电子电路实训报告
电装实训报告
题目:调频(FM)耳机收音机组装与调试
级 系
专 业
学 号
姓 名
指导教师
完成日期
一、实验目的
1.掌握电子元件的识别及质量检验的方法,掌握一般小型电子产品的装配工艺、焊接技术、调试方法,掌握调频耳机收音机的工作原理。
2.培养动手能力、理论联系实际、分析问题、解决问题的能力及严谨的科学作风,积累实际工作经验,提高学生的综合素质和就业竞争实力。
3.使学生在做中学,然后在学中做,先知其然,然后知其所以然。促进学生职业能力发展。体现“以能力为本位,以学生为中心”的教学方法。
二、实验内容
1.认知
按照材料清单(随套件发)清点全套零件,认知元器件,了解它们的结构、性能和作用,了解图纸上的元器件符号,并与实物对照
本实训图中:VT表示三极管;VD表示二极管;R表示电阻;C表示电容。
注意:圆片电容器 104=10 000pF=10nF=.01uF
2.读图
(1)了解用途:调频(FM)接收机如图3-12所示。
(2)化整为零:接收天线、高频输入回路、本机振荡回路、混频(变频)电路、中频(选频)放大电路、鉴频电路、自动频率控制(AFC)电路、低频功率放大电路和扬声器(喇叭)。
接收天线:接受调频(FM)广播的高频信号;
输入回路:选择不同的广播电台;高频(谐振)放大:放大高频信号;
FM混频:被放大的高频信号与本地振荡器产生的本振信号在内部进行FM混频,产生中频(载波为76kHz)信号:
中频放大器:放大中频信号:
鉴频器:检出音频信号:
功率放大器:放大音频信号并输出耦合到扬声器,还原为声音。
(3)找出通路:直流通路和交流信号通路。
(4)抓住联系:耦合元件、输入电阻和输出电阻。
(5)估计指标:工作电源电压3V,调频静态电流6.3mA,输出功率远远大于100Mw。
3.检查元器件。检测方法如表3-1

4.装配
要认真细心地进行元器件安装,元器件安装质量及顺序直接影响整机质量与成功率,合理的安装组要思考及经验,建议安装配顺序如下。
注意:不要用汗手摸电路板焊点;
(1)集成电路芯片(SP7021):注意标记引脚位置正确,引脚与焊盘对齐。
(2)电位器带开关:注意安装、焊接位置。
(3)可变电容器:后装配的元器件高度不超过可变的高度。
(4)瓷片电容器:注意圆片电容器不分正负级,安装高度尽量低。
(5)电感:L1=10T,L2=21T。
(6)电阻:注意色环方向保持一致,一般要立式安装,误差标记一段在下面。
(7)三极管:注意管脚(a、b、e);安装高度尽量低。
(8)电解电容器:注意电解电容的正负极性(+、-)和安装高度尽量低。
5.焊接
安装后,经辅导人员或同学之间检查后才允许进行焊接工作,防止安装有误,给后续工作带来麻烦。
焊接时,电烙铁头上要有少量焊锡,电烙铁头要接触到元件的引脚与铜箔,这时把焊锡丝接触头,焊锡丝就会很快融化,把元件的引脚与铜箔连在一体,焊锡、烙铁很快离开,这样就焊好了。
检查焊点,检查有无漏焊点、虚焊点和短接点,注意不要桥接。
6.成装
印制板焊好后,休整引线,剪断引线多余部分,图3-13所示。注意:不可留的太长(焊点高度小于2毫米)。在电位器和可调电容器上安装拨轮,用电线连接喇叭、正极片与弹簧:并将正极片、弹簧分别插入机壳。
注意:电线两头线路出得铜丝不要太长(露出3毫米为宜),以后与其它地方短路。
7.通电前检查
1.接入电源钱必须检查电源有无输出电压(3V)和引线正负极是否正确。
2.自检,互检,使得焊接及印制板质量达到要求。
注意:各电阻的阻值是否与图纸相同,各三极管和电解电容器极性是否正确;电路板线条断线或短路,焊接时有焊接时有无露漏焊、虚焊、焊锡造成电路短路现象。
8.直流测量
用万用表100mA直流电流档,测量整机静态总电流。将表笔跨接于电源开关(开关为断开位置)的两端(若指针反偏,将表笔对调一下),测量结果:
(1)电流为0:这是由于电源的引线已断,或电源的引线及开关虚焊所致,检查印刷电路板,看有无断裂处。
(2)电流很大,表针满偏:可能三极管集电极对地电路(ce结击穿或搭锡所致),或其它地方有短路情况。
(3)本机正常总电流约6mA左右。
SP7021F芯片静态电压:U3=0V,U4=3V,U13=0.9V,U14=1.3V。
9.装配完成后,经常出现的问题
(1)装上电池后,没有声音或一个喇叭没有声音:
1)查电池是否接反了。
2)查电源线,地线是否焊接好了。
3)查元器件是否焊接反了,是否焊错位置,或虚焊、搭焊现象。
4)查扬声器及附近元器件是否焊接好或是一个扬声器短路。
特别注意:扬声器小,焊接时容易坏(引线段)。
(2)喇叭有声音,但收不到电台:检查拉杆天线部分。
(3)音量旋钮不起作用:检查音量电位器5个焊点是否焊接完好。
(4)调谐旋钮转动时,存在摩擦阻力:将附近元器件位置放低。
10.故障排除
检测要领:耐心细致、冷静有序。按步骤进行,一般由后级向前级检测,先判断故障位置,再查找故障点,循序渐进,排除故障。忌讳乱调乱拆,盲目烫焊,导致越修越坏。
外观检查:检查各元器件安装是否有误,尤其是集成块不得安装反,电解电容“+”,“-”极性是否安装正确。检查天线、电源线、喇叭及线是否连好;各焊点有无虚焊,漏焊,碰焊。
试听:安装电池通电检查。
打开音量开关,在电台正常播放时间里若不能收到电台,应取出电池继续仔细检查有无错误,应检查是否有元器件错焊、搭焊、虚焊、漏焊,各导线连接情况。
音频检查:主要是检查收音机低频部分(低频功率放大)性能好坏。
通电后,如出现无声故障:
首先检查音量电位器是否已开到较大位置,然后在集成块SP7021的14脚(功放输入端)加感应信号,用手拿住金属,如螺丝刀或镊子,小心将其尖端与SP7021的14脚(功能输入)的焊点相接触。
如果音频放大部分电路工作正常,则可听到扬声器有交流声响。其音频正好是人体感应的交流信号。
一般方法:a.用万用表电阻欧姆*10档,红表笔单接电池负极(地),黑表笔碰触放大器输入端(一般为三极管基极),此时,从喇叭可听到“咯咯”声。否则,碰触点后面电路有问题。
用手握改锥金属部部分去碰放大器输入端。
(1)完全无声:接通电源开关将音量电位器开至最大,喇叭中没有任何声音。可以判定低频部分肯定有问题。首先检查拉拔机喇叭引线,电池引线是否焊好,电位器开关是否接触好。
(2)有沙沙……的电流声但收不到电台:故障在高频部分。受限检查天线是否焊接好,单联电容器的三个头是否焊好,在检查芯片是否装错位置。
(3)声音小:首先检查三极管的电流是否太小,再检查耦合元件和是否正常。
(4)啸叫:首先检查电流是否太大。
11.产品验收
(1)外观:机壳等清洁完整,不得有划伤烫伤及缺损。
(2)印制板:安装整齐美观,无损伤,焊接质量好、美观,不得有虚焊。
(3)整机安装合格:转动部分要灵活,固定部分要可靠。
(4)性能指标要求:
1)敏度较高、选择性较好;
2)质清晰、宏亮、噪音低。
三、实验环境及仪器设备清单
1.工具和仪表:25W电烙铁、烙铁架、尖嘴钳、斜口钳、镊子、螺丝刀、小刀和万用表等。
2.材料:耳机套件,焊锡、松香等。
主要元器件有:
集成电路芯片(SP7021F) 1块
三极管(S9014) 2个
电阻器 4个
电位器开关 1个
电感器 2个
瓷片电容器 16个
电解电容器 1个
可变电容器 1个
扬声器 2个
四、电路板焊接工艺
1、 焊接材料的作用及正确使用
焊接时,电烙铁头上要有少量焊锡,电烙铁头要接触到元件的引脚与铜箔,这时把焊锡丝触到烙铁头,焊锡丝就会很快融化,把元件的引脚连在一起,焊锡、烙铁很快离开,这样就焊好了,检查焊点有无漏焊、虚焊和短接。
注意:焊接时含量要适中,焊点要成圆锥形。
2、 焊接技术要领
焊接时,电烙铁头上要有少量焊锡,电烙铁头要接触到元件的引脚与铜箔,这时把焊锡丝触到烙铁头,焊锡丝就会很快融化,把元件的引脚连在一起,焊锡、烙铁很快离开,这样就焊好了,检查焊点有无漏焊、虚焊和短接。
注意:焊接时含量要适中,焊点要成圆锥形。
印制板焊好后,修整引线,剪断引线对于部分,注意不可留的太长,焊点高度小于2毫米,也不可太短。在电位器和双联上安上拨轮,用四条电线连上喇叭、正极片与弹簧,并将正极片、弹簧分别插入机壳、
注意:电线两头露出的铜丝不要太长(露出3毫米为宜),防止与其它地方短路。
五、电路制作工艺原理及调试
1、课题所需元件列表及其在电路中的作用说明
(1)电阻器R、电位器Rp、扬声器(喇叭)Rl、的特性与应用。阻有分压、分流及限流的特性,R为消耗电能的元件,Rl称为负载。用于调节电路中得电压与电流,把电能转化成其他能量。单位:欧姆、千欧姆、兆欧姆。
电动式扬声器的正负端子,当接到扬声器的信号中有交流也有直流时,要让直流电由争端进入,由负端输出,这样,直流电产生磁场与原来的永磁的磁场方向相同,不会使永久磁铁退磁。
当使用两个(或两个以上)的扬声器并联或串联工作时,并联时,要正—正连接,负—负连接,串联时要从第一个正端进入,负端出来再进第二个的正端,再从第二个的负端出来。这样保证发出的声音同相位,使总得声音增大。
如果一个扬声器,并且保证没有直流成分,就不要管正、负端子了。没有任何影响。
(2)电容器C、可变电容器的特性与应用。两端电压不能跃变,具有隔直流,通交流特性,是存储电场能量的元件。绝缘电阻要大,损耗越小,性能越好。常用于耦合、滤波选频电路中。单位:法拉(F)、微法(uF)、皮法(pF)。
(3)电感器L的特性与应用。过L的流不能跃变,具有通直流,隔交流特性,是储存磁场能量的元件。电感的线圈电阻越小,损耗越小,性能越好。常用于耦合、滤波、振荡选频等电路中。单位:亨利(H)、毫亨(mH)、微亨(uH)。
(4)谐振回路。R1L1C并联构成,具有选频特性,回路谐振时,可获得最大电压输出(Uo最大),回路的品质因数Q越高,回路谐振曲线越尖锐,选择性越好,但通频带BW越窄。
注意:电容器的电容越串越小,越并越大。
(5)开关K的特性与应用。关具有断开、闭合的特性,用于是否为电路供电,决定电路是否工作。断开时R=无穷,闭合时R=0。
(6)三极管VT的特性与应用。极管有三个电极,对信号有放大的特性(Ib控制Ie)。常用在放大电路中,且为核心器件。电流的单位是:安培(A)、毫安(mA)、微安(uA)。集电极电流与基极电流的关系:Ic=1000mA,ImA=1000uA。
(7)两级功率放大电路。Rp、C17、R3、R4、VT1、VT2和RL1、RL2等元器件构成。RP为电位器用来调节音量,C17电解电容器为耦合电容起隔直流通交流的作用,R3、R4为偏置电阻为三极管提供合适的静态偏置,RL1、RL2为负载(扬声器),把电信号转换成声音,VT1和VT2是功率放大电路的核心器件。
(8)SP7021F芯片,如图3-11所示1脚为鉴频输出滤波,2脚静噪,3脚接地,4脚接电源,5脚接本振谐振回路,6脚接振幅放大滤波,7、8脚接中频滤波,9脚为场强指示,10音频输出端,15脚音频滤波,16脚反。
SP7021F内包含有高放、混频、本振图VCO组成的率锁相环电路,用来对中频偏进行压缩,以满足广播信号的频带官渡,还包含有二级有源中频滤波器、中频限幅度放大器、鉴频器、低频放大器、静噪电路以及相关静噪系统,可用于抑制无信号时电源开关转换时以及接收弱信号时的噪声马蹄糕信噪比。
它具有单声FM收音机的全部功能,工作电源电压范围为1.8~6V,推荐值为3V。它适用单声道或立体声FM收音机,尤其适用于抵押微调谐系统。该电路采用16脚双列扁平封装。中频频率很低只有7kHz,中频率波由内电路来实现,在外电路取消了中周变压器或陶瓷滤波器减少了电路调整,缩小了体积。
输入回路不需要调谐采用宽频带接收,通过改变本振调谐频率来选择电台信号,高频输入信号频率范围为1.5~110MHz。
2、电子元器件在万能板上的布局布线图
3、调试电路的方法和技巧
7.通电前检查
1.接入电源钱必须检查电源有无输出电压(3V)和引线正负极是否正确。
2.自检,互检,使得焊接及印制板质量达到要求。
注意:各电阻的阻值是否与图纸相同,各三极管和电解电容器极性是否正确;电路板线条断线或短路,焊接时有焊接时有无露漏焊、虚焊、焊锡造成电路短路现象。
8.直流测量
用万用表100mA直流电流档,测量整机静态总电流。将表笔跨接于电源开关(开关为断开位置)的两端(若指针反偏,将表笔对调一下),测量结果:
(1)电流为0:这是由于电源的引线已断,或电源的引线及开关虚焊所致,检查印刷电路板,看有无断裂处。
(2)电流很大,表针满偏:可能三极管集电极对地电路(ce结击穿或搭锡所致),或其它地方有短路情况。
(3)本机正常总电流约6mA左右。
SP7021F芯片静态电压:U3=0V,U4=3V,U13=0.9V,U14=1.3V。
5、调试中出现的故障、原因及排除方法。
装配完成后,经常出现的问题
(1)装上电池后,没有声音或一个喇叭没有声音;
1)插电池是否接反了。
2)查电源线,地线是否焊接好了。
3)查元器件是否焊接反了,是否焊错位置,或虚焊,搭焊现象。
4)查扬声器及附近元器件是否焊接好或一个扬声器短路。
(2)喇叭有声音,但接受不倒电台:检查拉杆天线部分。
(3)音量旋钮不起作用:检查音量电位器5个焊点是否焊接完好。
(4)调谐旋钮转动时,存在摩擦阻力:将附近元器件位置放低。
故障排除
检测要领:耐心细致、冷静有序。按步骤进行,一般由后级向前级检测,先判断故障位置,在查找故障点,循序渐进,排除故障。忌讳乱调乱拆,盲目烫焊,导致越修越坏。
外观检查:检查各元器件安装是否有误,尤其是集成块不得装反,电解电容“+”,“—”极性是否安装正确。检查天线、电源线、喇叭及线是否连好:各焊点有无虚焊,漏焊,碰焊。
试听:安装电池通电检查。
打开音量开关,在电台正常播放时间里若不能收到电台,应取出电池继续仔细检查有无错误,应检查是否有元器件错焊、搭焊、虚焊、漏焊,各导线连接情况。
音频检查:主要是检查首音节低频部分(低频功率放大)性能好坏。
通电后,如出现五声故障:
首先检查银联高电位器是否已开到较大位置,然后在集成块SP7021的14脚(功放输入端)的焊点相接触。
如果音频放大部分电路工作正常,则可听到扬声器有交流声响。其频率正好是人体感应的交流信号。
一般方法为:a.用万用表电阻欧姆*10档,红表笔单接电池负极(地),黑表笔碰触放大器输入端(一般为三极管基极),此时,从喇叭可听到“咯咯”声。否则,碰触点后面电路有问题。
用手握改锥金属部分去碰放大器输入端,从喇叭听反应。
(1)完全无声:接通电源开关将音量电位器开至最大,喇叭中没有任何声响。可以判定低频部分肯定有问题,首先检查喇叭及喇叭引线,电池引线是否焊好,电位器开关是否接触好。
(2)有沙沙…….的电流声收不到电台:故障在高频部分。首先检查天心啊是否焊好,单联电容器的是哪个头是否焊好,在检查芯片是否装错位置。
(3)声音小:首先检查三极管的电流是否太小,在检查耦合元件是否正常。
(4)啸叫:首先检查电流是否太大。
六、 本次实习总结
1、总结设计电路和方案的优缺点,指出课题的核心及实用价值,提出改进意见和展望。
2、收获、体会。
第二篇:电子电路焊接技术实训报告
电子电路焊接技术
实训报告
指导老师: **
姓 名: **
学 号: ***
班 级: 10电子1班
广东水利电力职业技术学院
目录
一、 常用元器件 3
1. 电阻器 3
2. 电容器 4
3. 开关 4
4. 集成芯片 4
5. 扬声器 5
二、 电子产品制造工艺 5
1. 人工焊接技术 5
2. 波峰焊 6
三、双音报警器的设计与制作 6
1. 原件清单 6
2. 双音报警器原理图 7
3. 双音报警器PCB图 8
4. 实物焊接 8
5. 调试电路板 9
四、 实训总结 9
1、常用元器件
1. 电阻器
电阻器在日常生活中一般直接称为电阻。是一个限流元件,将电阻接在电路中后,电阻器的阻值是固定的一般是两个引脚,它可限制通过它所连支路的电流大小。阻值不能改变的称为固定电阻器。阻值可变的称为电位器或可变电阻器。理想的电阻器是线性的,即通过电阻器的瞬时电流与外加瞬时电压成正比。用于分压的可变电阻器。在裸露的电阻体上,紧压着一至两个可移金属触点。触点位置确定电阻体任一端与触点间的阻值。
电阻器的主要技术指标有额定功率、标称阻值、允许偏差(精度等级)、温度系数、非线性度、噪声系数等项。
以我们此次实训用到的电阻为例,通过视频讲解,学习到电阻的色环意义。前2-3环为有效数字,倒数第2环为倍率,离前3-4环较远的最后一环为精度。
详见下表:
色环表
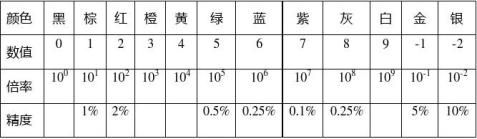
2. 电容器
电容器是存储电荷的元件。
具有通交流阻直流的特性,在电路中的作用主要是耦合,隔直﹑虑波﹑谐振﹑保护﹑旁路﹑补偿,调谐,选频等。
基本单位是法拉(F),常用单位是微法(μF)和皮法(pF)。
1 F=106μF=1012 pF
3. 开关
在电子设备中,开关是起电源的接通、断开或转换作用。开关的绝缘电阻是指开关断开时开关两断的电阻值,开关的接触电阻是指开关闭合时开关两端的电阻值,一个良好的开关,其绝缘电阻应该为100M Ω 以上,其接触电阻应该小于0.02 Ω 。
4. 集成芯片
集成芯片(IC)的出现,使得电子技术的发展与应用发生了新的突破,与分立元器件相比,集成电路具有体积小、重量轻、性能好、可靠性强、损耗小、成本低、使用寿命长等优点,具由于集成电路构成的电子产品其外围线路简单、外接元器件数目少、整体性能好、便于安装调试、因而集成电路的应用范围极其广泛。
5. 扬声器
扬声器俗称喇叭,其作用是将模拟电信号转化成声音号。
良好的扬声器,其外表应完整、无破损、无变形、无霉变。用万能表的Rx10Ω档测量扬声器的直流电路时,若测得的直流电阻值略小于标称电阻,说明扬声器是正常的;若测得的直流电阻值远大于标称电阻,说明扬声器内部线圈已经断线,不能再使用了。
2、电子产品制造工艺
通过2天观看视频学习以及老师的讲解,我觉得电子产品制造工艺大概是生产电子产品所具备的方法、技艺、设备、工序。而我们学习到的电子产品制造工艺可分为人工焊接和波峰焊。
1. 人工焊接技术
人工焊接的顺序为:(1)准备施焊(2)加热焊件(3)熔化焊料(4)移开焊锡(5)移开烙铁
如图:
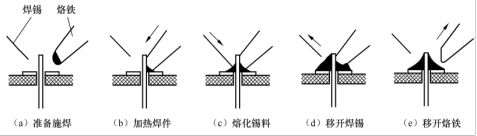
良好的焊接在保证焊料润湿焊件的前提下时间越短越好。焊点光良同时呈锥形。
2. 波峰焊
波峰焊是指将熔化的液态铅锡焊料,经电动泵或电磁泵喷流成设计要求的焊料波峰,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的焊接。
通过视频学习,可以清楚看到波峰焊主要的一个作业流程:
机器或人工将各种原件插装在印制电路板上 ? 预涂阻焊剂 ? 加热 ?波峰焊 ? 冷却 ? 清洗 ? 检查。
三、双音报警器的设计与制作
1. 原件清单
10K电阻3个
110K电阻1个
10微法电容2个
103电容2个
200K可变电阻器1个
555集成芯片2个
开关1个
蜂鸣器一个
2. 双音报警器原理图
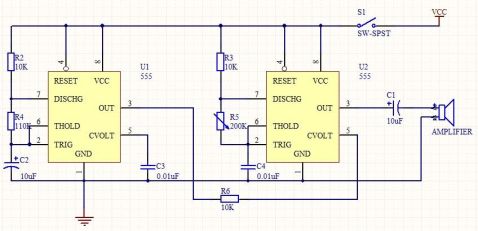
555组成自激多谐振荡器的时候,将5脚通过小电容接地,以防止外界干扰对阀值电压的影响,当需要把它变成可控多谐振荡器的时候,可以在电路的5脚外加一个可控电压,这个电压将改变芯片内比较电平,从而改变振荡频率,当控制电压升高时振荡频率降低,这就是控制电压对振荡频率的调制。利用调制方法,可组成双音报警电路。
U1:5脚为控制端,片内接比较器反向输入端,电位为2/3 VCC。
U1输出的方波信号,通过R5控制U2的5脚电平。当U1输出高电平时,U2的震荡频率低,当U1输出低电平时,U2的震荡频率高,因此U2的振荡频率被U1的输出电压调制为两种音频,使扬声器发出双音声响。
3. 双音报警器PCB图
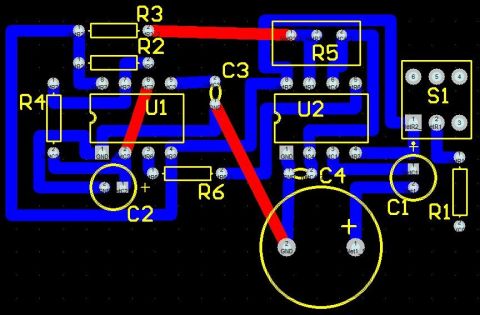
使用DXP软件将双音报警器原理图(封装以跟实物配件大小一致)转换成PCB,然后进行布线,如图,蓝色线为普通焊锡焊线,红色为跳线。
4. 实物焊接
焊接电路时,先直接把芯片直接焊接在万能板上,然后,根据pcb先布好的局依次插上原件,然后固定,原则上应该先焊接矮的原件,所以,高的原件例如10微法电容还有蜂鸣器、开关等的先不焊,按照顺序焊接,完成整个电路的焊接。
5. 调试电路板
焊接完电路板后,准确对照完PCB图无误后,用万用表测试电路板有没有短路或着还有没有焊接的地方。一开始测试时,有漏焊,然后再焊上,在测试。最后确认电路没问题。进行通电,蜂鸣器正常发出2种频率的声响。
4、实训总结
由于这个星期有元旦放假的影响,所以导致我们这周实际上课的时间并不充裕,而且第一节课,由于教室电脑播放器问题,我们也没有观看完视频。不过最后,还是大体了解到一个焊接工艺流程。从手工到机械自动化化,也让我们更深刻的了解到我们这个电子专业日后毕业后一个就业的大体方向。
观看完视频后,我们要做一块能正常发出2种声响的双音报警器。发放原件的同时,我们也要同时在思考电路原理图,因为我们这次是用万用板来焊接,要思考电路原理图还有布线图。由于在纸张上画这些,总是画得一堆密密麻麻难以分辨,最后还是使用了软件来进行布线。而在布线的过程中,一开始并没有考虑的原件的封装,所以布线时就出现各种各样的问题。最后返回原理图选择正确的封装后再进行布线,布线的时候试了很多次布局,还是没办法做到别人的零跳线,所以为了工艺还是跳了3根。然后进行焊接,由于平时练的少,也没什么机会练习,最后焊出来也还差强人意。然后通过检查,确定电路板没有短路或者缺焊后进行通电,调节可变电阻器的大小,最后电路板正常工作,这还是非常开心的。
这个星期以来还是学习到很多东西的,当然也要感谢老师一个星期以来的辅导,谢谢老师!
-
电子电路实训报告
电装实训报告题目调频FM耳机收音机组装与调试级系专业学号姓名指导教师完成日期一实验目的1掌握电子元件的识别及质量检验的方法掌握一般…
-
电路焊接实训报告
电路焊接实训报告班级学号姓名指导教师成绩一实习时间20xx年12月15日20xx年12月17日1二实习地点沈阳理工大学应用技术学院…
-
模拟电子实训总结报告
实训总结历经了一周的实训,而在今天做了一个完结。在这一周里虽然有一些学习实训上的小困难,但是,许多的知识还是让我高兴异常。以前我是…
- 模拟电子技术实训报告模板
-
模拟电子技术实训报告
模拟电子技术实训报告院系信息与控制学院专业通信工程班级**姓名***学号***指导老师**成绩完成日期20**年12月30日沈阳理…
-
模拟电子实训总结报告
实训总结历经了一周的实训,而在今天做了一个完结。在这一周里虽然有一些学习实训上的小困难,但是,许多的知识还是让我高兴异常。以前我是…
-
电子技术课程实训报告
电子技术课程设计实训报告题目学生姓名专业班级电子科学与技术学号系部电气信息工程学院指导教师实训时间1516周实训报告评语等级评阅人…
-
模拟电子技术实训报告
模拟电子技术实训报告院系信息与控制学院专业通信工程班级**姓名***学号***指导老师**成绩完成日期20**年12月30日沈阳理…
-
电子实习报告
专业班级姓名学号指导老师电子实习报告XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX学生实习报…
-
电子CAD实训的实训报告1周
电子CAD实训的实训报告一实践目的内容和要求一实训目的本课程实训是为了培养学生具有设计电子工作线路的能力以及相关软件的实际操作能力…
-
实习报告(电工电子实习II)
广州大学实习报告项目名称:电工电子实习学院:机械与电气工程专业年级:电子信息工程学号:姓名:指导老师:实习单位:广州大学电工电子实…