方案论证报告修改版
目 次
1.毕业设计前期准备………………………………………………………………1
1.1参观实习总结………………………………………………………………1
1.2国内外包装机的发展现状与趋势…………………………………………1
2.包装机的机构组成与工作原理…………………………………………………1
3.执行机构的方案比较与选择……………………………………………………2
3.1充填机构的比较选择………………………………………………………2
3.2成型器的比较与选取………………………………………………………3
3.3热封合机构的比较与选取…………………………………………………4
3.4包装纸输送机构……………………………………………………………6
3.5切断与产品输送机构………………………………………………………7
4.方案论证结果……………………………………………………………………7
4.1方案组成的确定……………………………………………………………7
4.2主要设计参数………………………………………………………………8
5.参考文献…………………………………………………………………………9
1.毕业设计前期准备
1.1 参观实习总结
开学接受毕业设计课题以来,我就从老师的任务书开始,在图书馆借阅专业书刊,网络文献上,以及包装机市场公司去了解包装机的种类,特点,工作原理与应用领域,我们小组4人在毕业设计指导张老师和徐老师的带领下,参观了郑州星火包装机械有限公司,主要研究了小型多功能DXD系列自动包装机,详细记录了颗粒状与液体2种型号产品。有了系统的观念,对机器零件的相关位置配合关系有了深入的了解,以及对后来需要由参数进行的尺寸计算,传动比计算,验证工作的基本原理,拿出论证方案,绘制图均有很大的帮助。为此次设计课题打下了坚实的基础。
1.2 国内外包装机的发展现状与趋势
我国从1990年代以来包装机械工业发展迅速,现在品种达1300多种,但与实际需求量相比仍然短缺20%,配套数量少,缺少高精度和大型产品,不能满足市场需求;产品质量差距表现在产品性能稳定性和可靠性差,外观造型不很美观,表面处理粗糙,影响了整体的质量;从行业看,国内包装机械行业缺少龙头企业,生产规模大、产品档次高的企业不多;自主研发的能力较差,基本停留在仿制阶段,科研经费也很低。
国外的包装机械发展经历了大体以下几个阶段:简单机械化、初级自动化、自动包装生产线、计算机控制的高度自动化。发达国家已将微机控制、激光技术、人工智能、光导纤维、图像传感、工业机器人等高新技术成熟的应用于包装机械,如美国的ANCELUS公司的封罐机,德国SEITZ公司的啤酒灌装机等采用柔性自动化和无人化生产过渡,生产效率高,成本降低。国外包装行业不仅非常注意食品包装的卫生,研制与食品工艺相应的辅助设备,在包装机上广泛应用计算机控制,一方面为满足现代化商品包装多样化的需求,发展适应多品种、小批量的通用包装技术及设备;同时又紧跟高新技术的发展步伐,不断研究开发先进包装技术设备,向着高速化、专用型包装机。
2.包装机的机构组成与工作原理
包装机的动力一般采用三相四线制电源,整个机械系统由动力系统、主传动系统(包括无级调速装置)、执行系统(包括拉袋机构、袋成形机构、热封机构、供纸机构、成品送出机构、计量机构等)及控制系统四部分组成。机器运行前,首先进行空袋的调整,即进行封袋温度的设定和袋尺寸、袋速的调整,而后确定切刀的位置及光电控制装置的调整等。第二进行充料的调整,包括落料时机的调整、计量装置的调整等。工作时,电动机带动主传动系统,将运动和动力分别传递给各执行机构,使送纸机构、填充机构、计量机构、袋口的热封机构、成品输出机构等协同动作。
1) 包装纸输送机构:把卷在筒上的单层包装纸通过设计的绷紧机构以平张薄膜的形式输送到纸袋成型机构。
2) 纸袋成型机构:把接收到的平张薄膜通过三角板和圆弧槽卷成圆筒状,利于竖封和灌料。
3) 热定型式封口机构:利用特殊处理过滚轮的回转,对圆筒状包装纸进行枕式竖封,并在竖封的同时利用摩擦牵引包装纸,使之向下运动,保证包装纸的持续成型;横封机构是回转机构,对竖封的筒状包装纸周期性的封口。所以,结合成型机构,就实现了:卷状→平张→筒状→竖封→横封。
4) 送料机构:DXDK黏稠液体类机型使用可更换的定容桶或可调式容杯计量,对于密度均匀的被包装物料计量准确,稳定可靠,符合国家的计量标准。
5) 切断机构:在热定型式封口机构持续运转的同时,切断机构通过凸轮回转推动推杆,使切刀周期性的接触,从而切断横封处的封区。
6) 输送机构:利用带式输送机持续传递已包装好的产品。
3.执行机构的方案比较与选择
3.1充填机构的比较选择
充填机械种类虽多,但一般都由物料供送装置、计量装置、下料装置等组成。对应于充填于定量的基本方法,可分为容积式、称重式、计数式三种类型。由于此次黏稠液体间歇式设计,物料流动性差且有粘滞性,不宜采用称重式和计数式的,故直接采用容积式充填机。
表1 容积式充填器的比较
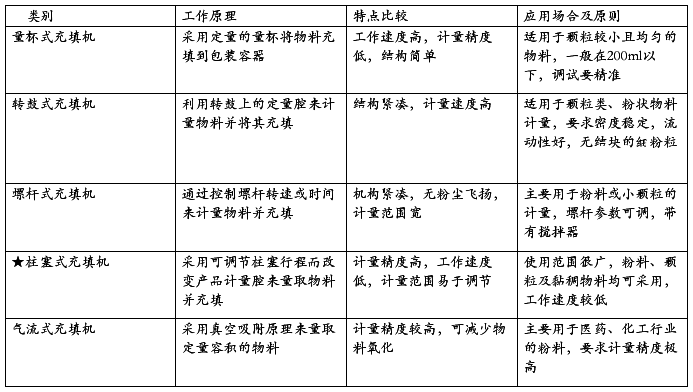
由于我的课题是黏稠液体物料,所以选取柱塞式容积充填机,其结构如下图3-1所示。柱塞通常由连杆机构、凸轮机构或气动液压缸等推动,以驱动其作往复直线运动。运动中,柱塞两极限位置间就自然形成了一定空间的容腔,此容腔就是用以计量物料的容积的计量腔。
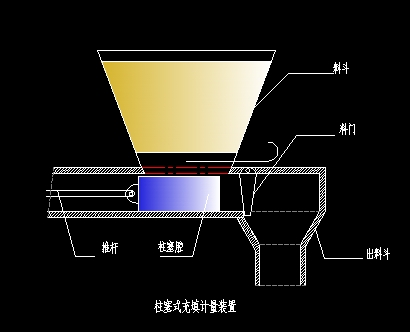
图3-1 柱塞式填充机构
3.2成型器的比较与选取
表2 常见的成型器的比较
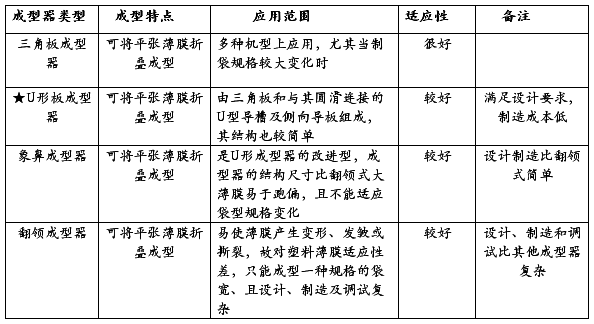
U形成型器如图3-2所示:对折后的薄膜上口有一块隔离板,帮助袋口张开,薄膜袋的间歇运动(由辊轮间歇回转牵引和步进电机决定)制成开口的空袋后可充填物料。对比各种成型器的受力情况,制造成本,适应产品变化类型,综合分析后选取使用U形成型器。
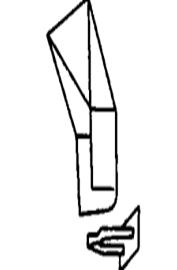

图3-2 U形成型器
3.3热封合机构的比较与选取
回转辊筒封合:如图3-3所示,给一对反向等速回转辊筒的一方或双方通电使辊筒发热,相对回转,牵引并压合薄膜,使其热熔封合,该装置适合于复合包装薄膜的封合,结构简单易于实施,成本较低。
带状封合:如图3-4所示,一对相向回转的金属带之间,夹着要封合的薄膜直线运动,在前进中通过钢带两侧加热、加压、冷却,实现封合。该方法一般用于袋口的最后封口上,实现在动态中封合但结构较为复杂,制造较为困难,造价较高。
经过综合分析机构运动方式,运动复杂程度,生产制造成本高低,与生产效率,管理维修运营等现实因素,确定选择第一种方案。
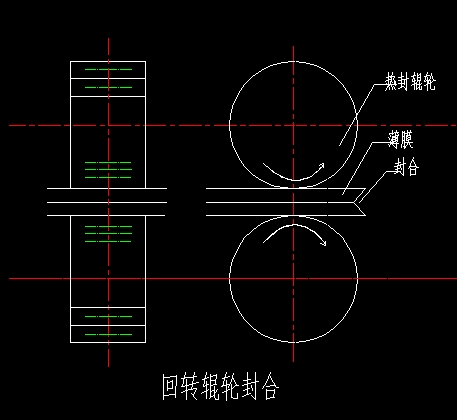
图3-3
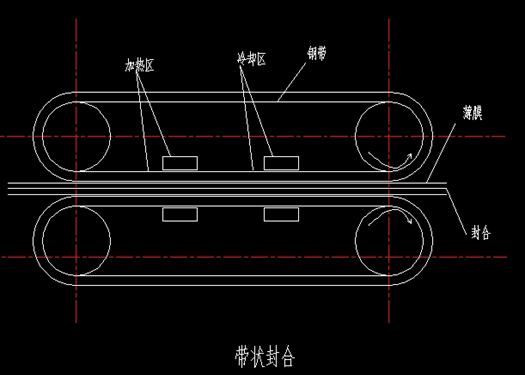
图3-4
3.4包装纸输送机构
(1)包装纸是软塑料的,如果输送不恰当会使包装纸堆积、撕裂或者拉断;
(2)输送包装纸不需要很大的牵引力,注意纸张开平稳运动;
(3)液体包装机构中的纵封可以在封装包装袋的同时将包装纸向下拉,这样就可以使输送机构中的包装纸按需求送纸,不会出现堆积或者是拉断的可能。
输送机构示意图如下所示:
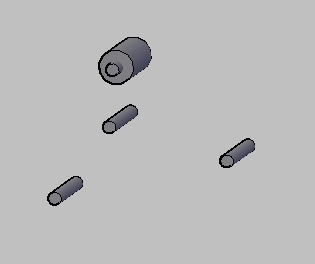
图3-5
此机构共有四个转动杆,包装纸缠绕在转动杆1上,通过在动转杆2,转动杆3以及转动杆4上的绕节可使包装纸绷紧张平,这样可使包装纸稳定的输送下来,并且不会产生输送堆积现象。具体的绕缠方式如图3-6所示。
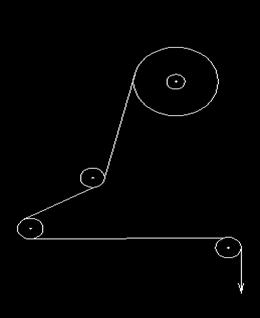
图3-6
3.5切断与产品输送机构
(1)切断机构是包装袋成型的最后一道工序,通过前两道工序热封后的液体包装袋还成直条状,通过对称凸轮机构使其与L形热封合机构同时运动,需要切断机构剪切为袋状。
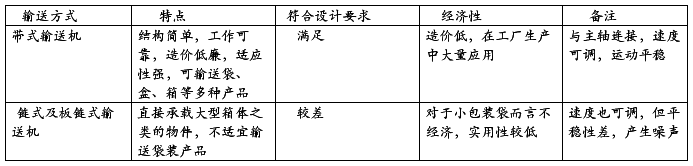
(2)输送机构比较
表3 常见的输送机构比较
4.方案论证结果
4.1 方案组成的确定
立式袋成型包装机是指在同一台设备上、同一竖直方向上将塑性包装材料制成袋型、物料的充填封口等多工序的多功能包装机,包装形式有枕形袋、三封袋、四封袋、砖形袋等多种类型。其执行机构的确定方案组成如下表:
表4 黏稠液体执行机构组成方案
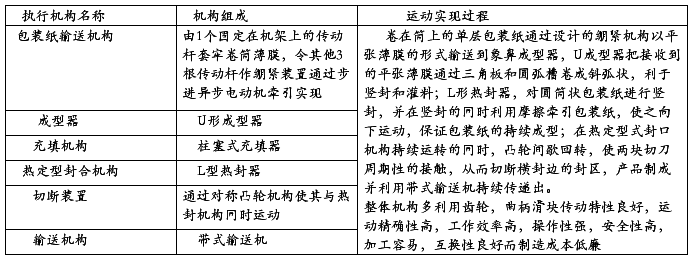
上述方案列表中所确定的机构,完全可以满足课题任务和实际生产的需要,制造成本低廉而生产效率较高,分析合理,故确定上述方案选择。
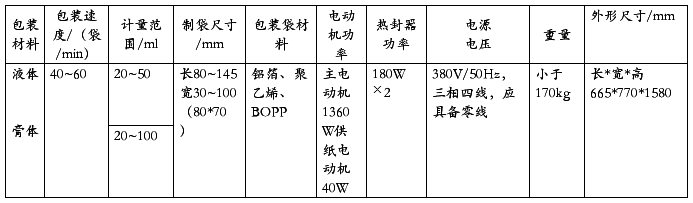
4.2 主要设计参数
表5 包装机主要性能指标
5.参考文献
[1]. 许林成. 包装机械原理与设计[M].上海:上海科学技术出版社,1988
[2]. 许林成等.包装机械 [M].长沙:湖南大学出版社,1998
[3]. 孙芬兰, 马喜川.包装机械概论 [M].北京:印刷工业出版社,1990
[4]. 孙智慧.食用品包装技术 [M].北京: 化学工业出版社,2004
[5]. 曾励. 机电一体化系统设计[M].北京:高等工业出版社,2007
[6]. 张建民等.机电一体化系统设计(第三版) [M]. 北京: 高等教育出版,2007
[7]. 孙桓,陈作模,葛文杰.机械原理(第七版)[M].北京:高等教育出版社,2006.5
[8]. 许林成.包装机械原理与设计[M].上海:上海科技技术出版社,1988.9
[9]. 秦曾煌.电工学(第六版)电工技术[M].北京:高等教育出版社,2004.1
[10]. 胡凤兰.互换性与技术测量基础[M].北京:高等教育出版社,2005.2
[11]. 黄颖为. 包装机械结构与设计[M].北京:化学工业出版社,2007.7
[12]. 赵波, 龚勉, 浦维达. UG CAD 使用教程[M].北京:清华大学出版,2002
[13]. 高德.包装机械设计 [M].北京:化学工业出版社,2005.8
[14]. 刘莜霞.包装机械 [M]. 北京:化学工业出版社,2006
[15]. 戴宏民.包装机械技术发展趋势及我国的应对 [J].轻工机械.2003,(4):I-4
[16]. 朱龙根, 黄雨华.机械系统设计 [M].北京:机械工业出版社, 2000
[17]. 张富洲.机械零件课程设计指导书 [M].西安:西北工业大学出版社, 20##
[18]. 朱张校.工程材料 [M]. 北京:清华大学出版社,2006.1
第二篇:方案论证报告0
目次
1 高方平筛及国内外的发展状况………………………………………… 3
1.1高方平筛
1.2高方平筛的发展状况
2 实习及实习认识………………………………………………………… 3
3 设计方案及主要参数的拟定…………………………………………… 4
3.1 高方平筛的工作原理
3.2 设计方案
3.3 轴承的设计计算方案
3.4 主要参数的拟定
4 论证结果………………………………………………………………… 5
5 参考资料………………………………………………………………… 5
1、高方平筛及国内外的发展状况
1.1、高方平筛
高方平筛是由平筛逐渐发展而来的,是面粉厂中主要的筛理设备。它的总体结构是有一个传动架和两个筛箱和两根横梁连结,通过吊杆把整个筛体悬吊起来工作,它的工作部件是筛箱,每个筛箱内可分隔为2、3、4、及5个仓,每仓内置多层筛格。传动机构是安装在筛体中央传动架内的偏重传动机构,偏重传动机构转动后的惯性促使筛体做平面回转运动。它的主要特点是筛理面积大、结构紧凑,即使在同样的筛理面积的情况下,高方平筛具有体积及安置占有空间最少和对筛理物分级多等优点。
1.2、高方平筛的发展状况
追溯高方平筛的发展过程,有几百年的历史,早期的平筛是手摇式的采用简单的木框结构,后来,发展到利用风力和水力作为动力,在国外,一些欧美国家在20世纪初已发展为使用蒸汽机和电力动力传动,国内对高方平筛的研发开始于二十世纪五十年代,在八十年代消化吸收了引进的西方产品后,高方平筛得到迅猛的的发展。
在国内高方平筛的发展大致经历了以下四个阶段:
(1) 第一个阶段:在外形方面模仿国外的产品,有四个木筛箱,具有很好韧性和足够的强度;但是木材的处理方式和加工的的精度较差,所以筛体的寿命很短。
(2) 第二个阶段:在设计上使用钢铁和木材混合的结构,用钢铁加固筛箱的薄弱环节,但是部件断裂和漏粉现象仍没有解决。
(3)第三个阶段:筛箱和机架都改为钢材焊接件独立电机驱动,但是由于加工工艺上存在许多缺陷。
(4)第四个阶段:经过消化吸收国外的高方平筛,研制出了更优产品。它们基本消除了部件断裂和物料串漏的问题。
与此同时,高方平筛的传动机构也进行着改进,先后经历过:主轴总轴传动、单机立轴传动、无立轴双平衡块、无立轴单平衡块的发展过程。
2、实习及实习认识
3月13号随老师们一起来到开封茂盛粮食机械有限公司,看到了在参考书上所说的实物图,磨粉机、清粉机、振动筛、高方平筛等粮食机械,对我们学习这些机械有很大的帮助,实物给我们更直观的印象,使我们对粮食加工中所使用的机械有更清楚的认识。
在成品仓库中,见到了经常用到的粮食机械,之后,我们来到具体的产品车间,认真的观察与自己毕业设计相关的产品,认真的观察了它的结构和制造方式,同时联想到自己在参考书上学到的知识,感觉不仅对产品的了解更容易些,而且对学习课本知识有更大的帮助,
这次的参观实习,我们看到产品有半成品装配到成品的过程,有下料车间把原材料制成相应的半成品,经过焊接、辊压之后,经过螺纹连接形成组件,最后由组件在装配成成品机械,例如高方平筛:下料之后,由高方平筛车间进行焊接成传动架、筛箱,传动架和传动机构经过螺栓和轴承连接,最后把传动架和传动机构与筛箱通过螺栓连接起来,再卯上压紧筛格的立柱,大致形成高方平筛的结构。
在这次实习中,我对高方平筛的机构有了更清楚地认识,使我对它的工作原理更容易理解,对我接下来的学习和毕业设计有很大的帮助,同时我对自己毕业设计课题----偏重块也有了实物性的认识。
在这次参观实习中,我收获很多,尽管在知识上是有限的,但是在以后的学习和生活上有很大的帮助,回到学校,静下心来,想了想今天的实习,学习的方式应该改变,应从过去的死记硬背的模式中脱离出来,应转变为在实践中学习,这样我们可以提高领悟和推理的能力,我感觉这些在书本上是学不到的,也让我终身受益。此时才感触到“纸上得来终觉浅,须知此事要躬行”的真正含义。
3、设计方案及主要设计参数拟定
3.1 高方平筛的工作原理
悬挂着的筛箱在传动钢架中的旋转的偏重块的离心力的作用下,做回转运到在运行至平稳状态时,偏重块因旋转而产生的离心力正好和整个筛体维持回转中所需的向心力大小相等,方向相反,偏重块产生的离心力通过主轴的轴承作用于传动钢架,进而作用于筛箱上,使筛厢作回转运动。
3.2 偏重块的优化设计的设计方案
有以上高方平筛的工作原理可知,偏重块的质量不仅与使筛体运转的激振力有关,还与轴承所受的轴向力有关。在保证同样大小的激振力的同时,对偏重块进行优化设计,减轻偏重块的质量,进而减轻轴承的轴向受力和高方平筛的总重量,节约成本。
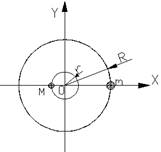
设偏重块的质量为m,其质心旋转半径为r,高方平筛的质量为M(不含偏重块的质量),高方平筛的转动半径为R,如下图1,在xoy平面内,O为旋转中心,有高方平筛的工作原理可得:
(M+m)R=mr (1)
由上式得:
R=r/(1+M/m) (2)
由(2)式可分析得出,在保证高方平筛的筛理效果不变的情况下,最好的结果是选用偏重块较大的旋转半径r和最小偏重块的质量,增大旋转半径r会增大高方平筛的体积,所以可以采用一定形状的偏重块,通过优化与偏重块质量有关的参数,获得最小的偏重块质量。
3.3 轴承的设计计算方案
通过对偏重块的优化,可得到最小的偏重块的质量m,通过对轴承的受力情况分析以及轴承的工作环境分析,进行轴承的选取、校核。
 3.4 主要参数的拟定
3.4 主要参数的拟定
主要参数拟定:仓数6个,每仓筛格数22格,主轴转速为245r/min,回转半径64mm,动力配置为4kw,总重量为3370kg,外形尺寸(长*宽*高)2410*2550*2240mm。筛箱高度1960mm。
图1
4、论证结果
(1)通过优化设计偏重块的参数,可以减轻偏重块的质量,减小主轴上轴承的轴向力,进而提高轴承的使用寿命。
(2) 减轻偏重块的质量,同时也减轻高方平筛的重量,从而减小高方平筛工作时的所需的激振力、部件的惯性力等。
5、 参考资料
[1] 阮竞兰,武文斌.粮食机械原理及应用技术[M].北京:中国轻工业出版社,2007
[2] 顾尧臣.粮食加工设备工作原理、设计和应用[M].湖北:湖北科学技术出版社,1998
[3] 刘四麟.粮食工程设计手册[M].郑州:郑州大学出版社,2002
[4] 郭祯祥.小麦加工技术[M].北京:化学工业出版社,2003
[5] 阮少兰.粮食加工基础[M].北京:中国商业出版社,1985
[6] 顾尧臣.高方平筛择优消化吸收的研究.面粉通讯[J],1990(2)
[7] 制粉设备消化吸收组.商业部制粉设备消化吸收成果总结(一)[J].面粉通讯,1991(1)
[8] 制粉设备消化吸收组.商业部制粉设备消化吸收成果总结(二)[J].面粉通讯,1992(1)
[9] 熊梦飞,窦履豫.浅议高方平筛的发展[J].面粉通讯,2005,6
[10] 邱俊伟.高方平筛在面粉生产中的应用[J].粮油加工,2006,8
[11] 夏冰.高方平筛:面粉加工中分级的主考官[J].粮油加工与食品机械,2006,7期
[12] 朱维斗,马新沛.高方平筛实验应力分析与结构和工艺的改进[J].实验力学,1994,9(3)
[13] 左传峰,鲁继领,王勇.FSFG8×24高方平筛的研制[J].西部粮油科技,1998,23(1)
[14] 顾尧臣.现代粮食加工技术[M].北京:中国轻工业出版社,2004
[15] 窦履豫.高方平筛的新发展.面粉通讯,2001(4)
[16] Anon. Juergon Moos mann Sifting Advances [J]. World grain,2004(5):45-47
[17] 雷海生.高方平筛传动轴轴承提前失效原因分析[J].粮食与饲料工业,2005, (2):12-13
[18] 胡继云,于翠萍.高方平筛停车过程的动力学分析[J],河南工业大学学报,2005,26(1):26-28
[19] 胡继云,于翠萍,殷学纲.高方平筛启动过程的动力学分析[J].郑州工程学院学报,2002,23(4):29-35
[20] 胡继云,殷学纲,于翠萍.大型惯性振动筛偏重块的优化设计.郑州工程学院学报,2002,23(3):60~62
-
方案论证报告修改版
目次1毕业设计前期准备111参观实习总结112国内外包装机的发展现状与趋势12包装机的机构组成与工作原理13执行机构的方案比较与选…
-
技术方案论证报告
四川托普集团技术文档卷号卷内编号项目名称技术方案论证报告项目承担部门撰写人签名完成日期本文档使用部门主管领导项目组客户市场维护人员…
-
方案论证报告
机电工程学院毕业设计方案论证报告学专业班级机制F080920xx年3月21日设计题目200吨树脂磨具成型压机设计目录第一章树脂磨具…
-
产品设计方案论证报告(模板)
型号名称产品设计方案论证报告拟制审核批准中国电子科技集团公司第二十四研究所年月日型号名称3号黑体产品设计方案论证报告1线路设计5号…
-
科技实践项目方案论证报告编写提纲
大学生科技实践项目论证报告编写提纲测控技术与仪器专业(试用)项目名称:参加人员:学生姓名、专业、班级、学号指导教师:教师姓名、职称…
-
科技实践项目方案论证报告编写提纲
大学生科技实践项目论证报告编写提纲测控技术与仪器专业(试用)项目名称:参加人员:学生姓名、专业、班级、学号指导教师:教师姓名、职称…
-
人才培养方案专家论证报告
人才培养方案专家论证报告加入会议的时间地点参与人员等信息经过论证认为主要问题1格式2无专家签名一培养目标明确人才培养方案任务书能力…
-
机电一体化专业人才培养方案论证报告
机电一体化专业人才培养方案论证报告一调研目的时间对象方式1调研目的了解山东省经济科技和社会发展对职业技术教育人才培养模式教学内容课…
- 专家论证报告(范本)
-
电子产品设计方案论证报告模板
XXXXXX产品设计方案论证报告拟制审核批准XXXXXXXXXXXXXXXXXXXXX有限公司年月日型号名称3号黑体设计方案论证报…