薄板弯曲实验报告
金属薄板的弯曲实验报告
班级:机械21 姓名:刘平 学号:2012010403
同组人:黄渭、丁一
实验日期:20xx年10月23日
1. 实验目的
(1) 了解金属薄板弯曲变形过程及变形特点。
(2) 熟悉衡量金属薄板弯曲性能的指标——最小相对弯曲半径主要影响因素。
(3) 掌握测定最小相对弯曲半径的实验方法。
2. 实验内容
(1) 认识弯曲过程,分析板料轧制纤维方向和板料成形性能对相对弯曲半径(R/t)的影响。
(2) 了解如何通过调整行程完成指定弯曲角度的弯曲,如何进行定位完成指定边高的弯曲,分析板厚和弯曲角度对相对弯曲半径的影响。
(3) 观察弯曲过程和弯曲回弹现象。
(4) 掌握万能角度尺、半径规等测量工具的使用,测量模具尺寸参数和板料基本尺寸。
(5) 熟悉板料折弯机的操作使用。
3. 实验原理
弯曲是将板料、型材或管材在弯矩作用下弯成一定曲率和角度的制件的成形方法。在生产中由于所用的工具及设备不同,因而形成了各种不同的弯曲方法,但各种方法的变形过程及变形特点都存在着一些共同的规律。
弯曲开始时,如图1(a)所示,凸、凹模与金属板料在A、B处相接触,凸模在A点处所施的外力为2F,凹模在B点处产生的反力与此外力构成弯曲力矩M=2Fl0。随着凸模逐渐进入凹模,支承点B将逐渐向模中心移动,即力臂逐渐变小,由l0变为l1,…,lk,同时弯曲件的弯曲圆角半径逐渐减小,由r0变为r1,…,rk。当板料弯曲到一定程度时,如图1(c)所示,板料与凸模有三点相互接触,这之后凸模便将板料的直边朝与以前相反的方向压向凹模,形成五点甚至更多点接触。最后,当凸模在最低位置是,如图1(d)所示,板料的角部和直边均受到凸模的压力,弯曲件的圆角半径和夹角完全与凸模吻合,弯曲过程结束。
(a)(b)(c)(d)
图1 弯曲过程示意图
和所有的塑性加工一样,弯曲时,在毛坯的变形区里,除产生塑性变形外,也一定存在有弹性变形。当弯曲工作完成并从模具中取出弯曲件时,外加的载荷消失,原有的弹性变形也随着完全或部分地消失掉,其结果表现为在卸载过程中弯曲毛坯形状与尺寸的变化。这个现象为弹复,也叫回弹。回弹可以通过补偿法(图2(a),(b))、校正法(图2(c))




、三点
式折弯(图2(d))等方法进行抑制。
图2 回弹的抑制
弯曲性能是指在弯曲成形时,金属薄板抵抗变形区外层拉应力引起破裂的能力。弯曲半径越小,板料外表面的变形程度越大。如果板料的弯曲半径过小,则板料的外表面将超过材料的变形极限而出现裂纹,造成弯曲件的失效。所以,板料的最小弯曲半径是在保证变形区材料外表面不发生破坏的前提下,弯曲件的内表面所能弯成的最小圆角半径,用rmin表示。最小弯曲半径与板料厚度的比值rmin/t称为最小相对弯曲半径,它是衡量材料弯曲成形性能的重要指标。影响rmin/t的主要因素如下所示:
(1) 材料的力学性能
材料的塑性越好,塑性指标如伸长率、断面收缩率等越高,可采用的弯曲半径越小。材料的力学性能还受材料热处理状态的影响,如正火或退火后,材料的塑性提高了,rmin/t亦可减小。
(2) 板料的纤维方向
冲压所用的板材多为冷轧板材,由于经过多次轧制,板材具有方向性,平行于纤维方向(轧制方向)的塑性指标大于垂直于纤维方向的指标。因此当弯曲件的折弯线与板料纤维方向相垂直时,rmin/t的数值最小;如果折弯线与板料纤维方向平行,rmin/t的数值最大。在弯制r/t较小的弯曲件时,板料的排样应使折弯线尽可能垂直于板料的纤维方向,当r/t较大时,折弯线的布置主要是考虑材料利用率的大小。如果在同一零件上具有不同方向的弯曲要求,那么在考虑弯曲件排样经济性的同时,应尽可能使弯曲线与板料纤维方向的夹角不小于30°。
(3) 板料的表面质量和侧边质量
如果板料表面有划伤、裂纹或板料侧边(剪切面)有毛刺、裂口及冷作硬化等缺陷,弯曲时工件容易开裂,材料会过早地遭到破坏。表面质量和侧边切口质量较差的板料,允许采用的变形程度越小,即rmin/t值较大。在进行较小的rmin/t弯曲时,可采取清除剪切毛刺、把有毛刺的表面朝向弯曲凸模、去掉表面硬化层等方法对板料进行处理后再进行弯曲。
(4) 零件的弯曲角
板料弯曲时,变形集中在圆角部分,直边基本不参与变形。但由于板料纤维之间的相互牵制,靠近圆角附近的直边材料也参与了弯曲变形。这对于板料弯曲区外层的受拉状态有缓解作用,因而有利于降低最小弯曲半径。弯曲角α越小,直边参与变形的分散效应越显著,rmin/t也就越小,α<90°后,弯曲角的影响已经很小了。
(5) 板料的厚度
弯曲变形区的切向应变在板料厚度方向上按线性规律变化,外表面最大,中心为零。挡板料厚度较小时,切向应变变化的梯度大,与最大应变的外表面相邻近的纤维层,能补充外表面的变形,从而起到阻止表面材料局部不均匀延伸的作用,所以薄料比厚料可有更小的r/t。

4. 实验材料

5. 实验结果与分析
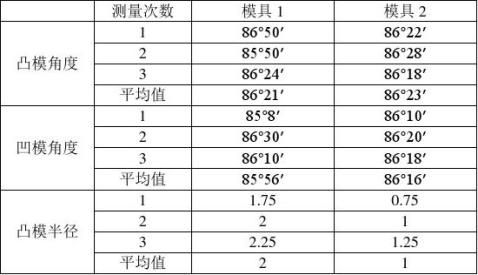
对实验所用凸凹模具参数的测量结果:
将折弯后的薄板对折,对比退火后和未经退火的薄板的弯曲区,可以发现前者的纤维取向一致,而后者的纤维取向杂乱,其原因可能是经退火后材料的塑性得到了提高。
6. 思考题
(1) 金属薄板弯曲的特点有哪些? 答:(1)在弯曲过程中存在回弹现象,即在弯曲工作完成并从模具中取出弯曲件时,外加载荷消失使原有的弹性变形也随着完全或部分地消失掉,使得在卸载过程中弯曲薄板发生形状与尺寸的变化。
(2)弯曲后,工件分成了直边和圆角两部分,而弯曲变形主要发生在弯曲件的圆角部分。 变形区变形不均匀。
(3)板料的外层(靠凹模一侧)纵向纤维受拉而伸长,内层(靠凸模一侧)纵向纤维受压而缩短,并且还存在在弯曲时长度保持不变的中性层,中性层金属的应变为零。
第二篇:弯曲实验报告
弯曲实验报告
材成1105班 3111605529 张香陈
一、实验目的
测试和了解材料的弯曲角度、机械性能、相对弯曲半径及校正弯曲时的单位压力等因素对弯曲角的影响及规律。
二、实验原理
坯料在模具内进行弯曲时,靠近凸模的内层金属和远离凸模的外层金属产生了弹—塑性变。但板料中性层附近的一定范围内,却处于纯弹性变形阶段。因此,弯曲变形一结束,弯曲件由模中取出的同时伴随着一定的内外层纤维的弹性恢复。这一弹性恢复使它的弯曲角与弯曲半径发生了改变。因此弯曲件的形状的尺寸和弯曲模的形状尺寸存在差异。二者形状尺寸上的差异用回弹角来表示。本实验主要研究影响回弹角大小的各因素。
三、实验设备及模具
(1)工具:弯曲角为90度的压弯模一套,配有R=0.1、0.4、0.8、2、4五种不同半径的凸模各一个。刚字头,万能角度尺,半径样板和尺卡。
(2)设备:曲柄压力机
(3)试件:08钢板(不同厚度),铝板(不同厚度),尺寸规格为52x14mm,纤维方向不同
四、实验步骤
1.研究弯曲件材料的机械性能,弯曲角度和相对弯曲半径等回弹角度的影响。
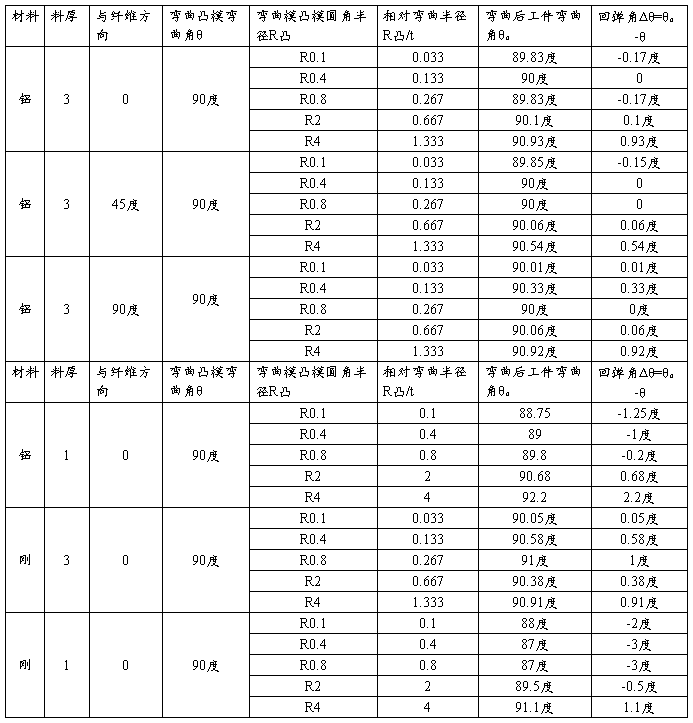
实验时利用90度弯曲角度分别配有五种不同的弯曲半径的弯模,对尺寸规格相同的试件进行弯曲,并和不同的弯曲半径各压制多件。对不同弯曲半径的试件压成后需要打上字头0.1、0.4、0.8、2、4等,以示区别。最后,按下表要求测量和计算。填写好各项内容。
五、数据处理 (t/mm)试件尺寸:52x14mm
弯曲后的试样如下图所示




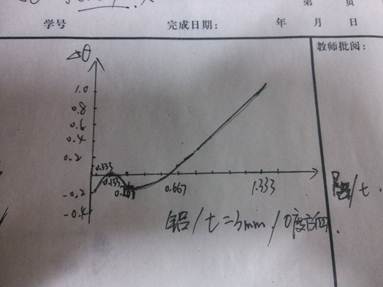
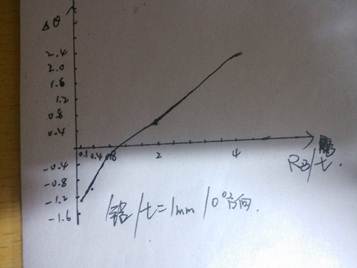
Δθ=f(R凸/t)曲线如下图所示


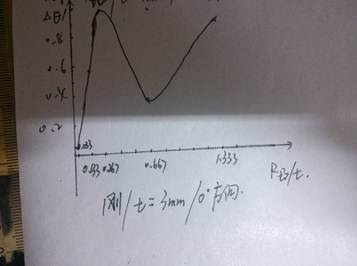
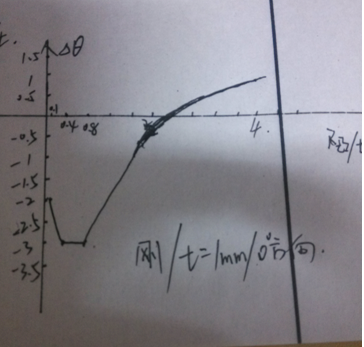
分析讨论:
分析相对弯曲半径,弯曲角度及材料机械性能对回弹角的影响。
答:相对弯曲半径越小,弯曲的变形程度越大,塑性变形在总变形中所占比重越大,因此卸载后回弹随相对弯曲半径的减小而减小,因而回弹越小。相对弯曲半径越大,弯曲的变形程度越小,但材料断面中心部分会出现很大的弹性区,因而回弹越大;弯曲角度越大,表明变形区的长度越长,故回弹的积累值越大,其回弹角越大;材料的屈模比越大,则回弹越大。即材料的屈服强度越大,弹性模量越小,回弹量越大。
六、心得体会
在整个做弯曲实验过程中,基本每次都要更换凸模,我们每次都要进行调整和试模,这是比较困难的,但几次下来,也能得心应手了。在测量时候,万能角度尺不懂怎么使用使我们一组用了很多时间进行探讨,但终究功夫不负有心人,让我们圆满的完成了任务。
-
纯弯曲实验报告
Page1of10Page2of10Page3of10Page4of10Page5of10Page6of10Page7of10Page8of10Pag…
-
实验3弯曲实验
材料的弯曲实验一实验目的1采用三点弯曲对矩形横截面试件施加弯曲力测定其弯曲力学性能2学习掌握微机控制电子万能试验机的使用方法及工作…
-
弯曲与扭转实验报告
材料力学实验报告弯曲扭转扭转实验一实验目的1学习扭转实验机的构造原理并进行操作练习2测定低碳钢的剪切屈服极限剪切强度极限和铸铁的剪…
-
弯曲正应力实验报告
实验报告浙江大学材料力学实验报告实验项目弯曲正应力一实验目的1初步掌握电测方法和多点测量技术2测定梁在纯弯和横力弯曲下的弯曲正应力…
-
薄板弯曲实验报告
金属薄板的弯曲实验报告班级机械21姓名刘平学号20xx010403同组人黄渭丁一实验日期20xx年10月23日1实验目的1了解金属…
-
红外光谱实验报告
红外光谱实验报告一、实验原理:1、红外光谱法特点:由于许多化合物在红外区域产生特征光谱,因此红外光谱法广泛应用于这些物质的定性和定…
-
实验力学实验报告
纯弯曲梁正应力电测实验一、实验目的1.电测法测定纯弯曲梁正应力分布规律。2.验证纯弯曲梁正应力计算公式。3.计算弹性模量E。二、实…
-
材料力学实验报告628
实验一拉伸实验一实验目的1测定低碳钢Q235的屈服点s强度极限b延伸率断面收缩率2测定铸铁的强度极限b3观察低碳钢拉伸过程中的各种…
- 20xx小学六年级上册科学实验报告
-
弯曲与扭转实验报告
材料力学实验报告弯曲扭转扭转实验一实验目的1学习扭转实验机的构造原理并进行操作练习2测定低碳钢的剪切屈服极限剪切强度极限和铸铁的剪…
-
弯曲正应力实验报告
实验报告浙江大学材料力学实验报告实验项目弯曲正应力一实验目的1初步掌握电测方法和多点测量技术2测定梁在纯弯和横力弯曲下的弯曲正应力…