钢板焊接工艺试验成果报告
钢板焊接工艺试验成果报告
一、工程概述
本标段为河南省南水北调受水区焦作供水配套程施工3标(桩号8+600~14+500),主要工作内容包括 PCCP管(管径DN1400)施工铺装5900m,共有各类主要建筑物16座;穿越省道顶管2处,穿越河道倒虹吸1处,各类阀井13座等。蒋沟河倒虹吸钢筋用量47t,混凝土503m³,土方开挖量为1.6万m³,穿越河道倒虹吸工程,钢管安装共计103m,8节管道,弯头4个,总重49.4吨,安装工期为20##年6月13日~20##年6月 18日。合同投资 78.8万 。
二、试验目地、适用范围
通过本次钢板焊接工艺性试验,确定钢板氩弧焊的各项参数,确保钢板焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有钢板焊接连接制作安装施工。
三、试验依据
(1)《金属熔化焊焊接接头射线照相》(GB/3223-2005);
(2)《钢结构防火涂料通用技术条件》(GB14907-2002);
(3)《冷弯薄壁型钢结构技术规范》(GB14907-2002);
(4)《钢结构施工技术验收规范》(GB50205-2001);
(5) 《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345-1989);
(6)《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-1988);
(7)《无损检测焊缝磁粉检测》(JB/T6061-2007);
(8)《无损检测焊缝磁粉检测》(JB/T6062-2007);
(9)《钢结构超声波探伤及质量分级法》(JG/T203-2007);
(10)《钢结构防火涂料应用技术规范》(CECS24:1990);
(11)《水利水电工程压力钢管制造、安装及验收规范》(SL432-2008);
(12)招投标文件、图纸。
四、试验准备
1、人员配置
钢板焊接主要人员:技术员1名,高级焊工2名,辅助焊工3名,实验人员1名,实验协作人员1名,安全人员1名,工人6人,施工员2名,质量检测2名。
2、主要设备
⑴氩弧焊机:ZX7400两台;
⑵直流焊机ZX315一台;
⑶实板焊缝检测委托国家金属品质量监督中心/中钢集团郑州金属制品研究院材料实验室进行检测。
3、材料准备
钢板焊接施材为青龙厂家提供的压力钢板板材,材质Q235C,14Х500X600mm的钢板6块,所有材料质量证明文件齐全、清晰、完整,物理性能指标符合设计及合同、图纸要求。
4、焊接材料的使用
((1)、焊接材料符合《SL432-2008》等规范要求,焊条使用前已检查批号、合格证及外观质量状况,均合格,并严格按照使用说明书规定进行烘干;
(2)、焊接材料设专人负责保管、烘干和发放,并有记录;
(3)、烘干后的焊条保存在100-150℃恒温箱内,随用随取,焊工应备有焊条保温筒;
(4)、本标段实板接缝焊接材料采用氩弧J50焊丝;焊条采用THJ507焊条。
5、定位焊要求
(1)、钢板定位焊的质量要求及工艺措施与施焊正式焊缝相同;
(2)、一、二类焊缝定位焊由持有效合格证书的焊工承担;
(3)、定位焊缝应有一定强度,钢板厚度为14mm,长度大于500*600mm,间距1-3mm;
(4)、不允许在钢板上引弧,定位焊缝的引弧和熄弧应在坡口内进行;
(5)、熔入焊缝的定位焊缝,其焊条必须符合正式焊缝要求;
(6)、施焊前应检查定位焊质量,如有裂纹、气孔、夹渣等缺陷均应清除。
五、试验操作工艺
1、焊接流程

 钢板就位 焊缝对接 固焊 打底焊 分层焊接 焊缝无损检查 合格后下道焊缝焊接
钢板就位 焊缝对接 固焊 打底焊 分层焊接 焊缝无损检查 合格后下道焊缝焊接
2、操作方法
(1)准备工作
检查电源、焊机、试焊钢板、焊条等设备材料准备齐全,具备施焊条件。
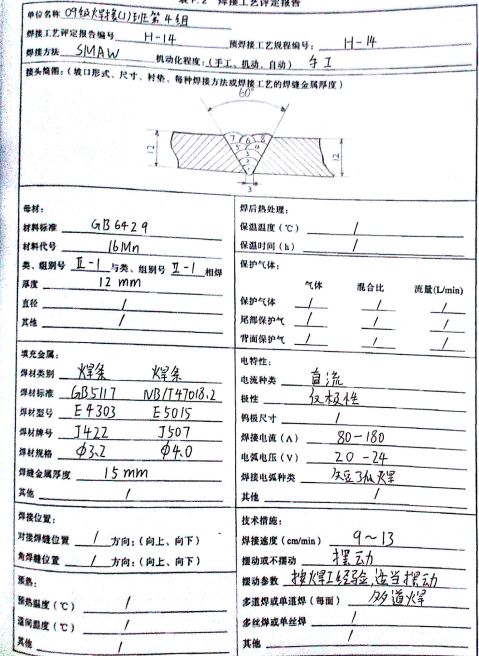
(2)选择焊接参数
本工程采用氩弧焊焊接。
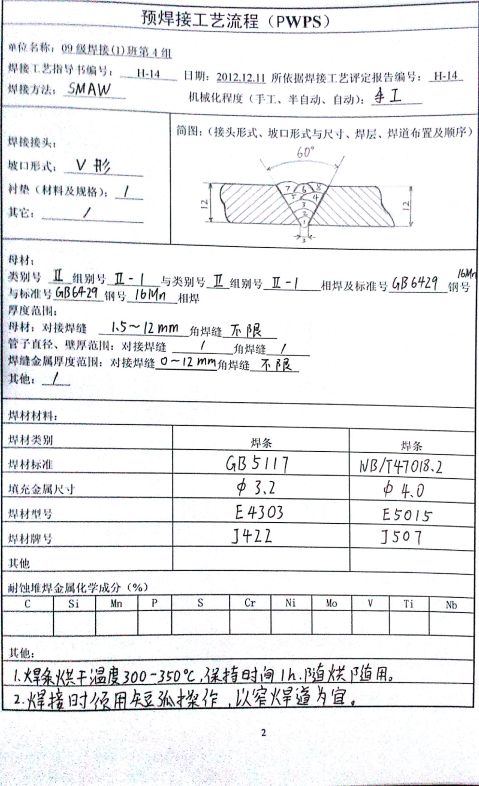
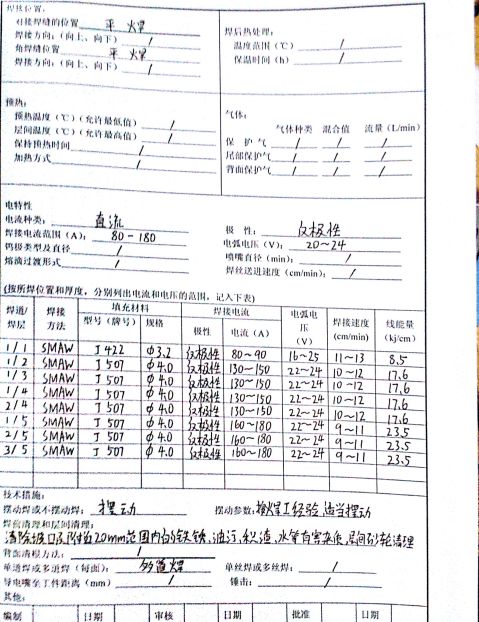
手工电弧焊焊接根据不同焊接位置,选择不同焊条直径、焊接电流进行焊接。见下表:

本工程坡口底层打底焊采用φ3.2㎜的焊条施焊,
根据不同板厚,选择不同的焊接电流与电弧、电压,焊接参数参考如下表:

(3)施焊操作
钢板焊接采用氩弧焊打底,然后分层焊接。
引弧设在形成坡口的部位,防止烧伤主板。焊接地线与钢板接触紧密。
先将钢板间用两点定位焊固定,位于两端,长度为15mm,对口间隙留2~3mm,做到两面齐平,焊前仔细检查点固焊不存在裂纹等缺陷。
施焊先在钢板坡口开始打弧,然后分层焊接,收弧时弧坑已填满,并向坡口一侧拉出灭弧。
焊完一层之后,将焊渣清除干净后,再焊第二层。
依次对6块钢板进行了焊接。
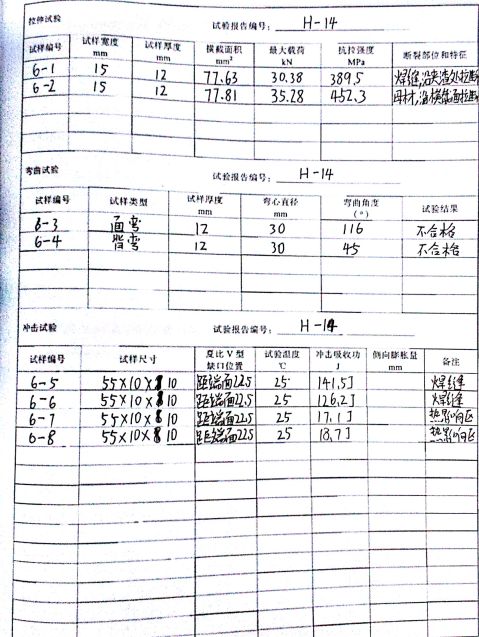
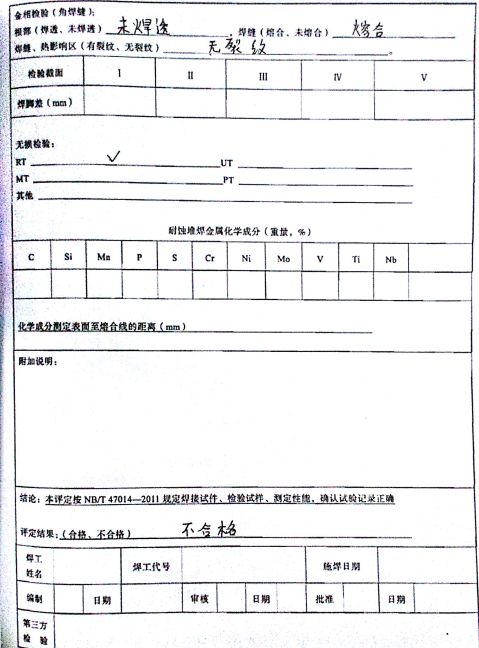
(4)质量检验
1、所有焊缝均进行了外观检查,外观质量应符合SL432-2008规范表6.4.1的规定;
2、无损探伤在焊接完24h后进行了测试;
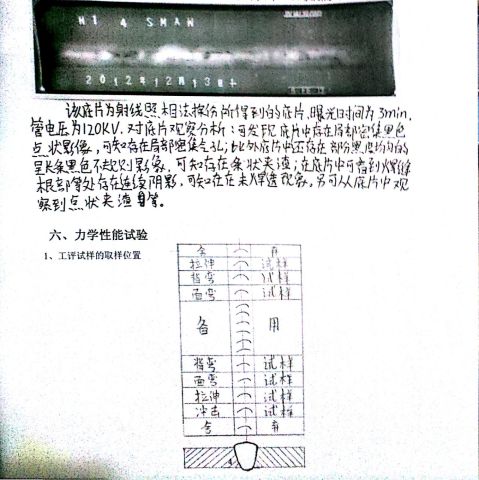
3、超声波探伤按GB11345-89《钢焊缝手工超声波探伤方法和探伤结果的分级》标准评定;一类焊缝BⅠ级合格,二类焊缝BⅡ级合格。射线探伤按GB3323-87《钢熔化焊对接接头射线照相和质量分级》标准评定,一类焊缝Ⅱ级合格,二类焊缝Ⅲ级合格。
4、检查比例
对试验钢板焊缝进行了超声波探伤100%,然后用X射线进行了复验。
六、试验结果
经实验检测均合格。
七、主要安全技术措施
1、焊机必须接地良好,不准在露天雨水的不良环境下工作。
2、焊接施工场地不能使用易燃材料搭设,现场高空作业必须佩戴安全带,焊工操作要佩戴防护用品。
3、产品保护
3.1对已焊好的钢板加以保护措施,不沾油污。
3.2注意在施工中拆乱的骨架要认真修复,保证钢板的位置正确。
3.3焊接后不得往焊完的接头浇水冷却,不得敲击钢板接头,不得在上面堆放重物,使钢板受压变形。
南水北调焦作供水配套工程
施工3标项目部
20##年6月22日
第二篇:焊接工艺试验报告册

-
工艺实验报告
贵州大学实验报告微电子工艺实验报告实验课程名称微电子工艺实验日期20xx年7月14日17日姓名刘晓志学号20xx020xx9同组人…
-
直螺纹连接工艺试验报告1
昆明绕城高速公路东南段C标直螺纹连接工艺试验报告承包人云南建工集团有限公司监理人湖南和天工程项目管理有限公司20xx年11月20日…
-
电渣压力焊工艺试验报告
中铁十九局集团有限公司南水北调中线漳古段SG14标施工项目部电渣压力焊工艺试验报告一概况石家庄市区段位于石家庄市桥西区和新华区起点…
-
焊接工艺试验报告 样本
钢筋焊接及验收规程JGJ1820xx强制性条文钢筋16电渣压力焊焊接工艺试验报告编号编制技术人员批准单位日期2表B1焊接工艺试验报…
-
电子工艺实验报告
电子工艺实习DT830B数字万用表的组装与调试实习报告课程名称实习题目专业班级二班学号10090227学生姓名张满实习成绩指导教师…
-
焊接操作实训报告1
焊接实操实训报告学院系别:机电工程学院专业班级学生学号:指导老师:?设计时间:焊接实操实训报告一、实训目的与要求:1.掌握焊接的…
-
焊接技能实训报告
焊接实训报告一、实验目的1、掌握焊条电弧焊的基本操作技术。2、掌握正确的运条方法。3、掌握单面焊双面成形技术。4、控制熔池温度观察…
-
焊接工艺实训感想
焊接工艺实训感想经历了一下午对电路板的焊,我觉得自己学到了很多东西,虽然大一的时候自己也在金工实习的时候学过电焊,但是那时的电路板…
-
钢筋焊接工艺试验总结报告
河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准审核编制中国水利水电第八工程局有限…
-
钢筋焊接工艺试验总结报告
XXX工程钢筋焊接工艺性试验总结报告批准审核编制XXX项目部二零一三年十二月1目录一工程概况3二试验目的适用范围3三试验依据3四施…
-
钢结构检测报告
受控编号SJZBG02报告编号20xxMGJG001钢结构检测报告工程名称检测类别委托检测委托单位天津标信检测技术发展技术有限公司…