化工原理实验精馏实验报告
北 京 化 工 大 学
学生实验报告
学 院: 化学工程学院
姓 名:
学 号:
专 业: 化学工程与工艺
班 级: 化工1012班
同组人员:
课程名称: 化工原理实验
实验名称: 精馏实验
实验日期 20XX.5.15
北 京 化 工 大 学
实验五 精馏实验
摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务
①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理
在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。塔顶的回流量与采出量之比,称为回流比。回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。当然,这不符合工业实际,所以最小回流比只是一个操作限度。若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1) 总板效率E
E=N/Ne
式中 E——总板效率;N——理论板数(不包括塔釜);
Ne——实际板数。
(2)单板效率Eml
Eml=(xn-1-xn)/(xn-1-xn*)
式中 Eml——以液相浓度表示的单板效率;
xn ,xn-1——第n块板和第n-1块板的液相浓度;
xn*——与第n块板气相浓度相平衡的液相浓度。
总板效率与单板效率的数值通常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因数。当物系与板型确定后,可通过改变气液负荷达到最高板效率;对于不同的板型,可以保持相同的物系及操作条件下,测定其单板效率,以评价其性能的优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。
若改变塔釜再沸器中加热器的电压,塔内上升蒸汽量将会改变,同时,塔釜再沸器电加热器表面的温度将发生变化,其沸腾给热系数也将发生变化,从而可以得到沸腾给热系数与加热量的关系。由牛顿冷却定律,可知
Q=αA△tm
式中 Q——加热量,kw;
α——沸腾给热系数,kw/(m2*K);
A——传热面积,m2;
△tm——加热器表面与主体温度之差,℃。
若加热器的壁面温度为ts ,塔釜内液体的主体温度为tw ,则上式可改写为
Q=aA(ts-tw)
由于塔釜再沸器为直接电加热,则加热量Q为
Q=U2/R
式中 U——电加热的加热电压,V; R——电加热器的电阻,Ω。
三、装置和流程
本实验的流程如图1所示,主要有精馏塔、回流分配装置及测控系统组成。
1.精馏塔
精馏塔为筛板塔,全塔共八块塔板,塔身的结构尺寸为:塔径∮(57×3.5)mm,塔板间距80mm;溢流管截面积78.5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm。为了便于观察踏板上的汽-液接触情况,塔身设有一节玻璃视盅,在第1-6块塔板上均有液相取样口。
蒸馏釜尺寸为∮108mm×4mm×400mm.塔釜装有液位计、电加热器(1.5kw)、控温电热器(200w)、温度计接口、测压口和取样口,分别用于观测釜内液面高度,加热料液,控制电加热装置,测量塔釜温度,测量塔顶与塔釜的压差和塔釜液取样。由于本实验所取试样为塔釜液相物料,故塔釜内可视为一块理论板。塔顶冷凝器为一蛇管式换热器,换热面积为0.06m2,管外走冷却液。
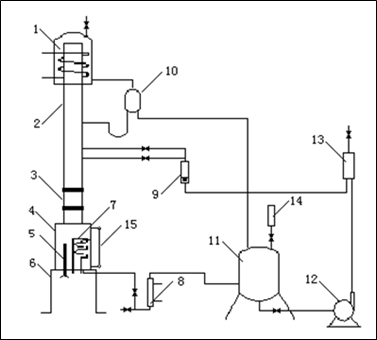
图1 精馏装置和流程示意图
1.塔顶冷凝器 2.塔身 3.视盅 4.塔釜 5.控温棒 6.支座
7.加热棒 8.塔釜液冷却器 9.转子流量计 10.回流分配器
11.原料液罐 12.原料泵 13.缓冲罐 14.加料口 15.液位计
2.回流分配装置
回流分配装置由回流分配器与控制器组成。控制器由控制仪表和电磁线圈构成。回流分配器由玻璃制成,它由一个入口管、两个出口管及引流棒组成。两个出口管分别用于回流和采出。引流棒为一根∮4mm的玻璃棒,内部装有铁芯,塔顶冷凝器中的冷凝液顺着引流棒流下,在控制器的控制下实现塔顶冷凝器的回流或采出操作。即当控制器电路接通后,电磁圈将引流棒吸起,操作处于采出状态;当控制器电路断开时,电磁线圈不工作,引流棒自然下垂,操作处于回流状态。此回流分配器可通过控制器实现手动控制,也可通过计算机实现自动控制。
3.测控系统
在本实验中,利用人工智能仪表分别测定塔顶温度、塔釜温度、塔身伴热温度、塔釜加热温度、全塔压降、加热电压、进料温度及回流比等参数,该系统的引入,不仅使实验跟更为简便、快捷,又可实现计算机在线数据采集与控制。
4.物料浓度分析
本实验所用的体系为乙醇-正丙醇,由于这两种物质的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,故可通过阿贝折光仪分析料液的折射率,从而得到浓度。这种测定方法的特点是方便快捷、操作简单,但精度稍低;若要实现高精度的测量,可利用气相色谱进行浓度分析。
混合料液的折射率与质量分数(以乙醇计)的关系如下。
 =58.9149—42.5532
=58.9149—42.5532
式中 ——料液的质量分数;
——料液的折射率(以上数据为由实验测得)。
四、操作要点
①对照流程图,先熟悉精馏过程中的流程,并搞清仪表上的按钮与各仪表相对应的设备与测控点。
②全回流操作时,在原料贮罐中配置乙醇含量20%~25%(摩尔分数)左右的乙醇-正丙醇料液,启动进料泵,向塔中供料至塔釜液面达250~300mm。
③启动塔釜加热及塔身伴热,观察塔釜、塔身t、塔顶温度及塔板上的气液接触状况(观察视镜),发现塔板上有料液时,打开塔顶冷凝器的水控制阀。
④测定全回流情况下的单板效率及全塔效率,在一定的回流量下,全回流一段时间,待该塔操作参数稳定后,即可在塔顶、塔釜及相邻两块塔板上取样,用阿贝折光仪进行分析,测取数据(重复2~3次),并记录各操作参数。
⑤实验完毕后,停止加料,关闭塔釜加热及塔身伴热,待一段时间后(视镜内无料液时),切断塔顶冷凝器及釜液冷却器的供水,切断电源,清理现场。
五、报告要求
①在直角坐标系中绘制x-y图,用图解法求出理论板数。
②求出全塔效率和单板效率。
③结合精馏操作对实验结果进行分析。
六、数据处理
(1)原始数据
①塔顶: =1.3664,
=1.3664, =1.3661;塔釜:=1.3752,=1.3752 。
=1.3661;塔釜:=1.3752,=1.3752 。
②第四块板:=1.3703,=1.3705;第五块板:=1.3708,=1.3709。
(2)数据处理
①由附录查得101.325kPa下乙醇-正丙醇 t-x-y 关系:
表1:乙醇—正丙醇平衡数据(p=101.325kPa)
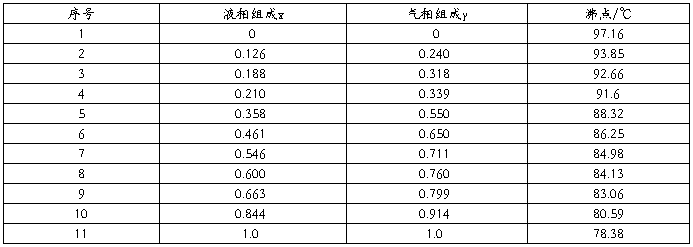
乙醇沸点:78.38℃,丙醇沸点:97.16℃。
②原始数据处理:
表2:原始数据处理

数据计算以塔顶为例:



③在直角坐标系中绘制x-y图,用图解法求出理论板数。
参见乙醇-丙醇平衡数据作出乙醇-正丙醇平衡线,全回流条件下操作线方程为y=x,具体作图如下所示(塔顶组成,塔釜组成):
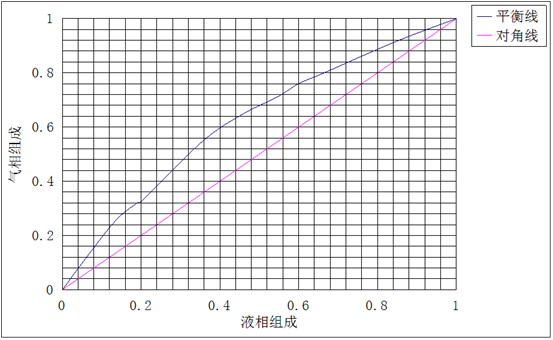
图2:乙醇—正丙醇平衡线与操作线图
④求出全塔效率和单板效率。
由图解法可知,理论塔板数为2.5块(包含塔釜),故全塔效率为

第5块板的气相浓度为 ,查图2中乙醇和正丙醇相平衡图
,查图2中乙醇和正丙醇相平衡图
,则此时,
则第5块板单板效率

七、误差分析及结果讨论
1.误差分析:
(1)实验过程误差:本次实验室,由于开始操作不当,调节的加热电压上升过快,导致塔釜内压力很大,塔底液量低于1/2,出现危险状况,且温度变化较大,很难保持在稳态,回流偏快,从而在记录数据时,很难得到稳态时的塔的浓度。故后来为正常实验,防止发生危险,于是停止加热,一段时间后,发现有大量的液相组分从塔板流下,之后全部冷凝后重新调节加热,之后塔达到了稳定状态,并记录数据。因此,本次实验所得数据,较为准确,是塔在稳态下的数据。
(2)数据处理误差:使用手绘作图法求取理论塔板数存在一定程度的误差,尤其是在求取时,直接在图上寻找对应点,误差较大。
2.结果讨论:
此次实验测得的全塔效率仅为31.25%,单板效率也仅有11.55%,效率极低。为此查阅了一些文献,从文献中得知,雾沫夹带,泄露和板上液体的返混是导致板效率降低的主要因素。 这三者都会造成板间液相的返混,不利于分离。
而本次实验室中,采用全回流使回流比为无穷大,同时为了防止之前压力过高的危险状况,于是采用了较低的加热电压。尽管保证了安全和塔板易保持稳态,但是导致了气相动力不足流率较小,气速相对于液相流量而言较小。
根据文献提供的板效率方程:
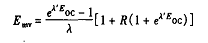 其中
其中

可以看出板效率和循环比R和液体流量成反比,与气体流量成正比。用此结论来分析本次试验条件,在流量一定的情况下,全回流循环比极大,气体流量较小,从而导致了板效率较低的实验结果。
八、思考题
①什么是全回流?全回流操作有哪些特点,在生产中有什么实际意义?如何测定全回流条件下的气液负荷?
答:1、冷凝后的液体全部回流至塔内,这称作全回流。 简单来说,就是塔顶蒸汽冷凝后全部又回到了塔中继续精馏。
2、D=0,实际生产是没有意义的,但一般生产之前精馏塔都要进行全回流操作,因为刚开始精馏时,塔顶的产品还不合格,而且让气液充分接触,使精馏塔尽快稳定、平衡。
3、要测定全回流条件下的气液负荷,利用公式 ,其中塔釜的加热电压和电阻已知,查出相变焓,则可以求出汽化量q,则有在全回流下L=V=q。
,其中塔釜的加热电压和电阻已知,查出相变焓,则可以求出汽化量q,则有在全回流下L=V=q。
②塔釜加热对精馏操作的参数有什么影响?塔釜加热量主要消耗在何处?与回流量有无关系?
答:塔釜加热,从化工节能的角度来看,消耗电能,从而能提高了推动力,提高了精馏的分离效果,对精馏有利。塔釜加热量主要消耗在气液相变上,与回流量有很大关系,一般加热电压越大,则回流量越大。
③如何判断塔的操作已达到稳定?
答:在10分钟内分别抽取塔中某段塔板上的液相组分,在阿贝折光仪上测得相差在0.0003内时,可认定塔的操作已达到稳定状态。
④当回流比Rmin时,精馏塔是否还能进行操作?如何确定精馏塔的操作回流比?
答:精馏塔还可以操作,但不能达到分离要求。理想二元组分情况下,一般取最小回流比1.1~2倍,最小回流比有进料Q线方程和平衡相图求得。
⑤冷液进料对精馏塔操作有什么影响?进料口如何确定?
答:冷热进料不利于精馏塔操作,使塔的温度压力发生变化,破坏塔的平衡,在进料时应对原料进行预热处理。
为了减小返混,进料口应在塔内组成与进料组成最接近的地方,。
⑥塔板效率受哪些因素影响?
答:混合物汽液两相的物理性质如相对挥发度等
也与精馏塔的结构有关,要有出口堰高度、液体在板上的流程长度、板间距、降液部分大小及结构,还有阀、筛孔、或泡帽的结构、排列与开孔率等。
此外和操作变量也有关系比如气速、回流比、温度及压力等。
⑦精馏塔的常压操作如何实现?如果要改为加压或减压操作,如何实现?
答:将精馏塔顶的冷凝器通大气,可实现精馏塔的常压操作。若要改为加压操作,可向塔内通入惰性气体;若要减压操作,可在塔的采出口处加一真空泵。
完成时间:20##/5/23
点评:
成绩:
-
化工原理实验精馏实验报告
北京化工大学学生实验报告学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:化工1012班同组人员:课程名称:化工原理实验实验…
-
化工原理精馏实验报告
北京化工大学实验报告课程名称化工原理实验实验日期20xx0424班级化工0801姓名王晓同组人丁大鹏王平王海玮装置型号精馏实验一摘…
-
化工原理精馏实验(最终版)
北京化工大学化工原理实验精馏实验报告院系化学工程学院专业化学工程与工艺班级化工0808指导老师曹仲义姓名李彦佳学号20xx1122…
-
化工原理 精馏实验
实验六精馏实验一实验内容1采用乙醇水物系测定精馏塔全塔效率二实验目的1了解板式精馏塔的结构及精馏流程2理论连续实际掌握精馏塔的操作…
- 化工原理实验—— 精馏塔性能实验
-
化工原理实验总结报告
化工原理实验总结报告时光匆匆流逝,转眼间,化工原理实验要结课了,两个学期共做了六个实验,每个实验都让我收益颇多,不仅加深了对化工原…
-
化工原理实验报告精馏实验
化工原理实验报告精馏实验精馏实验一目的及任务熟悉精馏的工艺流程掌握精馏实验的操作方法了解板式塔的结构观察塔板上汽液接触状况测定全回…
-
化工原理实验报告(正文)---例3吸收
南京工业大学化工原理实验报告1实验一流体流动阻力测定实验实验日期一实验目的1测定流体在圆直等径管内流动时的摩擦系数与雷诺数Re的关…
- xxxx学院化工原理实验报告
-
化工原理实验氨吸收实验报告英文版
Lab5ExperimentofAbsorptionIObjectives1Understandtheconfigurationofanabsorpt…
-
内蒙古工业大学化工原理认知实习报告
化工学院本科认识实习报告学生姓名系别专业班级实习地点化工学院实训中心指导教师高智老师二零一三年一月内蒙古工业大学化工学院认识实习报…