机械手控制总结
项目六实验总结
项目六我们做的是工业机械手运动的PLC控制,在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危机生命.机械手就在这样诞生了,机械手是工业机器人系统中传统的任务执行机构,是机器人的关键部件之一.机械手的机械结构采用滚珠丝杆、滑杆、气缸等机械器件组成;电气方面步进电机、驱动模块、传感器、开关电源、电磁阀、等电子器件组成.该装置盖了可编程控制技术,位置控制技术、气动技术、检测技术等,是机电一体化的典型代表仪器之一.这一章介绍的机械手是由PLC输出两路脉冲,分别驱动横轴、竖轴步进电机驱动器,控制机械手横轴和竖轴的精确定位,微动开关将位置信号传给PLC主机;直流电机拖动手爪和底盘旋转,位置信号由旋转码盘和接近开关反馈给PLC主机;电磁阀控制气开阀的开关来控制机械手手爪的张合,从而实现机械手精确运动的功能.本课题拟开发的物料搬运机械手可在空间抓放物体,动作灵活多样,可代替人工在高温和危险的作业区进行作业,并可根据工件的变化及运动流程的要求随时更改相关参数.
机械手主要由手部、运动机构和控制系统三大部分组成。手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度 。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机 械手设计的关 键参数。自由 度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。一般专用机械手有2~3个自由度。
机械手的分类
按用途分类:专用机械手;通用机械手。
按驱动方式分类:液压传动型;气压传动型;电力传动型;机械传动型。
按控制方式分类:点位控制;连续轨迹控制。
按种类分类:串联机械手;并联机械手。
按启动按钮,输送带A连续运行,机械手上升→到位撞H1,停止上升→左旋,到位撞H2,停止左旋→下降,到位撞H3,停止下降→接通输送带B,移动零件→零件通过检测器H6,输送带B停止→机械手抓零件,抓紧撞H4→上升,到位撞H1,停止上升→右旋,到位撞H5停止右旋→下降,到位撞H3,停止下降→将零件放在输送带A上延时5秒→上升,再次循环。

输入输出控制

第二篇:机械手制作总结
下载文档 收藏
自动搬运机械手的PLC控制系统的设计 毕业论文设计
炎黄职业技术学院
毕 业 论 文
姓 名:
学 号:
机 电 系 系 (院 ): 院 专 题 业: 机电一体化 目 : 自动搬运机械手的 PLC 控制系统的设计 指导者: 指导者: 评阅者: 评阅者: 2011 年 06 月 炎 黄 职 业 技 术 学 院自 动 搬 运 机 械 手 的 PLC 控 制 系 统 的 设 计 摘 要 随 着 工 业 自 动 化 的 普 及 和 发 展 ,控 制 器 的 需 求 量 逐 年 增 大 ,搬 运 机 械 手 的 应 用 也 逐 渐 普 及 ,主 要 在 汽 车 ,电 子 ,机 械 加 工 、食 品、 药等领域的生产流水线或货物装卸调运, 可以更好地节约 医 能 源 和 提 高 运 输 设 备 或 产 品 的 效 率 ,以 降 低 其他 搬 运 方 式 的 限 制 和不足,满足现代经济发展的要求。 本机械手的机械结构主要包括由两个电磁阀控制的液压钢来 实 现 机 械 手 的 上 升 下 降 运 动 及 夹 紧 工 件 的 动 作 ,两 个 转 速 不 同 的 电 动 机 分 别 通 过 两 线 圈 控 制 电 动 机 的 正 反 转 ,从 而 实 现 小 车 的 快 进 、慢 进 、快 退 、慢 退 的 运 动 运 动 ;其 动 作 转 换 靠 设 置 在 各 个 不 同 部 位 的 行 程 开 关 (SQ1---SQ9)产 生 的 通 断 信 号 传 输 到 PLC 控 制 器 ,通 过 P L C 内 部 程 序 输 出 不 同 的 信 号 ,从 而 驱 动 外 部 线 圈 来 控 制电动机或电磁阀产生不同的动作,可实现机械手的精确定位; 其 动 作 过 程 包 括 :下 降 、夹 紧 、上 升 、慢 进 、快 进 、慢 进 、延 时 、 下 降 、放 松 、上 升 、慢 退 、快 退 、慢 退 ;其 操 作 方 式 包 括 :回 原 位 、手 动 、单 步 、单 周 期 、连 续 ;来 满 足 生 产 中 的 各 种 操 作 要 求 。 2 炎 黄 职 业 技 术 学 院 目
第1章 前 言 1.1 设计优点 1.2 设计的一般步骤 录 4 4 第2章 机械手设计简介 5 6 2.1 设备的控制要求 2.2 装置简介 第3章 搬运机械手硬件系统设计 8 8 9 3.1 机械手的结构 3.2 电气控制的设计 3.3 操作面板及动作说明 第4章 机械手的 PLC 控制 10 10 11 12 12 13 14 15 17 4.1 控制特点 4.2 系统控制示意图 4.3 输入和输出点分配表及原理接线图 4.4 操作系统 4.5 回原位程序 4.6 手动单步操作程序 4.7 自动操作程序 4.8 机械臂传送系统梯形图
4.9 指令语句表 3 炎 黄 职 业 技 术 学 院第 1 章 前 言 机械手是工业生产中常用的机械设备, 是现代企业和建筑 工地不可缺少的运输工具, 它的动作由相应的控制系统控制, 如 采 用 传 统 的 继 电 接 触 控 制 ,由 于 机 械 触 点 多 , 接 线 复 杂 , 因 而 控 制 装 置 体 积 很 大 ,并 且 故 障 率 高 , 可 靠 性 差 , 动 作 精 确 度 低 。 而可编程控制器是以中央处理器为核心, 综合了计算机和自动 控 制 等 先 进 技 术 , 具 有 可 靠 性 高 、功 能 完 善 、组 合 灵 活 、编 程 简 单 、功 耗 低 等 优 点 ,已 成
为 目 前 在 机 械 手 控 制 系 统 中 使 用 最 多 的 控 制 方 式 。P L C 具 有 通 用 性 强 、使 用 方 便 、适 应 面 广 、可 靠 性 高 、 抗 干 扰 能 力 强 、编 程 简 单 等 特 点 。它 的 使 用 大 大 降 低 了 工 人 的 劳 动 强 度 , 提 高 了 工 作 效 率 。 PLC 在 工 业 自 动 化 控 制 特 别 是 顺 序 控 制中的地位非常重要! 本设计主要研究内容: 要求有两种工作方式:点动和自动 操 作 ;点 动 操 作 时 ,用 按 钮 单 独 操 作 机 械 上 升 或 下 降 ,右 移 或 左 移,夹紧或放松;自动操作时,按下起动按钮,机械从“原点” 开始工作,自动完成一个工作循环过程,即将工件夹紧后,从 A 点移动到 B 点放下工件,然后返回“原点”等待下一次操作。 1.1 设 计 的 优 点 用可编程控制器,具有投资省、见效快的特点。因为使用 PLC 控 制 机 床 电 气 系 统 后 , 可 去 掉 了 机 械 手 的 中 间 继 电 器 、 时 间 继 电 器 、 顺 序 控 制 二 极 管 及 电 阻 , 使 线 路 简 化 。 同 时 , 由 于 PLC 的 高 可 靠 性 ,输 入 / 输 出 部 分 还 具 有 信 号 指 示 ,这 不 仅 使 电 气 故 障 次 数 大 大 减 少 ,而 且 还 能 给 准 确 判 断 电 器 故 障 的 发 生 部 位 提 供 了很大的方便。 论 文 从 P L C 选 型 开 始 介 绍 ,并 按 照 设 计 的 全 过 程 逐 次 的 介 绍 了 系 统 资 源 配 置 、控 制 系 统 程 序 设 计 集 调 试 的 方 法 、自 动 操 作 系 统 流 程 图 、总 程 序 结 构 框 图 、源 程 序 、程 序 清 单 、梯 形 图 、电 气 原理图。 1.2 设 计 的 一 般 步 骤 ( 1 )先 要 全 面 的 了 解 被 控 对 象 的 机 构 、运 行 过 程 等 ,并 明 确动作逻辑关系; 根 据 系 统 的 功 能 要 求 选 择 PLC 的 型 号 及 各 种 附 加 的 配 置 , 并有规则,有目的分配输入输出点; 4 炎 黄 职 业 技 术 学 院( 2 )根 据 控 制 及 流 程 要 求 ,对 应 输 入 输 出 开 发 相 应 的 应 用 程 序 ; 同 时 连 接 PLC 与 外 部 设 备 的 连 线 ; ( 3 )将 编 制 完 成 的 程 序 写 入 P L C 中 ,模 拟 工 况 运 行 ,进 行 调试及修改;在模拟成功后,接入现场实际控制系统中进行再 次调试,直至完全通过为止。 第 2 章 机械手设计简介每设计都要分析被控对象并提出控制要求: 1 . 详 细 分 析 被 控 对 象 的 工 艺 过 程 及 工 作 特 点 ,了 解 被 控 对 象 机 、电 、液 之 间 的 配 合 ,提 出 被 控 对 象 对 PLC 控 制 系 统 的 控 制 要 求,确定控制方案,拟定设计任务书。 确定输入/输出设备 2. 根 据 系 统 的 控 制 要 求 , 确 定 系 统 所 需 的 全 部 输 入 设 备 ( 如 :按 纽 、位 置 开 关 、转 换 开 关 及 各 种 传 感 器 等 )和 输 出 设 备 ( 如 :接 触 器 、电 磁 阀 、信 号 指 示 灯 及 其 它 执 行 器 等 ),从 而 确 定 与 PLC 有 关 的 输 入 /输 出 设 备 , 以 确 定 PLC 的 I/O 点 数 。 2.1 设 备 的 控 制 要 求 设备应具有“正常运转”和“强制停止” 控制系统设 。 有 手 动 、单 周 期 、单 步 和 连 续 4 种 工 作 方 式 ,机 械 手 在 最 上 面 和 左 边 且 放 松 时 ,成 为 系 统 处 于 原 点 状 态 或 初 始 状 态 。机 械 手 自 动 控 制 顺 序 功 能 图 见 图 2-1, 机 械 手 的 运 动 过 程 主 要 有
八 个 动 作 即 为: 原点→下降→夹紧→上升→右移 ↑ ↓ 左移←上升←放松←下降 图 2-1 机械手的自动控制顺序功能 手动操作时由按钮操作对机械手的每一种运动单独进行 控 制 ,在 单 步 操 作 方 式 下 ,从 初 始 步 开 始 ,按 下 启 动 按 钮 X0 后 , 系统转换到下一步, 成该步的任务后, 动停止工作并在该步, 完 自 再 按 一 下 启 动 按 钮 ,又 往 前 走 一 步 。如 选 择 单 周 期 工 作 方 式 ,按 下 启 动 按 钮 后 ,从 初 始 步 开
始 ,机 械 手 按 顺 序 功 能 图( 见 图 2 - 2 ) 的规定完成一个周期的工作后,返回并停留在初始步。 5 炎 黄 职 业 技 术 学 院原点→下降→夹紧→上升→右移 ↓ 左移←上升←放松←下降 图 2-2 机械手的单周期控制顺序功能 选择连续工作方式时,在初始状态按下启动按钮后机械手从 初始步开始一个周期一个周期地反复连续工作,按下停止按钮, 并 不 马 上 停 止 工 作 ,完 成 最 后 一 个 周 期 的 工 作 后 ,系 统 才 返 回 并 停 留 在 初 始 步 。在 选 择 单 周 期 、连 续 和 单 步 工 作 方 式 之 前 ,系 统 应 处 于 原 点 状 态 。如 不 满 足 这 一 条 件 ,可 选 择 原 点 工 作 方 式 ,然 后按回原点启动按钮,使系统自动返回原点状态。 在连续工作方式下设置两种停车状态: 正常停车:在正常工作状态下的停车。按下停车按钮,机械 手完成最后一个周期的工作后,返回原点自动停车。 紧急停车:在发生故障或紧急状态时的停车。按下紧急停车 按 钮 ,机 械 手 停 止 在 当 前 执 行 状 态 。当 故 障 排 除 后 ,需 手 动 回 原 点。 2.2 装 置 简 介 参 照 图 1 机 械 手 结 构 图 ,机 械 手 在 连 续 工 作 方 式 下 ,机 械 手 按 下 述 顺 序 周 而 复 始 地 搬 物 : 如 图 2-3) ( 1) 原 位 状 态 下 ( 机 械 手 在 左 、 上 限 位 置 ) 按 启 动 按 钮 , 机 , 械手开始下降。 2 )下 降 到 下 限 位 行 程 开 关 动 作 ,下 降 结 束 ,机 械 手 开 始 夹 紧 。 3 )机 械 手 夹 紧 工 件 ,直 到 计 时 器 计 时 时 间 到 ,上 升 运 动 开 始 。 4 )上 升 到 上 限 行 程 开 关 受 压 动 作 ,上 升 运 动 结 束 ,机 械 手 开 始右移。 5 )右 移 到 右 限 行 程 开 关 受 压 动 作 ,右 移 运 动 结 束 ,等 待 工 件 检测信号。 6) 待 无 工 件 信 号 到 来 , 机 械 手 开 始 下 降 。 7 )下 降 到 下 限 行 程 开 关 受 压 动 作 ,下 降 运 动 结 束 ,机 械 手 开 始放松。 8 )机 械 手 放 松 工 件 ,直 到 计 时 器 计 时 时 间 到 ,上 升 运 动 开 始 。 6 炎 黄 职 业 技 术 学 院 9 )上 升 到 上 限 行 程 开 关 受 压 动 作 ,上 升 运 动 结 束 ,机 械 手 开 始 左 移 。左 移 到 左 限 行 程 开 关 受 压 动 作 ,左 限 运 动 结 束 ,机 械 手 回到原始状态,一个工作循环完毕。左左左 (8)左左 原原 (4)右左 (1) 下 降 (3) 上 升 (5) 下 降 下左左 (7) 上 升 上左左 右左左 上 左 左 下 左 左 A原(2)夹夹 B原(6)放放 图 2-3 机械手工作循环过程图 机械手的上升和下降、左行和右行由不同继电器来控制不同 电机的正反转来实现,夹紧和放松由二位四通的电磁阀控制的。 气 缸 采 用 QGB— Q 系 列 , 属 自 保 持 式 双 电 控 阀 气 缸 , 工 作 压 力 为 0.15~0.8Mpa, 其 电 磁 换 向 阀 有 记 忆 功 能 , 当 切 断 电 信 号 时 , 阀 位 不 变 ,气 缸 活 塞 位 置 保 持 不 变 ,系 统 不 受 突 然 断 电 的 干 扰 。图 2-4 为 机 械 手 示 意 图 , 机 械 手 的 任 务 是 将 A 工 作 台 上 的 工 件 搬 到 B 工作台 左左 右左 上左 下左 夹夹 放放 工工 工工工工 A原图 2-4 机械手结构图 B原 7 炎 黄 职 业 技 术 学 院 第三章 搬运机械手硬件系统设计 硬件系统设计包括机械部分和电气控制部分的设计。 3.1 机 械 手 的 结 构 设 计 其 结 构 如 图 3— 1 所 示 SQ4 SQ3 SQ2 B YA2 YA3 SQ6 SQ7 SQ8 SQ9 A SQ1 YA1 图 3— 1 机 械 手 的 结 构 示 意
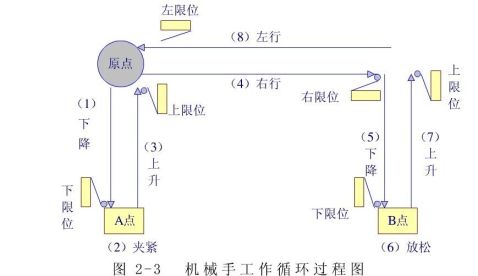
图 图 中 设 置 9 个 行 程 开 关 SQ1— SQ9 用 于 检 测 工 件 、 小 车 、 机 械 手的位置及机械手夹钳的夹紧、放松状态,并对系统实施控制。 其 中 SQ1 为 工 件 是 否 到 位 的 检 测 开 关 ; Q2 为 小 车 原 位 检 测 开 关 ; S SQ3、 SQ4 分 别 为 机 械 手 下 降 上 升 是 否 到 位 检 测 开 关 ; SQ5、 SQ6 分 别 为 机 械 手 夹 紧 放 松 检 测 开 关 ; SQ7、 SQ8 分 别 为 小 车 速 度 转 换 开 关 ; SQ9 为 小 车 运 动 停 止 开 关 。 3.2 电 气 控 制 的 设 计 包 括 主 电 路 和 控 制 电 路 的 设 计 。主 电 路 由 两 台 电 动 机 ,即 慢 速 电 机 和 快 速 电 机 ,分 别 拖 动 小 车 慢 行 和 快 行 ,其 控 制 如 下 :慢 速 电 动 机 M 1 由 接 触 器 K M 1 、K M 2 分 别 控 制 其 正 传 和 反 转 ;快 速 电 动 机 M2 由 接 触 器 KM3 和 KM4 分 别 控 制 其 正 传 和 反 转 。 机 械 手 的 夹 紧 放松动作是由一单电两位四通电磁阀控制的一个液压缸完成的, 在 通 电 情 况 下 ,机 械 手 松 开 ,得 电 时 松 开 ,可 以 防 止 在 设 备 运 行 过程中突然断电导致的机械手松开,工件脱落的情况发生。 3.3 操 作 面 板 及 动 作 说 明 根 据 控 制 和 生 产 工 艺 的 要 求 ,控 制 操 作 包 括 手 动 和 自 动 ,手 动 又 包 括 手 动 步 进 、回 原 位 操 作 ,自 动 控 制 包 括 单 步 、单 周 期 、连 8 炎 黄 职 业 技 术 学 院续 的 操 作 。故 操 作 方 式 选 择 开 关 设 置 有 五 个 档 位 。手 动 工 作 方 式 下 ,手 动 动 作 包 括 上 升 、下 降 、放 松 、快 进 、慢 进 、快 退 、慢 退 和 复 位 ,故 设 置 六 个 动 作 看 官 按 钮 。各 个 动 作 进 行 的 同 时 均 设 有 动作指示灯。另外设有启动停止按钮。 其 操 作 面 板 如 图 3— 2 所 示 :单步 启动 回原位 单周期 手动 停止 连续 原位指示 上升 下降 放松 复位 快进 慢进 快退 慢退 图 3—2 机械手操作面板示意图 9 炎 黄 职 业 技 术 学 院 第 4 章 机 械 手 的 PLC 控 制 4.1 控 制 特 点 机 械 臂 电 气 控 制 系 统 ,除 了 有 多 工 步 特 点 之 外 ,还 要 求 有 连 续 控 制 和 手 动 控 制 等 操 作 方 式 。工 作 方 式 的 选 择 可 以 很 方 便 地 在 操 作 面 板 上 表 示 出 来 。当 旋 钮 打 向 回 原 点 时 ,系 统 自 动 地 回 到 左 上角位置待命。当旋钮打向自动时,系统自动完成各工步操作, 且
循 环 动 作 。当 旋 钮 打 向 手 动 时 ,每 一 工 步 都 要 按 下 该 工 步 按 钮 才能实现。以下是设计该机械手控制程序的步骤和方法。 4.2 系 统 控 制 示 意 图 机械臂传送工件系统示意图,如图 1 所示。 图1 机械臂传送示意及操作面板图 10 炎 黄 职 业 技 术 学 院 4.3 输 入 和 输 出 点 分 配 表 及 原 理 接 线 图 表 1 名 称 代 号 SB1 SQ1 SQ2 SQ3 SQ4 SB2 SB3 SB4 机械臂传送系统输入和输出点分配表 输 入 X0 X1 X2 X3 X4 X5 X6 X7 名 称 代号 SB5 SB6 SB7 SB8 SB9 SB10 SB11 SQ5 输 入 X10 X11 X12 X13 X14 X15 X16 X17 名 称 代 号 YV1 YV2 YV3 YV4 YV5 EL 输 出 Y0 Y1 Y2 Y3 Y4 Y5 启动 下限行 程 上限行 程 右限行 程 左限行 程 停止 手动操 作 连续操 作 夹紧 放松 单步上 升 单步下 降 单步左 移 单步右 移 回原点 工件检 测 电磁阀下 降 电磁阀夹 紧 电磁阀上 升 电磁阀右 行 电磁阀左 行 原点指示 11 炎 黄 职 业 技 术 学 院 4.4 操 作 系 统 操 作 系 统 包 括 回 原 点 程 序 ,手 动 单 步 操 作 程 序 和 自 动 连 续 操 作程序,如图 3 所示。 其原理是: 把 旋 钮 置 于 回 原 点 ,X16 接 通 ,系 统 自 动 回 原 点 ,Y5 驱 动 指 示 灯 亮 。 再 把 旋 钮 置 于 手 动 , 则 X6 接 通 , 其 常 闭 触 头 打 开 , 程 12 炎 黄 职 业 技 术 学 院序 不 跳 转 ( CJ 为 一 跳 转 指 令 , 如 果 CJ 驱 动 , 则 跳 到 指 针 P 所 指 P0 处 ) 执 行 手 动 程 序 。 之 后 , 由 于 X7 常 闭 触 点 , 当 执 行 CJ 指 , 令 时 ,跳 转 到 P1 所 指 的 结 束 位 置 。如 果 旋 钮 置 于 自 动 位 置 , 既 ( X6 常 闭 闭 合 、 X7 常 闭 打 开 ) 则 程 序 执 行 时 跳 过 手 动 程 序 , 直 接 执行自动程序。 4.5 回 原 位 程 序 回 原 位 程 序 如 图 4 所 示 。用 S 1 0 ~ S 1 2 作 回 零 操 作 元 件 。应 注 意 ,当 用 S 1 0 ~ S 1 9 作 回 零 操 作 时 ,在 最 后 状 态 中 在 自 我 复 位 前 应 使 特 殊 继 电 器 M8043 置 1。 4.6 手 动 单 步 操 作 程 序 如 图 5 所 示 。 中 上 升 /下 降 , 移 /右 移 都 有 联 锁 和 限 位 保 护 。 图 左 13 炎 黄 职 业 技 术 学 院 4.7 自 动 操 作 程 序 自动操作状态转移见图 6 所示。当机械臂处于原位时,按启 动 X 0 接 通 ,状 态 转 移 到 S20, 驱 动 下 降 Y0, 当 到达下限位使行程开关 X1 接 通 , 状 态 转 移 到 S21, 而 S20 自 动 复 位 。 S21 驱 动 Y1 置 位 ,延 时 秒,以使电磁力达到最 大 夹 紧 力 。 当 T0 接 通 , 状 态 转 移 到 S22, 驱 动 Y2 上 升 ,当 上 升 到 达 最 高 位 , X2 接 通 , 状 态 转 移 到 S23。 S23 驱 动 Y3 右移。 移 到 最 右 位 ,X3 接 通 , 状 态 转 移 到 S24 下 降 。 下 降 到 最 低 位 , X1 14 1 炎 黄 职 业 技 术 学 院接 通 ,电 磁 铁 放 松 。为 了 使 电 磁 力 完 全 失 掉 ,延 时 1 秒 。延 时 时 间 到 , T1 接 通 ,状 态 转 移 到 S26 上 升 。上 升 到 最 高 位 ,X2 接 通 , 状 态 转 移 到 S27 左 移 。 左 移 到 最 左 位 , 使 X4 接 通 , 返 回 初 始 状 态,再开始第二次循环动作。 在 编 写 状 态 转 移 图 时 注 意 各 状 态 元 件 只 能 使 用 一 次 ,但 它 驱 动 的 线 圈 ,却 可 以 使 用 多 次 ,但 两 者 不 能 出 现 在 连 续 位 置 上 。因 此步进顺控的编程, 起用基本指令编程较为容易, 读性较强。 比 可 4.8 机 械 臂 传 送 系 统 梯 形 图 如 图 7 所 示 。 图 中 从 第 0 行 到 第 27 行 为 回 原 位 状 态 程 序 。 从 第 2 8 行 到 第 6 6 行 ,为 手 动 单 步 操 作 程 序 。从 第 6 7 行 到 第 1 2 9 行 为 自 动 操 作 程 序 。这 三 部 分 程 序( 又 称 为 模 块 )是 图 3 的 操 作 系统运行的。 回 原 位 程 序 和 自 动 操 作 程 序 。是 用 步 进
顺 控 方 式 编 程 。在 各 步 进 顺 控 末 行 ,都 以 R E T 结 束 本 步 进 顺 控 程 序 块 。但 两 者 又 有 不 同 。 回 原 位 程 序 不 能 自 动 返 回 初 始 态 S1。 而 自 动 操 作 程 序 能 自 动 返 回 初 态 S2。 15 炎 黄 职 业 技 术 学 院 16 炎 黄 职 业 技 术 学 院 4.9 指令语句表 17 炎 黄 职 业 技 术 学 院 总 结 搬 运 机 械 手 的 PLC 控 制 课 程 设 计 是 机 电 课 程 当 中 一 个 重 要 环 节 通 过 了 毕 业 设 计 使 我 对 机 械 设 计 过 程 有 进 一 步 了 解 ,对 机 电 产品的有关的控制知识有了深刻的认识。 因 为 理 论 知 识 学 的 不 牢 固 ,在 设 计 遇 到 了 不 少 问 题 ,如 :遗 忘 以 前 学 过 的 专 业 基 础 知 识 。通 过 理 论 与 实 际 的 结 合 ,进 一 步 提 高 观 察 、分 析 和 解 决 问 题 的 实 际 工 作 能 力 ,以 便 培 养 成 为 能 够 主 动 适 应 社 会 主 义 现 代 化 建 设 需 要 的 高 素 质 的 复 合 型 人 才 。运 用 学 习成果,把理论运用于实际,使理论得以提升,形成创新思想。 通 过 此 次 设 计 过 程 ,巩 固 了 专 业 基 础 知 识 ,培 养 了 我 综 合 应 用 机 械设计课程及其他课程的理论知识和应用生产实际知识解决工 程实际问题的能力,在设计的过程中还培养出了我们的团队精 神,为今后的学习和工作过程打下基础。 18 炎 黄 职 业 技 术 学 院 参考文献 [1]郁 汉 琪 、 郭 建 主 编 .可 变 程 序 控 制 器 原 理 及 应 用 .北 京 : 中 国 电 力 出 版 社 , 2005 [2] 杨 峰 . SMR 搬 运 机 械 手 的 PLC 控 制 系 统 设 计 . 机 车 车 辆 工 艺 , 1998 年 第 6 期 : 36-40 [3]邓 星 钟 主 编 .机 电 传 动 控 制 。 汉 : 中 科 技 大 学 出 版 社 , 001 武 华 2 [4] 言 纪 兰 .懂 峰 . 基 于 PLC 控 制 的 搬 运 机 械 手 的 应 用 . 机 械 工 程 与 自 动 化 , 2008 年 4 月 第 2 期 : 156-158 19