………………………………5
三、实习内容与要求………………………………5
四、实习纪律……………………………………………7
五、实习内容……………………………………………8
1、安全和技术讲座………………………8
2、机体加工车间……………………………9
3、分离机加工车间……………………………11
4、 其他车间参观……………………………20
六、实习心得体会……………………………………31
实习报告
一、 实习目的
生产实习是在学生完成主要专业课学习后进行的非常重要的实践性教学环节,学生在掌握专业课及其基础课以后,到生产现场进行理论与实际相结合,一提高专业知识,特别是提高专业能力、创新能力等提供丰富的背景素材与机会。在金工实习和专业认识实习的基础上,进一步联系实践的重要教学环节,将为后续的专业课程学习及今后从事机械设计制造及其自动化专业技术打下一定得基础。
其目的是通过生产实习使学生了解和掌握基本生产知识,验证、巩固和丰富已学过的专业课程内容,培养学生理论联系实际,提高起在生产实际中调查研究、观察问题、以及解决问题的能力和方法,为后续专业课程的学习打下基础。其次通过生产实习接触认识社会,提高社会交往能力,学习工人师傅和工程技术人员的优秀品质和敬业精神,培养学生的专业素质,明确自己的社会责任。
本次生产实习重点在机床刀具、关键零部件、工艺设计、数控机床以及生产流水线、机床电器以及加工中心等有关方面的知识。《专业实习》是本科学生在教学过程中一个非常重要的实践性教学环节。目的是使学生将所学理论知识与企业实际结合起来,学会综合利用所学知识分析再设计、生产、营销等工程实际中的技术与管理问题,以其培养学生在产品设计、机械结构、制造装备、制造工艺、生产管理等专业方面的技能,从而提高学生分析解决工程实际问题的能力。
(1) 通过现场参观与调研,了解某一产品的机械制造生产过程。
(2) 熟悉主要典型零件(柴油机机座、机体、曲轴、凸轮轴、缸套、连杆、齿轮等)的机械加工工艺过程,了解拟定机械加工工艺过程的一般原则及进行工艺分析的方法
(3) 6至8个典型零件主要生产车间实习,详细了解、分析各个零件的生产工艺流程、机床设备、工装夹具、刀具等方面的技术情况。
(4) 了解CAD/CAM/CAPP技术在企业的应用,特别是在实现机械制造系统的柔性化、集成化和智能化方面的概括。
二、 实习安排
2.1实习单位(安庆柴油机有限责任公司)
实习基地单位简介:
2.2实习日程
实习时间
20##年10月16日-10月29日 两周
实习休息日
与实习单位保持一致,即星期六、星期日正常休息。
实习日程
10.17 上午 到达洛阳柴油机厂,安排宿舍
下午 安全教育
10.18 上午 齿轮加工
下午 齿轮加工
10.19 上午 泵加工
下午 标准件
10.20 上午 参观大阳摩托
下午 参观一拖
10.21 上午 连杆加工
下午 连杆加工
10.24 上午 曲轴加工
下午 曲轴加工
10.25 上午 箱体加工
下午 箱体加工
10.26 上午 凸轮轴加工
下午 凸轮轴加工
10.27 上午 缸套
下午 缸套
10.28 上午 缸盖
下午 缸盖
晚上 全体学生离厂回镇江,29号上午到达镇江火车站,然后坐大客车回张家港
备注说明:
1) 缸体、连杆、曲轴、活塞指MWMV8型柴油机的零件。
2) 本次实习人数较多,每组实习现场指派一名技术员指导讲解。
3) 连杆、曲轴在21分厂实习,缸体在24分厂、齿轮在23分厂,大修、电修在51分厂,标准件在22分厂,工具在工具分厂,工具热处理在工具分厂、产品零件热处理在27分厂,铸造在铸造厂,焊接、冲压在26分厂、数控在24、28分厂,部分数控设备和机床电器等矿山厂、洛拖习、参观。
4) 分组情况:
机制一班:第一组和第二组;机制二班:三组和第四组
机电一班:第五组和第六组:机电二班:七组和第八组
2.3实习方式和组织运行
为了使学生能较好地了解和掌握本专业基本的生产实际知识,以及本专业的科技发展方向,实习安排在生产规模和技术较先进的机械制造厂进行。生产实习由学院集中统一安排。根据学生人数的多少配备指导教师,一般40~45人一个指导教师,指导教师必须认真负责,保证实习质量。在集中实习时,采用以下方式:
2.3.1指导教师讲课
针对学生实习中问题,讲解较集中的与实习相关的专业课内容,组织教学活动。
2.3.2聘请工程技术人员讲课
结合工厂实际,请有实际经验的工程技术人员,讲解机电一体化设备的工作原理等相关技术问题和行业发展状况等。
2.3.3现场实习
学生带着问题到车间,生产一线。了解生产中的设备、工艺等。通过观察、记录、查阅资料、现场请教等使问题得到解决。
2.4实习考核
各位同学在实习期间带好实习指导书、笔和笔记本,做好工厂现场实习笔记,随时准备抽查。同时每天实习完毕将自己的学习笔记交指导教师审阅通过后方可离开实习工厂。实习成绩的评定:根据平时成绩、实习笔记和实习报告进行综合评定,确定考查成绩(按优、良、中、及格、不及格五级记分制评定成绩)。不参加实习的学生或无实习日记及实习报告者,不予参加考查和评定成绩,成绩按不及格计。凡不及格者不能取得实习学分,对实习中严重违反纪律的学生,视情节轻重降低成绩等级。注意:实习期间无故旷课或迟到早退者一经查出超过或等于3次的,实习成绩以0分论处。
三、实习要求
将同学按照柴油机主要零部件如:箱体、曲轴、缸盖等不同生产线进行分组,要求同学根据每天的实习对象,完成“十个一”工程:
1) 记录一份该零件的加工工艺过程;
2) 完成一份工序卡片;
3) 草绘一张工序图;
4) 草绘一张夹具图;
5) 记录一台机床型号、主参数、分析结构与工作原理;
6) 观察一种量具,掌握测量方法,分析测量误差;
7) 观察一种刀具结构及几何角度,分析切削原理;
8) 分析数控机床的控制方式,解释或编制一段数控程序;
9) 绘制一份机床或生产线的液压系统或电气原理图;
10) 研究一种材料,进行性能特征描述。
最后总装实习后,完成柴油机的构型图。
四、 实习主要过程及典型实习案例认识与分析
典型案例一 箱体:
a.
V形12缸,也有星形
材料:灰口铸铁
工艺:砂型铸造
外表涂底漆,结合面铣削加工
加工基准:(1)先划线加工上顶端小面,作为底面加工基准
(2)以上小面为底,加工底面
(3)以底面为基准,加工上端面两个活塞腔端面
b.
专用机床 DU1492
铣两个端面 MWM机床端面铣床
组合机床WQXZ-4
同时钻多个孔,自带多个钻头、钻套
c.
1.加工路线
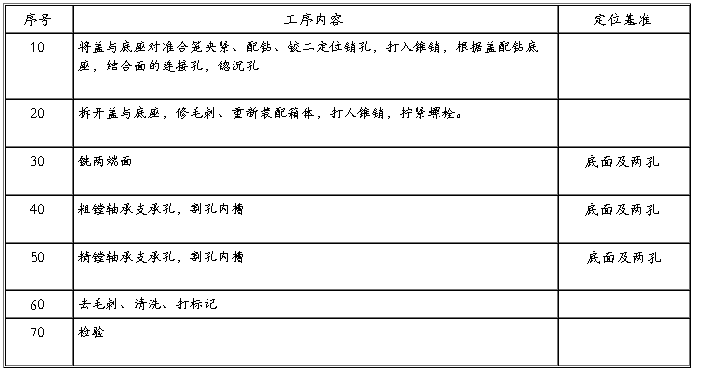
分离式箱体工艺路线与整体式箱体工艺路线的主要区别在于:整个加工过程分为两个大的阶段。第一阶段先对箱盖和底座分别进行加工,主要完成对合面及其它平面,紧固孔和定位孔的加工,为箱体的合装作准备;第二阶段在合装好的箱体上加工孔及其端面。在两个阶段之间安排钳工工序,将箱盖和底座合装成箱体,并用两销定位,使其保持一定的位置关系,以保证轴承孔的加工精度和拆装后的重复精度。
2.定位基准
(1)粗基准的选择分离式箱体最先加工的是箱盖和箱座的对合面。分离式箱体一般不能以轴承孔的毛坯面作为粗基准,而是以凸缘不加工面为粗基准,即箱盖以凸缘A面,底座以凸缘B面为粗基准。这样可以保证对合面凸缘厚薄均匀,减少箱体合装时对合面的变形。
(2)精基准的选择分离式箱体的对合面与底面(装配基面)有一定的尺寸精度和相互位置精度要求;轴承孔轴线应在对合面上,与底面也有一定的尺寸精度和相互位置精度要求。为了保证以上几项要求,加工底座的对合面时,应以底面为精基准,使对合面加工时的定位基准与设计基准重合;箱体合装后加工轴承孔时,仍以底面为主要定位基准,并与底面上的两定位孔组成典型的“一面两孔”定位方式。这样,轴承孔的加工,其定位基准既符合“基准统一”原则,也符合“基准重合”原则,有利于保证轴承孔轴线与对合面的重合度及与装配基面的尺寸精度和平行度。
d.
箱体实物图:

钻自由端面上孔
机床型号 WQXZ-5 卧式多轴专用机床
材料:GG30CuCrleg
机械加工工序卡片:
工步:
1. 将零件安装并紧固,用0.05mm塞尺检查零件与家具的贴合度
2. 同时钻孔 25- 2- 4-
2- 4-

3. 卸下零件,清理去飞边、吹净,在指定处打人工印记
4. 工作开始或重新调整后进行着收件三检
典型案例二 曲轴
柴油机曲轴
在进行大量的工艺分析之后,制定出大批大量生产曲轴的加工工艺路线:
(1) 锻造
(2) 热处理
(3) 铣两端面
(4) 车两端工艺搭子外圆
(5) 钻主轴颈中心孔
(6) 钻连杆轴颈中心孔
(7) 检验
(8) 粗车三个连杆轴颈
(9) 精车三个连杆轴颈
(10) 车工艺搭子两端面
(11) 粗车各处外圆
(12) 精车各处外圆
(13) 检验
(14) 磨削连杆轴颈外圆
(15) 磨削两主轴颈
(16) 磨削φ22-00.12mm外圆
(17) 磨削φ20 0 -00.021mm外圆
(18) 检验
(19) 车掉两端工艺搭子
(20) 车两端面
(21) 铣键槽
(22) 倒角
(23) 去毛刺
(24) 最后检验

五、实习感受
为期两周的洛阳实习结束了,这两周我们在洛阳河柴重工实习,说实话,学到不少知识,长了不少见识,匆匆别过,我们多想再留恋一会,也许只有进入厂房车间我们才是我们。去洛阳实习,路途遥远,本身就是一个考验。我们提前结伴坐大客车从张家港出发,到扬州火车站乘车去洛阳历经13多个小时,路途疲惫不说,还要找住宿吃饭,这种经历以前只听别人说过,现在自己亲身体会,自然别有一番感受。在实习中我们首先听取了一系列关于实习过程中的安全事项和需注意的项目,在机械工程类实习中,安全问题始终是摆在第一位的。然后通过该厂总设计 师的总体介绍。粗略了解了该厂的产品类型和工厂概况。也使我们明白了在该厂的实习目的和实习重点。在接下来的一端时间,我们分八组陆续在通机车间,专机车间和加工车间进行生产实习。在通机车间,该车间负责人带我们参观了他们的生产装配流水线,并为 我们详细讲解了平面磨床个主要零部件的加工装配工艺和整机的动力驱动问题以及内部液压系统的一系列构造。了解了目前制造业的基本情况,只是由于机械行业特有的技术操作熟练性和其具有的较大风险性,很遗憾地不能多做一些具体的操作,但是观察了一台机床的各个零件的生产加工过程及其装配过程,使许多自己从书本上学的知识鲜活了起来,明白了本专业在一些技术制造上的具体应用。机器的的生产要经历及其严格的设计、加工、组装、测试等阶段,每个阶段都有及其高深的学问,每个零件从选材、加工都要综合运用无数前辈总结出来的知识,可见从事机械生产是多么复杂而具挑战性的事情,不掌握足够的知识,是不能在此领域有所造诣的。我觉得虽然我们在大学阶段,接触了不少机械学的知识,也有不少设计实践,但总的来说,我们知晓的不过九牛一毛,所设计的东西也是及其简单的,和如此复杂的机车零件相比,不能相提并论。这就加深了我的疑问,我究竟是要继续在学校学习这肤浅的知识,还是去企业深入了解复杂的加工才快速充实自己呢。
这次实习开阔的我的眼界,学到不少实践知识,使我懂得我将在毕业之后的工作中自己又将有怎样的定位,我将不再好高骛远、自以为是,而是潜心学习,以使自己达到一个更高的水平。实习归来自然也对自己到底掌握的多少东西有个大概的了解,剩下的时间已经不多了,还不抓紧时间巩固复习一下所学知识,将来步入社会而忽感知之甚少,恐怕后悔莫及了。这次实习虽然时间短了点,但的确获得不少知识和见解,希望自己在以后的学习中不断进步!
第二篇:安庆中船柴油机厂实习报告
安庆中船柴油机厂
实习报告
学院: 机械工程学院
班级:
姓名:
学号:
指导教师:
实习日期:
一.实习厂简介(安庆中船柴油机有限公司) 简 ………………………………………………………1
二、实习目的…………………………………………5
三、实习内容与要求………………………………5
四、实习纪律……………………………………………7
五、实习内容……………………………………………8
1、安全和技术讲座………………………8
2、机体加工车间……………………………9
3、分离机加工车间……………………………11
4、 其他车间参观……………………………20
六、实习心得体会……………………………………31
一、实习厂简介(安庆中船柴油机有限公司)
单位名称:安庆中船柴油机有限公司 
成立日期: 1960年10月1日
企业性质: 国有企业
所属行业: 机械制造、机电设备、重工业
注册资金: 15000万/元 人民币
员工人数: 1000人以上
二、实习目的
对于本次实习其主要目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触社会、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理的基本方法和技能;体验企业工作的内容和方法。这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。此次实习我们要达到以下几点:
1.通过现场参观与调研,了解某一产品的机械制造生产过程;
2.熟悉主要典型零件(机床箱体、传动轴、主轴、 柴油机机座、机体、曲轴、凸轮轴、活塞、 齿轮等)的机械加工工艺过程,了解拟定机械加工工艺过程的一般原则及进行工艺分析的方法;
3.了解机床典型零部件的装配工艺;
4.了解机床、 柴油机 的结构特点及装配工艺;
5.了解一般刀、夹、量具的结构及使用方法;
6.参观工厂计量室与车间检验室,了解公差与测量技术在生产中的应用;
7.参观工厂的先进设备及特种加工,以扩大学生的专业知识面以及对新工艺、新技术的了解
三、 实习内容与要求
1.机械制造的生产过程: 了解该厂船用柴油机的主要机械设备的正个生产过程情况及生产中的主要工艺文件(如机械加工过程卡片、机械加工工序卡片等)。
2.典型零件工艺
1)箱体零件的加工: 了解船用柴油机机械设备机座、机体的机械加工方法,并纪录其工艺过程。分析箱体零件加工平面与孔系的主要加工方法。
2)轴类零件的加工: 了解轴类及其机械加工工艺并记录其工艺过程。了解某道工序的具体加工工艺(技术要求,刀、夹、量具,切削液等)。 3)齿轮加工: 了解一至两种齿轮的机械加工工艺,并记录其工艺过程,分析滚齿、插齿加工的运动及特点。结合工厂的参观,简述磨齿、等的齿轮精加工方法。
3.了解刀、夹、量具的结构及使用方法,常用机床型号及其特点。
4.装配工艺: 1)了解机械设备的结构特点及其装配工艺;
2)了解机械设备装配后的最终检验项目和检验方法;
3)了解主要零部件在加工车间的检验情况,论述公差与技术测量在现场应用的实例。
四、实习纪律
1.实习前学生必须熟悉和领会本指导书各项要求
2.实习期间不得无故缺勤,有事须提前向指导老师请假。
3.严格遵守工厂各项规章制度,按时上下班,尤其是注意安全,防止发生意外事故。
4.尊重工厂技术人员和工人师傅的指导,发扬尊师爱团结互助的精神。
5.实习过程要严肃认真、刻苦钻研、勤学好问,在工人或技术人员同意的前提下,参加适当劳动。
五、实习内容
1、安全和技术讲座
(一)、安全讲座
到厂里的第一天厂里给我们安排了一个讲座,首先是安全讲座,在讲座上我知道了,最大的安全事故是交通事故,我国每年有7万人在交通事故中丧生。我国的生产方针是:安全第一,预防为主,综合治理,讲师说这三句话每一句都可以写成一篇论文,可见这三句话的深刻含义,在去厂里实习的路上我看到了这个标语。现在我国越来越重视安全教育了,全国有许多高校开设了安全工程专业,在讲座上讲师给我们举了中国矿业大学,还介绍了缺陷型设计这一理念。
讲师说他去过别的国家考察过关于别国的安全工作,他说回来后有许多感慨,中国国民对安全重视程度远不如他去的那些国家。
事故的发生遵循一定的规律—海英里希法则:事故的后果 重:轻:无影响=1:29:300。就这个法则讲师给我们举了许多生动的例子。最后,讲师强调了让我们在厂里见习一定要注意安全。
(二)、技术讲座
安全讲座后,公司派来了技术工程师给我们做技术讲座,在讲座上我对厂里生产流程有了一定了解。
生产包括:整机、部件、零件。其中零件是基本单元。
生产流程:
一、 造型
二、 熔炼
三、 浇包 用直流光谱分析仪进行分析。
四、 退火 去应力。
五、 喷丸处理 表面清洗、强化。
六、 毛坯油漆 工序中防生锈,为最后油漆准备。
七、 划线
八、 粗铣平面 为精加工准备,建立粗基准。
九、 粗刨
十、 精铣平面
2、机体加工车间
(一)、机加分厂主要设备
1、龙门刨铣床:X-2025,刀具:SPMW-AST,夹具:标准件
2、落地铣床:BF-13A,刀具TCMT220408-KR315,合金
3、落地镗床:T62160
4、落地铣镗:TA6919
5、刨台铣:KBM35(卧式)
6、刨台镗:KBM35(立式)
7、五面加工中心:FM2060
8、五面铣镗:HPM——25L
9、上式升降台铣床:X53K
10立式升降铣床:B-400W,合金刀具
11、单柱立式车床C5116
12、镗立式加工中心 型号:RFMV125 加工工步:毛坯种类-锻件 (1)、找正装夹,铣大小平面搭子面至简图要求 (2)、镗小头φ2-R99,腰孔,铣倒角0.4X45 (3)、铣5X.5槽 (4)、铣92+—0.5杆至定位面尺寸 (5)铣小头孔,内环形油槽及大头孔内月牙形油槽
13、万能工具磨床MA6025
14、、摇臂钻床23080
15、单柱立式车床C5116型
16、数字显示卧式镗床TX611B
17、金属换型铣床B-111
18、五面加工中心FM206和HPM25L
(二)柴油机箱体加工过程
箱体是机器的基础零件,将机器中有关部件的轴、套、齿轮等相关零件连接成一个整体,并使之保持正确的相互位置,以传递扭矩或改变转速来完成规定的运动。故箱体的加工质量直接影响到机器的性能精度和寿命。箱体类零件的结构复杂,壁薄且不均匀,加工部位多,加工难度大。 箱体平面加工的常用方法有刨、铣和磨三种。刨削和铣削常用作平面的粗加工和半精加工,而磨削则常用作平面的精加工。 刨削加工的特点是:刀具结构简单,机床调整方便,通用性好。在龙门刨床上可以利用几个刀架,在工件的一次安装中完成几个表面的加工,能比较经济地保证这些表面间的相互位置精度要求。精刨还可以代替刮研来精加工箱体平面。 铣削生产率高于刨削,在中批以上生产中多用于铣削加工平面。当加工尺寸较大的箱体平面时,常在多轴龙门铣床上,用几把铣刀同时加工各有关平面,以保证平面间的相互位置精度并提高生产率。近年来端铣刀在结构、制造精度、刀具材料和所用机床的等方面都有很大的进展。 平面磨削的加工质量比刨削和铣削都要高,而且还可以加工淬硬零件。磨削平面的粗糙度Ra可达0.32-1.25mm。生产批量较大时,箱体的平面常用磨削来精加工。为了提高生产率和保证平面间的相互位置精度,工厂还常采用组合磨削来精加工平面。
(三)DK-20机体工艺流程示意图
1、 卧式划线:划上下基准面加工线,划两侧面加工线。
作用:为后面打点、加工等工序作准备。
2龙门刨铣床:X-2025粗、半精铣四面 留余量0.2mm
设备:龙门铣床 X2025
零件名称:机体—60 材料HT300 种类:铸件
3、划机体长度方向基准线(要划线工配合)。
4、镗:一、粗镗气缸孔及各喷油漆孔。
二、铣飞轮端Φ60油孔端面作为深钻孔基准面。
设备:落地铣镗加工中心。
5、钻长油孔至Φ60。
设备型号:DK014。 名称:钻油孔专用机。
6、镗:精铣四周面并钻、攻、镗四周孔。
设备型号:TH6916。
7、镗:精铣顶面与底面,钻、攻及钻、镗各孔。
设备型号:TH6916
8、五面加工:加工主轴承盖安装部位
设备型号:HF-6M 名称:五面加工中心
9、钳:组装主轴盖
10、五面加工:精镗主轴承孔
设备型号 HF-6M
11、五面加工:半精镗 精镗气缸孔以及顶面各孔
12、五面加工:精镗凸轮轴孔
设备型号:HPM-25L 名称:五面加工中心
13、钻:钻顶面各孔
设备型号 Z30100
14、钻:钻底面各孔
设备型号 Z30100
15、手工打磨
16、 五面加FM206或HPM25L精镗 主轴承孔和泵孔 17、五面加\HPM25L精镗气缸孔,凸轮轴孔及齿轮轴孔 18、摇臂钻钻顶面各螺纹
19、清洗,清理,入库
3、分离机加工车间
 (一)、分离机介绍
(一)、分离机介绍
离心分离机是利用离心力,分离液体与
固体颗粒或液体与液体的混合物中各组
分的机械,又称离心机。
(二)、分离机厂主要设备
立式车床 TX611B
数字显示卧式镗床 TX611B
滚齿机
钻铣机床ZX32
摇臂钻床Z32K
开式固定台压力机
液压摆式剪板机QC12Y-8X2500
插床B5023
轴承涡流加热器
氧弧焊
相较于机加工厂,分离机车间自动化程度较低,普通车床较多。分离机零件较小,加工较分散,最后在组装车间组装。
3、其他车间参观
(一)、铸造车间
铸造制造柴油机的第一步,虽然铸造的方法很传统,但也是制造柴油机较为关键的一步。
(二)曲轴加工车间
1、曲轴的作用
曲轴是汽车发动机中的重要零件,它与连杆配合将作用在活塞上的气体压力变为旋转的动力,传给底盘的传动机构,同时,驱动配气机构和其它辅助装置。
曲轴在工作时,受气体压力,惯性力及惯性力矩的作用,受力大而且受力复杂,同时,曲轴又是高速旋转件,因此,要求曲轴具有足够的刚度和强度,具有良好的承受冲击载荷的能力,耐磨损且润滑良好。
2、曲轴的结构及其特点

曲轴的结构图
曲轴一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式发动机);V型发动机曲轴的曲拐数等于气缸数的一半。
主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。主轴承的数目不仅与发动机气缸数目有关,还取决于曲轴的支承方式。
连杆轴颈是曲轴与连杆的连接部分,在连接处用圆弧过渡,以减少应力集中。曲柄是主轴颈和连杆轴颈的连接部分,断面为椭圆形,为了平衡惯性力,曲柄处铸有(或紧固有)平衡重块。平衡重块用来平衡发动机不平衡的离心力矩,有时还用来平衡一部分往复惯性力,从而使曲轴旋转平稳。
曲轴前端装有齿轮,驱动风扇和水泵的皮带轮以及起动爪等。为了防止机油沿曲轴轴颈外漏,在曲轴前端装有一个甩油盘,在齿轮室盖上装有油封。曲轴的后端用来安装飞轮,在后轴颈与飞轮凸缘之间制成挡油凸缘与回油螺纹,以阻止机油向后窜漏。
3、曲轴的主要技术要求分析
1.主轴颈、连杆轴颈本身的精度,即尺寸公关等级IT6,表面粗糙度Ra值为1.25~0.63μm。轴颈长度公差等级为IT9~IT10。轴颈的形状公差,如圆度、圆柱度控制在尺寸公差之半。
2.位置精度,包括主轴颈与连杆轴颈的平行度:一般为100mm之内不大于0.02mm;曲轴各主轴颈的同轴度:小型高速曲轴为0.025mm,中大型低速曲轴为0.03~0.08mm。
3.各连杆轴颈的位置度不大于±20′。
4、曲轴的材料和毛坯的确定
曲轴工作时要承受很大的转矩及交变的弯曲应力,容易门生扭振、折断及轴颈磨损,因此要求用材应有较高的强度、冲击韧度、疲劳强度和耐磨性。常用材料有:一般曲轴为35、40、45钢或球墨铸铁QT600-2;对于高速、重载曲轴,可采用40Cr、42Mn2V等材料。曲轴的毛坯根据批量大小、尺寸、结构及材料品种来决定。批量较大的小型曲轴,采用模锻;单件小批的中大型曲轴,采用自由锻造;而对于球墨铸铁材料则采用铸造毛坯。
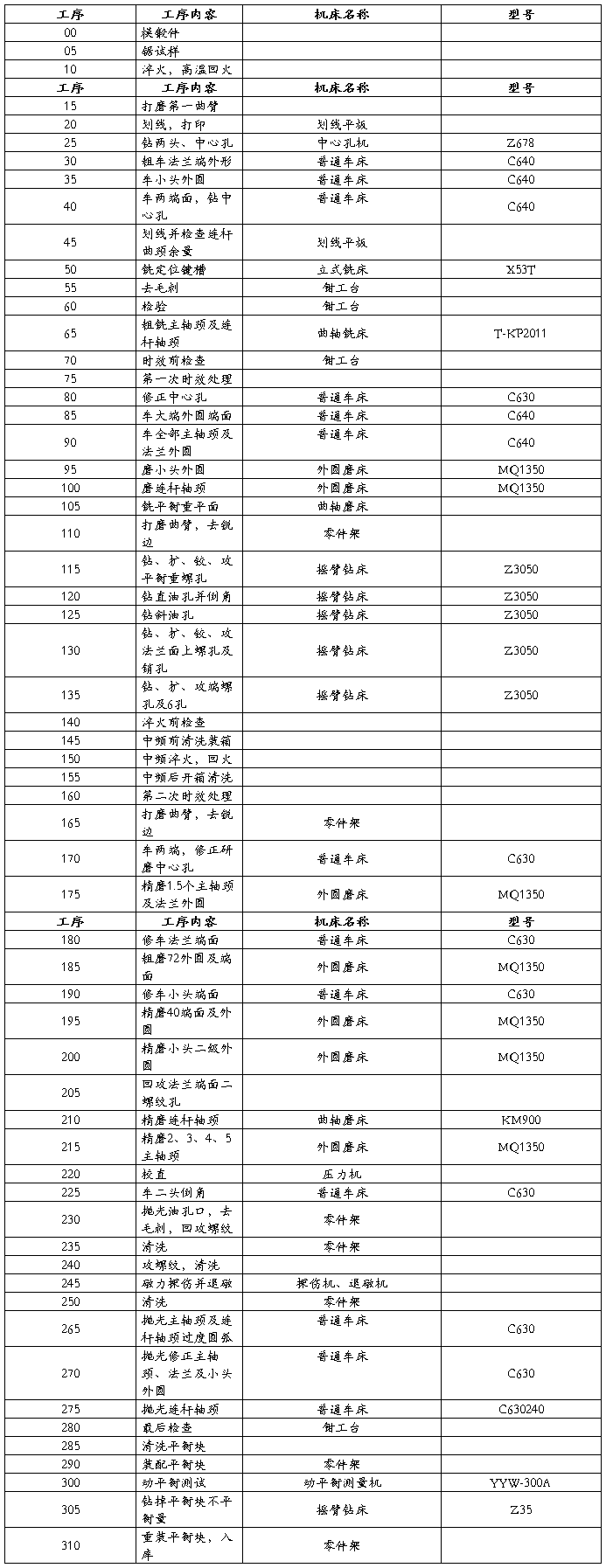
5、曲轴的机械加工工艺过程
曲轴的尺寸精度、加工表面形状精度以及位置精度的要求都很高,但刚性比较差,容易产生变形,这就给曲轴的机械加工带来了很多困难,必须予以充分的重视。曲轴需要加工的表面有:主轴颈、连杆轴颈、键槽、φ22的外圆。由于使用了工艺搭子,铣键槽安排在切除工艺搭子后,磨削外圆安排在保留工艺搭子前。 根据曲轴的结构特点及机械加工的要求,加工顺序大致可归纳为:铣两端面;车工艺搭子和钻中心孔;粗、精车三连杆轴颈;粗、精车各处外圆;精磨连杆轴颈、主轴颈和φ20、φ22外圆;切除工艺搭子、车端面、铣键槽等。
6、曲轴加工工艺流程
-
安庆中船柴油机厂实习报告
学院工商学院班级机0741班学号071841035姓名苏迪指导教师李锐张兴权单建华日期20xx99安庆船用柴油机厂实习安庆船用柴油…
-
河南柴油机厂实习
洛阳生产实习报告学院机械工程学院专业机械设计制造及其自动化班级序号11学号11学生姓名XXX20xx年11月目录1实习目的22实习…
-
兰州机车厂柴油机分厂实习报告
兰州机车厂柴油机分厂实习报告今天实习的厂子是兰州机车厂柴油机分厂隶属于中国北车集团早晨搭乘校车经过半个小时的车程我们来到了柴油机分…
-
东风发动机厂实习报告
目录第一篇前言2第二篇东风公司简介2第三篇实习安排3第四篇安全教育3第五篇实习内容41凸轮轴42曲轴63连杆94缸体145缸盖16…
-
江苏科技大学安安庆中船柴油机厂实习报告
江苏科技大学东校区实习报告专班学姓业级号名指导教师实习时间20xx年12月1日简1二实习目的5三实习内容与要求5四实习纪律7五实习…
-
东风公司商用发动机厂实习报告
东风汽车有限公司商用发动机厂邓小平曾指出“实践是检验真理的唯一标准”,为有效避免理论与实践脱离和“高分低能”的现象,学校专门开设了…
-
湖北十堰东风二汽发动机厂实习报告
湖北十堰东风二汽发动机厂实习报告生产实习报告——东风汽车有限公司商用车发动机厂理论是枯燥的,只有实践之树长青。生产实习是我们广大学…
-
湖北二汽发动机厂实习报告
实习报告要求:1.生产实习零件概况:(a)四个典型零件的安装;(b)参观工厂概况;(c)其它情况??2.典型零件加工工艺分析:选一…
-
东风发动机厂实习报告
工学院东风二汽生产实习报告1目录一前言2二实习目的3二实习安排3三东风公司简介4四实习内容6五心得体会16六致谢17前言纸上得来终…
-
安庆中船柴油机厂实习报告
学院工商学院班级机0741班学号071841035姓名苏迪指导教师李锐张兴权单建华日期20xx99安庆船用柴油机厂实习安庆船用柴油…
-
发动机拆装实习报告总结
发动机拆装实习总结一、实习目的与要求实习目的:⒈巩固和加强汽车发动机构造和原理课程的理论知识,为后续课程的学习奠定必要的基础。⒉使…