ЛњаЕЪжжЦзїзмНс
ЯТдиЮФЕЕ ЪеВи
здЖЏАсдЫЛњаЕЪжЕФPLCПижЦЯЕЭГЕФЩшМЦ БЯвЕТлЮФЩшМЦ
бзЛЦжАвЕММЪѕбЇдК
БЯ вЕ Тл ЮФ
ае Ућ:
бЇ КХЃК
Лњ Еч ЯЕ ЯЕ (дК ): дК зЈ Ьт вЕ: ЛњЕчвЛЬхЛЏ ФП : здЖЏАсдЫЛњаЕЪжЕФ PLC ПижЦЯЕЭГЕФЩшМЦ жИЕМепЃК жИЕМепЃК ЦРдФепЃК ЦРдФепЃК 2011 Фъ 06 дТ бз ЛЦ жА вЕ ММ Ъѕ бЇ дКзд ЖЏ Ас дЫ Лњ аЕ Ъж ЕФ PLC Пи жЦ ЯЕ ЭГ ЕФ Щш МЦ еЊ вЊ Ыц зХ ЙЄ вЕ зд ЖЏ ЛЏ ЕФ Це МА КЭ ЗЂ еЙ ЃЌПи жЦ Цї ЕФ аш Чѓ СП ж№ Фъ ді Дѓ ЃЌАс дЫ Лњ аЕ Ъж ЕФ гІ гУ вВ ж№ НЅ Це МА ЃЌжї вЊ дк Цћ ГЕ ЃЌЕч зг ЃЌЛњ аЕ Мг ЙЄ ЁЂЪГ ЦЗЁЂ вЉЕШСьгђЕФЩњВњСїЫЎЯпЛђЛѕЮязАаЖЕїдЫ, ПЩвдИќКУЕиНкдМ вН Фм дД КЭ Ьс Ип дЫ Ъф Щш БИ Лђ Вњ ЦЗ ЕФ аЇ ТЪ ЃЌвд НЕ ЕЭ ЦфЫћ Ас дЫ ЗН ЪН ЕФ Яо жЦ КЭВЛзуЃЌТњзуЯжДњОМУЗЂеЙЕФвЊЧѓЁЃ БОЛњаЕЪжЕФЛњаЕНсЙЙжївЊАќРЈгЩСНИіЕчДХЗЇПижЦЕФвКбЙИжРД ЪЕ Яж Лњ аЕ Ъж ЕФ ЩЯ Щ§ ЯТ НЕ дЫ ЖЏ МА Ма Нє ЙЄ Мў ЕФ ЖЏ зї ЃЌСН Иі зЊ Ый ВЛ ЭЌ ЕФ Еч ЖЏ Лњ Зж Б№ ЭЈ Й§ СН Яп ШІ Пи жЦ Еч ЖЏ Лњ ЕФ е§ ЗД зЊ ЃЌДг Жј ЪЕ Яж аЁ ГЕ ЕФ Пь Нј ЁЂТ§ Нј ЁЂПь ЭЫ ЁЂТ§ ЭЫ ЕФ дЫ ЖЏ дЫ ЖЏ ЃЛЦф ЖЏ зї зЊ ЛЛ ПП Щш жУ дк Иї Иі ВЛ ЭЌ ВП ЮЛ ЕФ аа ГЬ ПЊ Йи (SQ1---SQ9)Вњ Щњ ЕФ ЭЈ ЖЯ аХ КХ ДЋ Ъф ЕН PLC Пи жЦ Цї ЃЌЭЈ Й§ P L C Фк ВП ГЬ ађ Ъф Гі ВЛ ЭЌ ЕФ аХ КХ ЃЌДг Жј Ч§ ЖЏ Эт ВП Яп ШІ РД Пи жЦЕчЖЏЛњЛђЕчДХЗЇВњЩњВЛЭЌЕФЖЏзїЃЌПЩЪЕЯжЛњаЕЪжЕФОЋШЗЖЈЮЛЃЛ Цф ЖЏ зї Й§ ГЬ Аќ РЈ ЃКЯТ НЕ ЁЂМа Нє ЁЂЩЯ Щ§ ЁЂТ§ Нј ЁЂПь Нј ЁЂТ§ Нј ЁЂбг ЪБ ЁЂ ЯТ НЕ ЁЂЗХ ЫЩ ЁЂЩЯ Щ§ ЁЂТ§ ЭЫ ЁЂПь ЭЫ ЁЂТ§ ЭЫ ЃЛЦф Вй зї ЗН ЪН Аќ РЈ ЃКЛи д ЮЛ ЁЂЪж ЖЏ ЁЂЕЅ ВН ЁЂЕЅ жм Цк ЁЂСЌ ај ЃЛРД Тњ зу Щњ Вњ жа ЕФ Иї жж Вй зї вЊ Чѓ ЁЃ 2 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК ФП
Ек1еТ ЧА бд 1.1 ЩшМЦгХЕу 1.2 ЩшМЦЕФвЛАуВНжш ТМ 4 4 Ек2еТ ЛњаЕЪжЩшМЦМђНщ 5 6 2.1 ЩшБИЕФПижЦвЊЧѓ 2.2 зАжУМђНщ Ек3еТ АсдЫЛњаЕЪжгВМўЯЕЭГЩшМЦ 8 8 9 3.1 ЛњаЕЪжЕФНсЙЙ 3.2 ЕчЦјПижЦЕФЩшМЦ 3.3 ВйзїУцАхМАЖЏзїЫЕУї Ек4еТ ЛњаЕЪжЕФ PLC ПижЦ 10 10 11 12 12 13 14 15 17 4.1 ПижЦЬиЕу 4.2 ЯЕЭГПижЦЪОвтЭМ 4.3 ЪфШыКЭЪфГіЕуЗжХфБэМАдРэНгЯпЭМ 4.4 ВйзїЯЕЭГ 4.5 ЛидЮЛГЬађ 4.6 ЪжЖЏЕЅВНВйзїГЬађ 4.7 здЖЏВйзїГЬађ 4.8 ЛњаЕБлДЋЫЭЯЕЭГЬнаЮЭМ
4.9 жИСюгяОфБэ 3 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКЕк 1 еТ ЧА бд ЛњаЕЪжЪЧЙЄвЕЩњВњжаГЃгУЕФЛњаЕЩшБИ, ЪЧЯжДњЦѓвЕКЭНЈжў ЙЄЕиВЛПЩШБЩйЕФдЫЪфЙЄОп, ЫќЕФЖЏзїгЩЯргІЕФПижЦЯЕЭГПижЦЃЌ Шч ВЩ гУ ДЋ ЭГ ЕФ МЬ Еч Нг ДЅ Пи жЦ ,гЩ гк Лњ аЕ ДЅ Еу Жр , Нг Яп ИД дг , вђ Жј Пи жЦ зА жУ Ьх Л§ Км Дѓ ,ВЂ Чв ЙЪ еЯ ТЪ Ип , ПЩ ПП ад Вю , ЖЏ зї ОЋ ШЗ ЖШ ЕЭ ЁЃ ЖјПЩБрГЬПижЦЦїЪЧвджабыДІРэЦїЮЊКЫаФ, злКЯСЫМЦЫуЛњКЭздЖЏ Пи жЦ ЕШ ЯШ Нј ММ Ъѕ , Оп га ПЩ ПП ад Ип ЁЂЙІ Фм Эъ ЩЦ ЁЂзщ КЯ Сщ Лю ЁЂБр ГЬ Мђ ЕЅ ЁЂЙІ КФ ЕЭ ЕШ гХ Еу ЃЌвб ГЩ
ЮЊ ФП ЧА дк Лњ аЕ Ъж Пи жЦ ЯЕ ЭГ жа ЪЙ гУ зю Жр ЕФ Пи жЦ ЗН ЪН ЁЃP L C Оп га ЭЈ гУ ад ЧП ЁЂЪЙ гУ ЗН Бу ЁЂЪЪ гІ Уц Йу ЁЂПЩ ПП ад Ип ЁЂ ПЙ ИЩ ШХ Фм СІ ЧП ЁЂБр ГЬ Мђ ЕЅ ЕШ Ьи Еу ЁЃЫќ ЕФ ЪЙ гУ Дѓ Дѓ НЕ ЕЭ СЫ ЙЄ ШЫ ЕФ РЭ ЖЏ ЧП ЖШ ЃЌ Ьс Ип СЫ ЙЄ зї аЇ ТЪ ЁЃ PLC дк ЙЄ вЕ зд ЖЏ ЛЏ Пи жЦ Ьи Б№ ЪЧ ЫГ ађ Пи жЦжаЕФЕиЮЛЗЧГЃживЊЃЁ БОЩшМЦжївЊбаОПФкШнЃК вЊЧѓгаСНжжЙЄзїЗНЪНЃКЕуЖЏКЭздЖЏ Вй зї ЃЛЕу ЖЏ Вй зї ЪБ ЃЌгУ АД ХЅ ЕЅ ЖР Вй зї Лњ аЕ ЩЯ Щ§ Лђ ЯТ НЕ ЃЌгв вЦ Лђ зѓ вЦЃЌМаНєЛђЗХЫЩЃЛздЖЏВйзїЪБЃЌАДЯТЦ№ЖЏАДХЅЃЌЛњаЕДгЁАдЕуЁБ ПЊЪМЙЄзїЃЌздЖЏЭъГЩвЛИіЙЄзїбЛЗЙ§ГЬЃЌМДНЋЙЄМўМаНєКѓЃЌДг A ЕувЦЖЏЕН B ЕуЗХЯТЙЄМўЃЌШЛКѓЗЕЛиЁАдЕуЁБЕШД§ЯТвЛДЮВйзїЁЃ 1.1 Щш МЦ ЕФ гХ Еу гУПЩБрГЬПижЦЦїЃЌОпгаЭЖзЪЪЁЁЂМћаЇПьЕФЬиЕуЁЃвђЮЊЪЙгУ PLC Пи жЦ Лњ ДВ Еч Цј ЯЕ ЭГ Кѓ ЃЌ ПЩ ШЅ Еє СЫ Лњ аЕ Ъж ЕФ жа Мф МЬ Еч Цї ЁЂ ЪБ Мф МЬ Еч Цї ЁЂ ЫГ ађ Пи жЦ Жў МЋ Йм МА Еч зш ЃЌ ЪЙ Яп ТЗ Мђ ЛЏ ЁЃ ЭЌ ЪБ ЃЌ гЩ гк PLC ЕФ Ип ПЩ ПП ад ЃЌЪф Шы ЃЏ Ъф Гі ВП Зж ЛЙ Оп га аХ КХ жИ ЪО ЃЌет ВЛ Ні ЪЙ Еч Цј ЙЪ еЯ ДЮ Ъ§ Дѓ Дѓ Мѕ Щй ЃЌЖј Чв ЛЙ Фм Иј зМ ШЗ Ха ЖЯ Еч Цї ЙЪ еЯ ЕФ ЗЂ Щњ ВП ЮЛ Ьс ЙЉ СЫКмДѓЕФЗНБуЁЃ Тл ЮФ Дг P L C бЁ аЭ ПЊ ЪМ Нщ Щм ЃЌВЂ АД ее Щш МЦ ЕФ ШЋ Й§ ГЬ ж№ ДЮ ЕФ Нщ Щм СЫ ЯЕ ЭГ зЪ дД Хф жУ ЁЂПи жЦ ЯЕ ЭГ ГЬ ађ Щш МЦ МЏ Еї Ъд ЕФ ЗН ЗЈ ЁЂзд ЖЏ Вй зї ЯЕ ЭГ Сї ГЬ ЭМ ЁЂзм ГЬ ађ Нс ЙЙ Пђ ЭМ ЁЂдД ГЬ ађ ЁЂГЬ ађ Чх ЕЅ ЁЂЬн аЮ ЭМ ЁЂЕч Цј дРэЭМЁЃ 1.2 Щш МЦ ЕФ вЛ Ау ВН жш ЃЈ 1 ЃЉЯШ вЊ ШЋ Уц ЕФ СЫ Нт БЛ Пи Жд Яѓ ЕФ Лњ ЙЙ ЁЂдЫ аа Й§ ГЬ ЕШ ЃЌВЂ Уї ШЗЖЏзїТпМЙиЯЕЃЛ Иљ Он ЯЕ ЭГ ЕФ ЙІ Фм вЊ Чѓ бЁ дё PLC ЕФ аЭ КХ МА Иї жж ИН Мг ЕФ Хф жУ ЃЌ ВЂгаЙцдђЃЌгаФПЕФЗжХфЪфШыЪфГіЕуЃЛ 4 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКЃЈ 2 ЃЉИљ Он Пи жЦ МА Сї ГЬ вЊ Чѓ ЃЌЖд гІ Ъф Шы Ъф Гі ПЊ ЗЂ Яр гІ ЕФ гІ гУ ГЬ ађ ЃЛ ЭЌ ЪБ СЌ Нг PLC гы Эт ВП Щш БИ ЕФ СЌ Яп ЃЛ ЃЈ 3 ЃЉНЋ Бр жЦ Эъ ГЩ ЕФ ГЬ ађ аД Шы P L C жа ЃЌФЃ Фт ЙЄ Пі дЫ аа ЃЌНј аа ЕїЪдМАаоИФЃЛдкФЃФтГЩЙІКѓЃЌНгШыЯжГЁЪЕМЪПижЦЯЕЭГжаНјаадй ДЮЕїЪдЃЌжБжСЭъШЋЭЈЙ§ЮЊжЙЁЃ Ек 2 еТ ЛњаЕЪжЩшМЦМђНщУПЩшМЦЖМвЊЗжЮіБЛПиЖдЯѓВЂЬсГіПижЦвЊЧѓЃК 1 . Яъ ЯИ Зж Юі БЛ Пи Жд Яѓ ЕФ ЙЄ ве Й§ ГЬ МА ЙЄ зї Ьи Еу ЃЌСЫ Нт БЛ Пи Жд Яѓ Лњ ЁЂЕч ЁЂвК жЎ Мф ЕФ Хф КЯ ЃЌЬс Гі БЛ Пи Жд Яѓ Жд PLC Пи жЦ ЯЕ ЭГ ЕФ Пи жЦ вЊ ЧѓЃЌШЗЖЈПижЦЗНАИЃЌФтЖЈЩшМЦШЮЮёЪщЁЃ ШЗЖЈЪфШыЃЏЪфГіЩшБИ 2. Иљ Он ЯЕ ЭГ ЕФ Пи жЦ вЊ Чѓ ЃЌ ШЗ ЖЈ ЯЕ ЭГ Ыљ аш ЕФ ШЋ ВП Ъф Шы Щш БИ ЃЈ Шч ЃКАД ХІ ЁЂЮЛ жУ ПЊ Йи ЁЂзЊ ЛЛ ПЊ Йи МА Иї жж ДЋ Иа Цї ЕШ ЃЉКЭ Ъф Гі Щш БИ ЃЈ Шч ЃКНг ДЅ Цї ЁЂЕч ДХ ЗЇ ЁЂаХ КХ жИ ЪО ЕЦ МА Цф Ыќ жД аа Цї ЕШ ЃЉЃЌДг Жј ШЗ ЖЈ гы PLC га Йи ЕФ Ъф Шы /Ъф Гі Щш БИ ЃЌ вд ШЗ ЖЈ PLC ЕФ I/O Еу Ъ§ ЁЃ 2.1 Щш БИ ЕФ Пи жЦ вЊ Чѓ ЩшБИгІОпгаЁАе§ГЃдЫзЊЁБКЭЁАЧПжЦЭЃжЙЁБ ПижЦЯЕЭГЩш ЁЃ га Ъж ЖЏ ЁЂЕЅ жм Цк ЁЂЕЅ ВН КЭ СЌ ај 4 жж ЙЄ зї ЗН ЪН ЃЌЛњ аЕ Ъж дк зю ЩЯ Уц КЭ зѓ Бп Чв ЗХ ЫЩ ЪБ ЃЌГЩ ЮЊ ЯЕ ЭГ ДІ гк д Еу зД ЬЌ Лђ Гѕ ЪМ зД ЬЌ ЁЃЛњ аЕ Ъж зд ЖЏ Пи жЦ ЫГ ађ ЙІ Фм ЭМ Мћ ЭМ 2-1ЃЌ Лњ аЕ Ъж ЕФ дЫ ЖЏ Й§ ГЬ жї вЊ га
АЫ Иі ЖЏ зї МД ЮЊЃК дЕуЁњЯТНЕЁњМаНєЁњЩЯЩ§ЁњгввЦ Ёќ Ё§ зѓвЦЁћЩЯЩ§ЁћЗХЫЩЁћЯТНЕ ЭМ 2-1 ЛњаЕЪжЕФздЖЏПижЦЫГађЙІФм ЪжЖЏВйзїЪБгЩАДХЅВйзїЖдЛњаЕЪжЕФУПвЛжждЫЖЏЕЅЖРНјаа Пи жЦ ЃЌдк ЕЅ ВН Вй зї ЗН ЪН ЯТ ЃЌДг Гѕ ЪМ ВН ПЊ ЪМ ЃЌАД ЯТ Цє ЖЏ АД ХЅ X0 Кѓ ЃЌ ЯЕЭГзЊЛЛЕНЯТвЛВНЃЌ ГЩИУВНЕФШЮЮёКѓЃЌ ЖЏЭЃжЙЙЄзїВЂдкИУВНЃЌ Эъ зд дй АД вЛ ЯТ Цє ЖЏ АД ХЅ ЃЌгж Эљ ЧА зп вЛ ВН ЁЃШч бЁ дё ЕЅ жм Цк ЙЄ зї ЗН ЪН ЃЌАД ЯТ Цє ЖЏ АД ХЅ Кѓ ЃЌДг Гѕ ЪМ ВН ПЊ
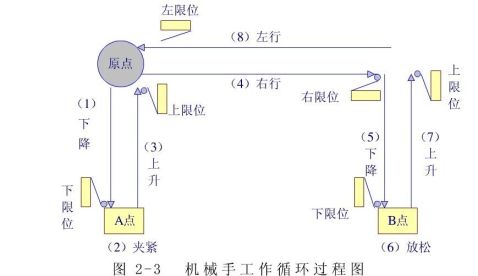
ЪМ ЃЌЛњ аЕ Ъж АД ЫГ ађ ЙІ Фм ЭМЃЈ Мћ ЭМ 2 - 2 ЃЉ ЕФЙцЖЈЭъГЩвЛИіжмЦкЕФЙЄзїКѓЃЌЗЕЛиВЂЭЃСєдкГѕЪМВНЁЃ 5 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКдЕуЁњЯТНЕЁњМаНєЁњЩЯЩ§ЁњгввЦ Ё§ зѓвЦЁћЩЯЩ§ЁћЗХЫЩЁћЯТНЕ ЭМ 2-2 ЛњаЕЪжЕФЕЅжмЦкПижЦЫГађЙІФм бЁдёСЌајЙЄзїЗНЪНЪБЃЌдкГѕЪМзДЬЌАДЯТЦєЖЏАДХЅКѓЛњаЕЪжДг ГѕЪМВНПЊЪМвЛИіжмЦквЛИіжмЦкЕиЗДИДСЌајЙЄзїЃЌАДЯТЭЃжЙАДХЅЃЌ ВЂ ВЛ Тэ ЩЯ ЭЃ жЙ ЙЄ зї ЃЌЭъ ГЩ зю Кѓ вЛ Иі жм Цк ЕФ ЙЄ зї Кѓ ЃЌЯЕ ЭГ ВХ ЗЕ Ли ВЂ ЭЃ Сє дк Гѕ ЪМ ВН ЁЃдк бЁ дё ЕЅ жм Цк ЁЂСЌ ај КЭ ЕЅ ВН ЙЄ зї ЗН ЪН жЎ ЧА ЃЌЯЕ ЭГ гІ ДІ гк д Еу зД ЬЌ ЁЃШч ВЛ Тњ зу ет вЛ Ьѕ Мў ЃЌПЩ бЁ дё д Еу ЙЄ зї ЗН ЪН ЃЌШЛ КѓАДЛидЕуЦєЖЏАДХЅЃЌЪЙЯЕЭГздЖЏЗЕЛидЕузДЬЌЁЃ дкСЌајЙЄзїЗНЪНЯТЩшжУСНжжЭЃГЕзДЬЌЃК е§ГЃЭЃГЕЃКдке§ГЃЙЄзїзДЬЌЯТЕФЭЃГЕЁЃАДЯТЭЃГЕАДХЅЃЌЛњаЕ ЪжЭъГЩзюКѓвЛИіжмЦкЕФЙЄзїКѓЃЌЗЕЛидЕуздЖЏЭЃГЕЁЃ НєМБЭЃГЕЃКдкЗЂЩњЙЪеЯЛђНєМБзДЬЌЪБЕФЭЃГЕЁЃАДЯТНєМБЭЃГЕ АД ХЅ ЃЌЛњ аЕ Ъж ЭЃ жЙ дк ЕБ ЧА жД аа зД ЬЌ ЁЃЕБ ЙЪ еЯ ХХ Г§ Кѓ ЃЌаш Ъж ЖЏ Ли д ЕуЁЃ 2.2 зА жУ Мђ Нщ ВЮ ее ЭМ 1 Лњ аЕ Ъж Нс ЙЙ ЭМ ЃЌЛњ аЕ Ъж дк СЌ ај ЙЄ зї ЗН ЪН ЯТ ЃЌЛњ аЕ Ъж АД ЯТ Ъі ЫГ ађ жм Жј ИД ЪМ Еи Ас Юя ЃК Шч ЭМ 2-3ЃЉ ЃЈ 1ЃЉ д ЮЛ зД ЬЌ ЯТ ЃЈ Лњ аЕ Ъж дк зѓ ЁЂ ЩЯ Яо ЮЛ жУ ЃЉ АД Цє ЖЏ АД ХЅ ЃЌ Лњ ЃЌ аЕЪжПЊЪМЯТНЕЁЃ 2 ЃЉЯТ НЕ ЕН ЯТ Яо ЮЛ аа ГЬ ПЊ Йи ЖЏ зї ЃЌЯТ НЕ Нс Ъј ЃЌЛњ аЕ Ъж ПЊ ЪМ Ма Нє ЁЃ 3 ЃЉЛњ аЕ Ъж Ма Нє ЙЄ Мў ЃЌжБ ЕН МЦ ЪБ Цї МЦ ЪБ ЪБ Мф ЕН ЃЌЩЯ Щ§ дЫ ЖЏ ПЊ ЪМ ЁЃ 4 ЃЉЩЯ Щ§ ЕН ЩЯ Яо аа ГЬ ПЊ Йи Ъм бЙ ЖЏ зї ЃЌЩЯ Щ§ дЫ ЖЏ Нс Ъј ЃЌЛњ аЕ Ъж ПЊ ЪМгввЦЁЃ 5 ЃЉгв вЦ ЕН гв Яо аа ГЬ ПЊ Йи Ъм бЙ ЖЏ зї ЃЌгв вЦ дЫ ЖЏ Нс Ъј ЃЌЕШ Д§ ЙЄ Мў МьВтаХКХЁЃ 6ЃЉ Д§ Юо ЙЄ Мў аХ КХ ЕН РД ЃЌ Лњ аЕ Ъж ПЊ ЪМ ЯТ НЕ ЁЃ 7 ЃЉЯТ НЕ ЕН ЯТ Яо аа ГЬ ПЊ Йи Ъм бЙ ЖЏ зї ЃЌЯТ НЕ дЫ ЖЏ Нс Ъј ЃЌЛњ аЕ Ъж ПЊ ЪМЗХЫЩЁЃ 8 ЃЉЛњ аЕ Ъж ЗХ ЫЩ ЙЄ Мў ЃЌжБ ЕН МЦ ЪБ Цї МЦ ЪБ ЪБ Мф ЕН ЃЌЩЯ Щ§ дЫ ЖЏ ПЊ ЪМ ЁЃ 6 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 9 ЃЉЩЯ Щ§ ЕН ЩЯ Яо аа ГЬ ПЊ Йи Ъм бЙ ЖЏ зї ЃЌЩЯ Щ§ дЫ ЖЏ Нс Ъј ЃЌЛњ аЕ Ъж ПЊ ЪМ зѓ вЦ ЁЃзѓ вЦ ЕН зѓ Яо аа ГЬ ПЊ Йи Ъм бЙ ЖЏ зї ЃЌзѓ Яо дЫ ЖЏ Нс Ъј ЃЌЛњ аЕ Ъж ЛиЕНдЪМзДЬЌЃЌвЛИіЙЄзїбЛЗЭъБЯЁЃзѓзѓзѓ ЃЈ8ЃЉзѓзѓ дд ЃЈ4ЃЉгвзѓ ЃЈ1ЃЉ ЯТ НЕ ЃЈ3ЃЉ ЩЯ Щ§ ЃЈ5ЃЉ ЯТ НЕ ЯТзѓзѓ ЃЈ7ЃЉ ЩЯ Щ§ ЩЯзѓзѓ гвзѓзѓ ЩЯ зѓ зѓ ЯТ зѓ зѓ AдЃЈ2ЃЉМаМа BдЃЈ6ЃЉЗХЗХ ЭМ 2-3 ЛњаЕЪжЙЄзїбЛЗЙ§ГЬЭМ ЛњаЕЪжЕФЩЯЩ§КЭЯТНЕЁЂзѓааКЭгваагЩВЛЭЌМЬЕчЦїРДПижЦВЛЭЌ ЕчЛњЕФе§ЗДзЊРДЪЕЯжЃЌМаНєКЭЗХЫЩгЩЖўЮЛЫФЭЈЕФЕчДХЗЇПижЦЕФЁЃ Цј Из ВЩ гУ QGBЁЊ Q ЯЕ Са ЃЌ Ъє зд БЃ Гж ЪН ЫЋ Еч Пи ЗЇ Цј Из ЃЌ ЙЄ зї бЙ СІ ЮЊ 0.15~0.8MpaЃЌ Цф Еч ДХ ЛЛ Яђ ЗЇ га МЧ вф ЙІ Фм ЃЌ ЕБ Ча ЖЯ Еч аХ КХ ЪБ ЃЌ ЗЇ ЮЛ ВЛ Бф ЃЌЦј Из Лю Шћ ЮЛ жУ БЃ Гж ВЛ Бф ЃЌЯЕ ЭГ ВЛ Ъм ЭЛ ШЛ ЖЯ Еч ЕФ ИЩ ШХ ЁЃЭМ 2-4 ЮЊ Лњ аЕ Ъж ЪО вт ЭМ ЃЌ Лњ аЕ Ъж ЕФ ШЮ Юё ЪЧ НЋ A ЙЄ зї ЬЈ ЩЯ ЕФ ЙЄ Мў Ас ЕН B ЙЄзїЬЈ зѓзѓ гвзѓ ЩЯзѓ ЯТзѓ МаМа ЗХЗХ ЙЄЙЄ ЙЄЙЄЙЄЙЄ AдЭМ 2-4 ЛњаЕЪжНсЙЙЭМ Bд 7 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК ЕкШ§еТ АсдЫЛњаЕЪжгВМўЯЕЭГЩшМЦ гВМўЯЕЭГЩшМЦАќРЈЛњаЕВПЗжКЭЕчЦјПижЦВПЗжЕФЩшМЦЁЃ 3.1 Лњ аЕ Ъж ЕФ Нс ЙЙ Щш МЦ Цф Нс ЙЙ Шч ЭМ 3ЁЊ 1 Ыљ ЪО SQ4 SQ3 SQ2 B YA2 YA3 SQ6 SQ7 SQ8 SQ9 A SQ1 YA1 ЭМ 3ЁЊ 1 Лњ аЕ Ъж ЕФ Нс ЙЙ ЪО вт
ЭМ ЭМ жа Щш жУ 9 Иі аа ГЬ ПЊ Йи SQ1ЁЊ SQ9 гУ гк Мь Вт ЙЄ Мў ЁЂ аЁ ГЕ ЁЂ Лњ аЕ ЪжЕФЮЛжУМАЛњаЕЪжМаЧЏЕФМаНєЁЂЗХЫЩзДЬЌЃЌВЂЖдЯЕЭГЪЕЪЉПижЦЁЃ Цф жа SQ1 ЮЊ ЙЄ Мў ЪЧ Зё ЕН ЮЛ ЕФ Мь Вт ПЊ Йи ЃЛ Q2 ЮЊ аЁ ГЕ д ЮЛ Мь Вт ПЊ Йи ЃЛ S SQ3ЁЂ SQ4 Зж Б№ ЮЊ Лњ аЕ Ъж ЯТ НЕ ЩЯ Щ§ ЪЧ Зё ЕН ЮЛ Мь Вт ПЊ Йи ЃЛ SQ5ЁЂ SQ6 Зж Б№ ЮЊ Лњ аЕ Ъж Ма Нє ЗХ ЫЩ Мь Вт ПЊ Йи ЃЛ SQ7ЁЂ SQ8 Зж Б№ ЮЊ аЁ ГЕ Ый ЖШ зЊ ЛЛ ПЊ Йи ЃЛ SQ9 ЮЊ аЁ ГЕ дЫ ЖЏ ЭЃ жЙ ПЊ Йи ЁЃ 3.2 Еч Цј Пи жЦ ЕФ Щш МЦ Аќ РЈ жї Еч ТЗ КЭ Пи жЦ Еч ТЗ ЕФ Щш МЦ ЁЃжї Еч ТЗ гЩ СН ЬЈ Еч ЖЏ Лњ ЃЌМД Т§ Ый Еч Лњ КЭ Пь Ый Еч Лњ ЃЌЗж Б№ ЭЯ ЖЏ аЁ ГЕ Т§ аа КЭ Пь аа ЃЌЦф Пи жЦ Шч ЯТ ЃКТ§ Ый Еч ЖЏ Лњ M 1 гЩ Нг ДЅ Цї K M 1 ЁЂK M 2 Зж Б№ Пи жЦ Цф е§ ДЋ КЭ ЗД зЊ ЃЛПь Ый Еч ЖЏ Лњ M2 гЩ Нг ДЅ Цї KM3 КЭ KM4 Зж Б№ Пи жЦ Цф е§ ДЋ КЭ ЗД зЊ ЁЃ Лњ аЕ Ъж ЕФ Ма Нє ЗХЫЩЖЏзїЪЧгЩвЛЕЅЕчСНЮЛЫФЭЈЕчДХЗЇПижЦЕФвЛИівКбЙИзЭъГЩЕФЃЌ дк ЭЈ Еч Чщ Пі ЯТ ЃЌЛњ аЕ Ъж ЫЩ ПЊ ЃЌЕУ Еч ЪБ ЫЩ ПЊ ЃЌПЩ вд ЗР жЙ дк Щш БИ дЫ аа Й§ГЬжаЭЛШЛЖЯЕчЕМжТЕФЛњаЕЪжЫЩПЊЃЌЙЄМўЭбТфЕФЧщПіЗЂЩњЁЃ 3.3 Вй зї Уц Ах МА ЖЏ зї ЫЕ Уї Иљ Он Пи жЦ КЭ Щњ Вњ ЙЄ ве ЕФ вЊ Чѓ ЃЌПи жЦ Вй зї Аќ РЈ Ъж ЖЏ КЭ зд ЖЏ ЃЌЪж ЖЏ гж Аќ РЈ Ъж ЖЏ ВН Нј ЁЂЛи д ЮЛ Вй зї ЃЌзд ЖЏ Пи жЦ Аќ РЈ ЕЅ ВН ЁЂЕЅ жм Цк ЁЂСЌ 8 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКај ЕФ Вй зї ЁЃЙЪ Вй зї ЗН ЪН бЁ дё ПЊ Йи Щш жУ га Юх Иі ЕЕ ЮЛ ЁЃЪж ЖЏ ЙЄ зї ЗН ЪН ЯТ ЃЌЪж ЖЏ ЖЏ зї Аќ РЈ ЩЯ Щ§ ЁЂЯТ НЕ ЁЂЗХ ЫЩ ЁЂПь Нј ЁЂТ§ Нј ЁЂПь ЭЫ ЁЂТ§ ЭЫ КЭ ИД ЮЛ ЃЌЙЪ Щш жУ Сљ Иі ЖЏ зї ПД Йй АД ХЅ ЁЃИї Иі ЖЏ зї Нј аа ЕФ ЭЌ ЪБ Ољ Щш га ЖЏзїжИЪОЕЦЁЃСэЭтЩшгаЦєЖЏЭЃжЙАДХЅЁЃ Цф Вй зї Уц Ах Шч ЭМ 3ЁЊ 2 Ыљ ЪО ЃКЕЅВН ЦєЖЏ ЛидЮЛ ЕЅжмЦк ЪжЖЏ ЭЃжЙ СЌај дЮЛжИЪО ЩЯЩ§ ЯТНЕ ЗХЫЩ ИДЮЛ ПьНј Т§Нј ПьЭЫ Т§ЭЫ ЭМ 3ЁЊ2 ЛњаЕЪжВйзїУцАхЪОвтЭМ 9 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК Ек 4 еТ Лњ аЕ Ъж ЕФ PLC Пи жЦ 4.1 Пи жЦ Ьи Еу Лњ аЕ Бл Еч Цј Пи жЦ ЯЕ ЭГ ЃЌГ§ СЫ га Жр ЙЄ ВН Ьи Еу жЎ Эт ЃЌЛЙ вЊ Чѓ га СЌ ај Пи жЦ КЭ Ъж ЖЏ Пи жЦ ЕШ Вй зї ЗН ЪН ЁЃЙЄ зї ЗН ЪН ЕФ бЁ дё ПЩ вд Км ЗН Бу Еи дк Вй зї Уц Ах ЩЯ Бэ ЪО Гі РД ЁЃЕБ а§ ХЅ Дђ Яђ Ли д Еу ЪБ ЃЌЯЕ ЭГ зд ЖЏ Еи Ли ЕН зѓ ЩЯНЧЮЛжУД§УќЁЃЕБа§ХЅДђЯђздЖЏЪБЃЌЯЕЭГздЖЏЭъГЩИїЙЄВНВйзїЃЌ Чв
б ЛЗ ЖЏ зї ЁЃЕБ а§ ХЅ Дђ Яђ Ъж ЖЏ ЪБ ЃЌУП вЛ ЙЄ ВН ЖМ вЊ АД ЯТ ИУ ЙЄ ВН АД ХЅ ВХФмЪЕЯжЁЃвдЯТЪЧЩшМЦИУЛњаЕЪжПижЦГЬађЕФВНжшКЭЗНЗЈЁЃ 4.2 ЯЕ ЭГ Пи жЦ ЪО вт ЭМ ЛњаЕБлДЋЫЭЙЄМўЯЕЭГЪОвтЭМЃЌШчЭМ 1 ЫљЪОЁЃ ЭМ1 ЛњаЕБлДЋЫЭЪОвтМАВйзїУцАхЭМ 10 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 4.3 Ъф Шы КЭ Ъф Гі Еу Зж Хф Бэ МА д Рэ Нг Яп ЭМ Бэ 1 Ућ ГЦ Дњ КХ SB1 SQ1 SQ2 SQ3 SQ4 SB2 SB3 SB4 ЛњаЕБлДЋЫЭЯЕЭГЪфШыКЭЪфГіЕуЗжХфБэ Ъф Шы X0 X1 X2 X3 X4 X5 X6 X7 Ућ ГЦ ДњКХ SB5 SB6 SB7 SB8 SB9 SB10 SB11 SQ5 Ъф Шы X10 X11 X12 X13 X14 X15 X16 X17 Ућ ГЦ Дњ КХ YV1 YV2 YV3 YV4 YV5 EL Ъф Гі Y0 Y1 Y2 Y3 Y4 Y5 ЦєЖЏ ЯТЯоаа ГЬ ЩЯЯоаа ГЬ гвЯоаа ГЬ зѓЯоаа ГЬ ЭЃжЙ ЪжЖЏВй зї СЌајВй зї МаНє ЗХЫЩ ЕЅВНЩЯ Щ§ ЕЅВНЯТ НЕ ЕЅВНзѓ вЦ ЕЅВНгв вЦ ЛидЕу ЙЄМўМь Вт ЕчДХЗЇЯТ НЕ ЕчДХЗЇМа Нє ЕчДХЗЇЩЯ Щ§ ЕчДХЗЇгв аа ЕчДХЗЇзѓ аа дЕужИЪО 11 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 4.4 Вй зї ЯЕ ЭГ Вй зї ЯЕ ЭГ Аќ РЈ Ли д Еу ГЬ ађ ЃЌЪж ЖЏ ЕЅ ВН Вй зї ГЬ ађ КЭ зд ЖЏ СЌ ај Вй зїГЬађЃЌШчЭМ 3 ЫљЪОЁЃ ЦфдРэЪЧЃК Аб а§ ХЅ жУ гк Ли д Еу ЃЌX16 Нг ЭЈ ЃЌЯЕ ЭГ зд ЖЏ Ли д Еу ЃЌY5 Ч§ ЖЏ жИ ЪО ЕЦ СС ЁЃ дй Аб а§ ХЅ жУ гк Ъж ЖЏ ЃЌ дђ X6 Нг ЭЈ ЃЌ Цф ГЃ Бе ДЅ ЭЗ Дђ ПЊ ЃЌ ГЬ 12 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКађ ВЛ Ьј зЊ ЃЈ CJ ЮЊ вЛ Ьј зЊ жИ Сю ЃЌ Шч Йћ CJ Ч§ ЖЏ ЃЌ дђ Ьј ЕН жИ еы P Ыљ жИ P0 ДІ ЃЉ жД аа Ъж ЖЏ ГЬ ађ ЁЃ жЎ Кѓ ЃЌ гЩ гк X7 ГЃ Бе ДЅ Еу ЃЌ ЕБ жД аа CJ жИ ЃЌ Сю ЪБ ЃЌЬј зЊ ЕН P1 Ыљ жИ ЕФ Нс Ъј ЮЛ жУ ЁЃШч Йћ а§ ХЅ жУ гк зд ЖЏ ЮЛ жУ ЃЌ МШ ЃЈ X6 ГЃ Бе Бе КЯ ЁЂ X7 ГЃ Бе Дђ ПЊ ЃЉ дђ ГЬ ађ жД аа ЪБ Ьј Й§ Ъж ЖЏ ГЬ ађ ЃЌ жБ Нг жДааздЖЏГЬађЁЃ 4.5 Ли д ЮЛ ГЬ ађ Ли д ЮЛ ГЬ ађ Шч ЭМ 4 Ыљ ЪО ЁЃгУ S 1 0 ~ S 1 2 зї Ли Су Вй зї дЊ Мў ЁЃгІ зЂ вт ЃЌЕБ гУ S 1 0 ~ S 1 9 зї Ли Су Вй зї ЪБ ЃЌдк зю Кѓ зД ЬЌ жа дк зд Юв ИД ЮЛ ЧА гІ ЪЙ Ьи Ът МЬ Еч Цї M8043 жУ 1ЁЃ 4.6 Ъж ЖЏ ЕЅ ВН Вй зї ГЬ ађ Шч ЭМ 5 Ыљ ЪО ЁЃ жа ЩЯ Щ§ /ЯТ НЕ ЃЌ вЦ /гв вЦ ЖМ га СЊ Ыј КЭ Яо ЮЛ БЃ ЛЄ ЁЃ ЭМ зѓ 13 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 4.7 зд ЖЏ Вй зї ГЬ ађ здЖЏВйзїзДЬЌзЊвЦМћЭМ 6 ЫљЪОЁЃЕБЛњаЕБлДІгкдЮЛЪБЃЌАДЦє ЖЏ X 0 Нг ЭЈ ЃЌзД ЬЌ зЊ вЦ ЕН S20ЃЌ Ч§ ЖЏ ЯТ НЕ Y0ЃЌ ЕБ ЕНДяЯТЯоЮЛЪЙааГЬПЊЙи X1 Нг ЭЈ ЃЌ зД ЬЌ зЊ вЦ ЕН S21ЃЌ Жј S20 зд ЖЏ ИД ЮЛ ЁЃ S21 Ч§ ЖЏ Y1 жУ ЮЛ ЃЌбг ЪБ УыЃЌвдЪЙЕчДХСІДяЕНзю Дѓ Ма Нє СІ ЁЃ ЕБ T0 Нг ЭЈ ЃЌ зД ЬЌ зЊ вЦ ЕН S22ЃЌ Ч§ ЖЏ Y2 ЩЯ Щ§ ЃЌЕБ ЩЯ Щ§ ЕН Дя зю Ип ЮЛ ЃЌ X2 Нг ЭЈ ЃЌ зД ЬЌ зЊ вЦ ЕН S23ЁЃ S23 Ч§ ЖЏ Y3 гввЦЁЃ вЦ ЕН зю гв ЮЛ ЃЌX3 Нг ЭЈ ЃЌ зД ЬЌ зЊ вЦ ЕН S24 ЯТ НЕ ЁЃ ЯТ НЕ ЕН зю ЕЭ ЮЛ ЃЌ X1 14 1 бз ЛЦ жА вЕ ММ Ъѕ бЇ дКНг ЭЈ ЃЌЕч ДХ Ьњ ЗХ ЫЩ ЁЃЮЊ СЫ ЪЙ Еч ДХ СІ Эъ ШЋ ЪЇ Еє ЃЌбг ЪБ 1 Уы ЁЃбг ЪБ ЪБ Мф ЕН ЃЌ T1 Нг ЭЈ ЃЌзД ЬЌ зЊ вЦ ЕН S26 ЩЯ Щ§ ЁЃЩЯ Щ§ ЕН зю Ип ЮЛ ЃЌX2 Нг ЭЈ ЃЌ зД ЬЌ зЊ вЦ ЕН S27 зѓ вЦ ЁЃ зѓ вЦ ЕН зю зѓ ЮЛ ЃЌ ЪЙ X4 Нг ЭЈ ЃЌ ЗЕ Ли Гѕ ЪМ зД ЬЌЃЌдйПЊЪМЕкЖўДЮбЛЗЖЏзїЁЃ дк Бр аД зД ЬЌ зЊ вЦ ЭМ ЪБ зЂ вт Иї зД ЬЌ дЊ Мў жЛ Фм ЪЙ гУ вЛ ДЮ ЃЌЕЋ Ыќ Ч§ ЖЏ ЕФ Яп ШІ ЃЌШД ПЩ вд ЪЙ гУ Жр ДЮ ЃЌЕЋ СН еп ВЛ Фм Гі Яж дк СЌ ај ЮЛ жУ ЩЯ ЁЃвђ ДЫВННјЫГПиЕФБрГЬЃЌ Ц№гУЛљБОжИСюБрГЬНЯЮЊШнвзЃЌ ЖСадНЯЧПЁЃ БШ ПЩ 4.8 Лњ аЕ Бл ДЋ ЫЭ ЯЕ ЭГ Ьн аЮ ЭМ Шч ЭМ 7 Ыљ ЪО ЁЃ ЭМ жа Дг Ек 0 аа ЕН Ек 27 аа ЮЊ Ли д ЮЛ зД ЬЌ ГЬ ађ ЁЃ Дг Ек 2 8 аа ЕН Ек 6 6 аа ЃЌЮЊ Ъж ЖЏ ЕЅ ВН Вй зї ГЬ ађ ЁЃДг Ек 6 7 аа ЕН Ек 1 2 9 аа ЮЊ зд ЖЏ Вй зї ГЬ ађ ЁЃет Ш§ ВП Зж ГЬ ађЃЈ гж ГЦ ЮЊ ФЃ Пщ ЃЉЪЧ ЭМ 3 ЕФ Вй зї ЯЕЭГдЫааЕФЁЃ Ли д ЮЛ ГЬ ађ КЭ зд ЖЏ Вй зї ГЬ ађ ЁЃЪЧ гУ ВН Нј
ЫГ Пи ЗН ЪН Бр ГЬ ЁЃдк Иї ВН Нј ЫГ Пи ФЉ аа ЃЌЖМ вд R E T Нс Ъј БО ВН Нј ЫГ Пи ГЬ ађ Пщ ЁЃЕЋ СН еп гж га ВЛ ЭЌ ЁЃ Ли д ЮЛ ГЬ ађ ВЛ Фм зд ЖЏ ЗЕ Ли Гѕ ЪМ ЬЌ S1ЁЃ Жј зд ЖЏ Вй зї ГЬ ађ Фм зд ЖЏ ЗЕ Ли Гѕ ЬЌ S2ЁЃ 15 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 16 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК 4.9 жИСюгяОфБэ 17 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК зм Нс Ас дЫ Лњ аЕ Ъж ЕФ PLC Пи жЦ ПЮ ГЬ Щш МЦ ЪЧ Лњ Еч ПЮ ГЬ ЕБ жа вЛ Иі жи вЊ ЛЗ Нк ЭЈ Й§ СЫ БЯ вЕ Щш МЦ ЪЙ Юв Жд Лњ аЕ Щш МЦ Й§ ГЬ га Нј вЛ ВН СЫ Нт ЃЌЖд Лњ Еч ВњЦЗЕФгаЙиЕФПижЦжЊЪЖгаСЫЩюПЬЕФШЯЪЖЁЃ вђ ЮЊ Рэ Тл жЊ ЪЖ бЇ ЕФ ВЛ РЮ ЙЬ ЃЌдк Щш МЦ гі ЕН СЫ ВЛ Щй ЮЪ Ьт ЃЌШч ЃКвХ Эќ вд ЧА бЇ Й§ ЕФ зЈ вЕ Лљ ДЁ жЊ ЪЖ ЁЃЭЈ Й§ Рэ Тл гы ЪЕ МЪ ЕФ Нс КЯ ЃЌНј вЛ ВН Ьс Ип Йл Вь ЁЂЗж Юі КЭ Нт Оі ЮЪ Ьт ЕФ ЪЕ МЪ ЙЄ зї Фм СІ ЃЌвд Бу Хр бј ГЩ ЮЊ Фм ЙЛ жї ЖЏ ЪЪ гІ Щч Лс жї вх Яж Дњ ЛЏ НЈ Щш аш вЊ ЕФ Ип Ыи жЪ ЕФ ИД КЯ аЭ ШЫ ВХ ЁЃдЫ гУ бЇ ЯАГЩЙћЃЌАбРэТлдЫгУгкЪЕМЪЃЌЪЙРэТлЕУвдЬсЩ§ЃЌаЮГЩДДаТЫМЯыЁЃ ЭЈ Й§ ДЫ ДЮ Щш МЦ Й§ ГЬ ЃЌЙЎ ЙЬ СЫ зЈ вЕ Лљ ДЁ жЊ ЪЖ ЃЌХр бј СЫ Юв зл КЯ гІ гУ Лњ аЕЩшМЦПЮГЬМАЦфЫћПЮГЬЕФРэТлжЊЪЖКЭгІгУЩњВњЪЕМЪжЊЪЖНтОіЙЄ ГЬЪЕМЪЮЪЬтЕФФмСІЃЌдкЩшМЦЕФЙ§ГЬжаЛЙХрбјГіСЫЮвУЧЕФЭХЖгОЋ ЩёЃЌЮЊНёКѓЕФбЇЯАКЭЙЄзїЙ§ГЬДђЯТЛљДЁЁЃ 18 бз ЛЦ жА вЕ ММ Ъѕ бЇ дК ВЮПМЮФЯз [1]гє КК чї ЁЂ Йљ НЈ жї Бр .ПЩ Бф ГЬ ађ Пи жЦ Цї д Рэ МА гІ гУ .ББ ОЉ ЃК жа Йњ Еч СІ Гі Ац Щч ЃЌ 2005 [2] бю Зх . SMR Ас дЫ Лњ аЕ Ъж ЕФ PLC Пи жЦ ЯЕ ЭГ Щш МЦ . Лњ ГЕ ГЕ СО ЙЄ ве ЃЌ 1998 Фъ Ек 6 Цк ЃК 36-40 [3]ЕЫ аЧ жг жї Бр .Лњ Еч ДЋ ЖЏ Пи жЦ ЁЃ КК ЃК жа ПЦ ММ Дѓ бЇ Гі Ац Щч ЃЌ 001 Юф ЛЊ 2 [4] бд МЭ РМ .ЖЎ Зх . Лљ гк PLC Пи жЦ ЕФ Ас дЫ Лњ аЕ Ъж ЕФ гІ гУ . Лњ аЕ ЙЄ ГЬ гы зд ЖЏ ЛЏ ЃЌ 2008 Фъ 4 дТ Ек 2 Цк ЃК 156-158 19