充电器的焊接与调试实验报告
华中师范大学电子设计课实验报告
实验名称:充电器的焊接与调试实验
时间: 20##年3月
学院: 年级:
班级:
学生姓名: 学号:
一、 实验目的:
1、 学习电子装置的组装、焊接与调试;
2、 学习电子电路的简单故障处理。
二、 设备名称:
ADS06-2型直流稳压电源及充电器教学散件,电烙铁、起子、镊子、剪刀、吸锡器等工具。
三、 实验原理:
电路原理分析:
该电路由稳压电源和充电器两部分组成:稳压电源输出3V、6V直流稳压电压,可作为收音机等小型电器的外接电源;充电器可对5号、7号充电电池充电。
对于直流稳压电源:其输入电压为交流220V,经过整流滤波变为直流,输出稳定的3V、6V;充电器:左通道充电电流50~60mA(普通充电),右通道充电电流110~130mA(快速充电),两通道可以同时使用,充电时电池是串联的。稳压电源和充电器可以同时使用,只要两者之和不超过500mA。
实验原理图:


四、实验内容及过程记录
1、 清查元器件的数量(见元件清单)与质量,对不合格的元器件及时更换,用万用表测出每个电阻的实际阻值;
2、 确定元器件的安装方式、安装高度,一般它由该器件在电路中的作用、印刷版与外壳间的距离(见实验原理图)以及该器件两安装孔之间的距离所决定;
3、 对器件的引脚弯由成形处理,成型时不得从引脚处弯曲;
4、 插装:根据元件位号对号插装,不可插错,对有极性的元器件(如二极管、三极管、电解电容等)的脚,插孔时应特别小心;
5、 焊接:各焊点加热时间及用焊锡量要适当,对耐热性差的元器件应使用工具辅助散热,防止虚焊、错焊,避免因拖锡而造成短路;
6、 焊后处理:剪去多余引脚线,检查所有焊点,对缺陷进行修补。
7、 检查所有与面板孔嵌装的元件是否正确到位,变压器是否座落在安装槽内,导线不可以紧靠铁芯,是否有导线压住螺钉孔或散露在盖外,进行完测试与调整后盖上后盖并上螺丝钉。
五、 安装要求及注意事项:
1、 注意所有与面板孔嵌装元件的高度与孔的配合(如发光二极管的圆顶部应与面板孔相平,面板与拨动开关K1、K2开关是否灵活到位);
2、 V1、V2、V3采用横装,焊接时引脚稍留长一些;
3、 由于空间不够,C1、C2、C3卧装;
4、 从变压器及印制板上焊出的引线长度应适当,导线剥头时不可伤及铜芯,多股芯线剥头后有松散现象,需捻紧以便烫锡、插孔、焊装;
5、 焊接时焊锡不要加得过多也不要虚焊,焊点最好是圆滑光亮的;
6、 注意对电路板的保护,不要把铜皮焊掉;
7、 焊接按步骤进行,元件要从低到高焊起(先焊电阻再焊电容),注意发光二级管要焊的比正极片高一点;
六、实习调试及测试结果与分析:
在完成了焊接后就是电路的检查,检查所有的焊点,对缺陷进行补修。在确定焊接没有问题后将其安装在外壳内,开始测试电路。
首先使用万用表欧姆到测得电源插头二引脚的电阻大于500Ω以上,方可通电检测。
接着接通电源,绿色通道的指示灯亮。空载时测量通过十字插头输出的直流电压,测量值应略高于额定电压值。再拨动S2开关,输出极性发生变化(+变为-或者-变为+)。当负载电流在额定值150mA时,输出电压的误差应小于±10%;当负载电流增大到一定值时LED1绿色灯逐渐变亮,LED2变暗,同时输出电压下降;当电流增大到500mA左右时,保护电路起作用,LED1亮,LED2灭。充电通道内在不装电池,用万用表于直流档,当正负表笔分别短时触及所测通道的正负极时,被测通道充电指示灯亮,所示的电流值即为充电电流值。
在测试我的直流稳压电源充电器时前面的测试都正常,输出电压为3.5V和6.4V,但是充电电流值偏大(172mA),于是我更换了R7(R9也行),使阻值增大,充电电流减小。相反的如果充电电流过小,应减小阻值。对于输出电压的调节应在3V档更换R4,在6V档更换R5。因为由于分压原因,阻值越大输出电压就越大,阻值越小输出电压就越小。
七、 实验收获及心得
通过这次对充电器的焊接,我学到了很多新东西,受益匪浅。尽管在组装和测试过程中出了很多问题,但是都在老师和同学的帮助下顺利解决了,比如我的铜皮不小心被焊掉了,导致三极管连接不通,充电指示灯不亮而过载指示灯亮,是学姐教我使用万用表排查问题,最后将虚焊的点周围的铜皮刮开重新点上焊锡才把问题解决。通过焊板子我进一步熟练了焊锡技术,提高了焊机速度和质量,熟悉了电阻色环的标注,二极管、 三极管、发光二极管的区别和安装。这次实验培养了我们从实际情况思考问题的方式而非对照课本的纸上谈兵,比如有的同学和我的板子一样也是过载指示灯亮而绿色发光二极管不亮,他经过排查却发现了和我完全不同的错误,因为他的发光二极管本身就是坏的,而在第一步清查元件时未被发现。总之,希望在今后的电子设计课中可以学到更多有用的知识和技能,让我们对学习电子信息专业更加热情。
第二篇:焊接实验报告模板
材料工程实验报告
(焊接方向)
任课教师:

 班
级:
班
级:
所在院系:
同实验者:
材料科学与技术学院
实验一 焊条设计及制备工艺实验
一、实验目的
1.了解焊条的结构和生产过程。
2.了解常用酸性焊条和碱性焊条药皮配方的组成。
3.初步掌握焊条的设计方法和设计步骤。
二、实验设备及材料
1. 焊条制备系统:搅拌机、压涂机、送丝机、磨头磨尾机和烘干炉;
2. 天平,称药皮原料用;
3. 压制焊条用原料
(1)药皮原料:大理石、萤石、石英、钛白粉、金红石、45号硅铁、锰铁、钛铁等;
(2)焊芯:压制焊条用H08A焊芯——砂纸打磨至表面无锈迹;
(3)粘结剂:水玻璃
实验原理
1.压制焊条基本原理
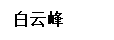
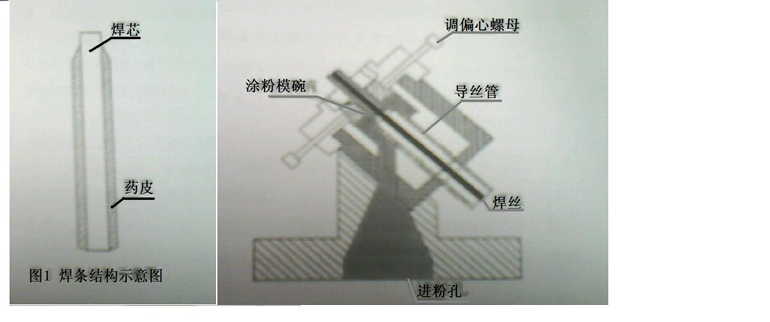
焊条由药皮和焊芯组成,焊条结构如图1所示。焊条药皮的化学组成通常是根据焊条的力学性能和工艺性能要求将各种矿石粉和铁合金按一定比例配制而成。焊条压制前,应在药粉中加入适量的水玻璃并将其搅拌均匀,水玻璃与药粉的重量比通常控制在0.2左右。上述准备工作完成以后,再用涂敷机将其涂敷在焊丝表面。焊条涂粉原理如图2所示。焊条涂敷完成之后,接下来的工序是进行磨头、磨尾、印字和烘干。
2. 焊条设计原理与设计方案
(1)焊条设计依据
(A)被焊母材的化学成分、力学性能指标或其他特殊性能如耐热、耐蚀性能等
(B)焊接结构服役条件如工作温度、工作介质的性质、载荷大小及性质以及是否有耐磨或耐蚀要求等。
(C)施工现场的设备以及施工条件。
(D)焊条制造厂的生产条件。
(2)对焊条的基本要求
(A)必须满足对焊接接头的技术要求。
(B)具有良好的冶金性能和工艺性能。
(C)药皮压涂性好、易成形,压制后表面光滑无裂纹,并具有一定的强度和耐潮能力
(3)焊条设计步骤
(A)设计焊缝化学成分。焊缝的化学成分既要满足接头使用性能要求,又要考虑对焊接性的影响。常根据经验设计。
(B)确定焊缝金属的合金化方式。焊缝金属的化学成分确定后,应该考虑通过什么途径将合金元素过度到焊缝中。通常可选择的途径有三种:通过焊芯过渡、药皮直接过渡和经过熔渣与液态金属的置换反应过渡。
(C)确定焊条药皮类型。一般的原则是:焊接重要结构或低合金高强钢时,多选用低氢型药皮,对于焊接不太重要的碳钢或者强度较低的低合金钢结构,可选用钛钙型或铁铁矿型药皮。
三、实验内容和方法
1. 焊条药皮配方设计
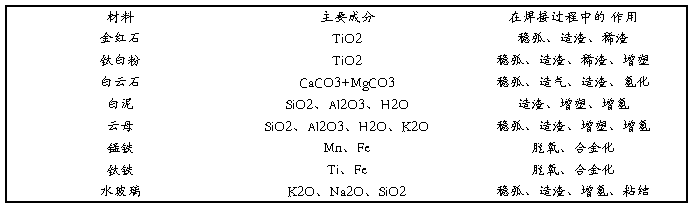
实验所用焊芯为直径3.2mm碳钢焊芯,用于对45钢平板进行堆焊,根据压制焊条基本原理、表一中药皮各个成份的作用及焊接冶金学基本原理设计焊条药皮成分
表一:各种材料的主要成分以及在焊接过程中的主要作用如下表:
表二:实验药皮成分
考虑到实验成本等问题,决定使用实验指导老师所提供的药皮成分比例。具体见表二。

2.配制湿涂料:
将表三中所列各物质精确称量后倒入容器中均匀混合,随后缓慢分几次加入水玻璃搅拌使其与药粉充分混合均匀。将黏度适合的湿涂料捏成拳头大小的团状备用。
3.压制焊条
将团装湿涂料置入压涂机料缸中,并用工具夯实,将装满涂料的料缸装在压涂机上,启动油泵,准备涂粉。将打磨光亮的焊芯装入送丝机,启动送丝电机进行涂粉,涂粉完成后,焊条将自动被送入磨头磨尾机进行磨头磨尾加工,制备结束的焊条用烘干炉烘干。
四、实验结果分析
?
六、实验心得体会
?
实验二手工电弧焊操作练习实验
一、实验目的
1. 了解手工电弧焊的基本理论;
2. 熟练掌握手工电弧焊的基本操作及焊接规范参数调整的方法;
3. 观察焊接电流、焊接电压等参数对焊缝成型的影响;
4. 能熟练运用手工电弧焊进行焊接,并获得良好的成型效果;
二、实验设备与实验材料
1. BX3-300交流弧焊机3台
2. 3mm厚的45号钢板若干
3. J422焊条(直径2.5mm)若干
4. 面罩、手套、防护服若干
三、实验原理
两种或两种以上材质(同种或异种),通过加热或者加压或两者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫做焊接。按照工艺方法将焊接分为熔化焊、压力焊、钎焊三种,熔化焊是将焊处加热到熔化状态,冷凝后形成焊接接头的焊接工艺方法,手工电弧焊(简称手弧焊)是熔化焊的一种。
手弧焊是利用手工操作在焊件与焊条之间引燃电弧,利用焊条与焊件之间产生的电弧热量来熔化焊件金属和焊条,冷却后形成焊缝的焊接方法。常用的手弧焊机可分为交流焊机和直流焊机两种,前者又分为动铁心式和动线圈式两种,如BX3—300—2型交流弧焊机,其中的“B”表示焊接变压器,“X”表示焊接电源外特性为下降特性,“3”表示动线圈式,“300”表示额定焊接电流为300A,“2”表示产品系列,如果把“BX”后面的数字“3”换成“1”即型号BX1—330,它表示该弧焊变压器为动铁心式,额定焊接电流为330A,直流焊机可分为弧焊发电机(如AXI—500型,“A”表示焊接发电机,“X”表示下降特性,“I”表示产品系列)和硅整流直流弧焊机(如ZXG—250型,“Z”表示整流,“X”表示下降特性,“G”表示硅整流原件)。
手工电弧焊常用焊条有两种:E4303(J422)和E5015(J507),前者为酸性焊条,用于低碳钢如钢筋、角铁、槽钢等的焊接;后者为碱性焊条,其抗裂性能较好,用于焊接含碳量较高的钢如45号钢和部分低合金结构钢的焊接。焊条的直径主要有φ2.5mm、φ3.2mm、φ4.0mm、φ5.0mm等几种。
依据要焊接的焊接厚度根据下表选择焊条直径:

对于低碳钢焊条,焊接电流值可以按照以下经验公式选取:
I=(33~55)d
式中,I为焊接电流(A),d为焊条直径(mm)
引弧方式:接触引弧
在电弧焊中有相应的两种引弧方法,即非接触引弧法和接触引弧法。在非熔化极电弧焊中,广泛采用非接触引弧法,如钨极氩弧焊常用高频振荡器引弧,其电压高达2000V以上。在熔化极电弧焊中,如手工电弧焊、埋弧焊和熔化极气体保护焊中都采用接触引弧法。电弧的引燃过程如图3-2所示。
五、实验内容和方法
1. 实践练习手工电弧焊引弧过程;
2. 焊条类型的选择及焊接规范的正确预置:焊条直径为2.5mm,钢板厚度为4.0mm。
3. 变换焊接位置操作,调整焊接规范观察不同焊接规范对焊接成型的影响;
4. 多批次操作练习手工电弧焊至熟练掌握。
六、实验结果分析
?
?
七、实验心得体会
?
?
实验三数字化焊接综合工艺实验
一、实验目的
1. 了解并掌握焊接的定义、各种焊接方法的分类;
2. 了解数字化焊接的结构、功能和组成特点;
3. 进一步了解手工电弧焊工艺方法的电弧物理和焊接特点;
4. 对焊接缺陷的种类、常见缺陷的产生原因有进一步的了解;
5. 能够运用所学焊接知识,编制出简单产品的焊接工艺;
二、实验所用设备及原材料
1. 实验设备:TPS—4000型Fronious数字化焊机、手工电弧焊枪、焊接工作台、焊条烘干炉;
2. 面罩、手套、防护服;
3. 实验材料:自制J507焊条,低碳钢试板。
三、实验内容和要求
手工电弧焊实验。调整焊机,选择焊机操作模式为JOB模式条件下的手工电弧焊,连接好手工电弧焊枪和输出电源线,准备好试板,打磨试样待焊处成金属光泽,并根据焊条直径选择焊接电流,由于自制焊条直径为 ? mm,所选电流为 ? A左右。
按手工电弧焊操作要领进行焊接,实验过程中,详细观察自制焊条的焊接工艺性能,如引弧性能、电弧稳定性、脱渣性、烟尘量等。
四、实验结果分析
下图为我小组焊接后试板的宏观照片

通过宏观照片可以获得以下信息:
?
?
?
?
焊接规范为:焊接电流为210A,焊接电压35V。该规范并不是稳定不变,而是随着焊接过程中一些因素的影响小幅度波动。由于采用了数字化焊机,适应性好,焊接规范如焊接电流、焊接电压等会随着操作过程中一些因素的波动而变化,降低了对操作者熟练程度和操作稳定性的要求,因此,虽然操作时有焊枪抖动或者焊接电弧长度不稳定等情况,对焊缝成型的音响不是很明显,成型情况良好。
五、焊接过程分析:
1. 引弧性能:
2. 电弧稳定性:
3. 脱渣性:
4. 烟尘量:
5. 弧坑缺陷:
-
焊接技术实验报告
1手工电弧焊常用弧焊设备与使用一实验名称手工电弧焊二实验目的1了解手工电弧焊的常用设备电焊条2熟悉交流电弧焊机的使用三工作原理手工…
-
电子焊接实验报告
电子焊接实验报告学院电子与控制工程学院专业电气工程及其自动化班级学号姓名指导老师郭老师张老师实验成绩20xx年6月1实验名称电工电…
-
焊接实验报告
2材料工程焊接方向实验报告任课教师姓名学号班级所在院系材料科学与技术学院201年月1实验一焊条设计及制备工艺实验一实验目的1了解焊…
-
焊接实验报告
一实习目的1学习焊接电路板的有关知识熟练焊接的具体操作2了解电子产品的生产制作过程3掌握电子元器件的识别及质量检验4学习利用工艺工…
-
实习焊接实验报告
西安邮电学院电装实习报告书系部名称学生姓名专业名称班级时间自动化学院王钧玉09测控技术与仪器1001班20xx年10月10日至20…
-
电工电子焊接实训报告[1]
电工与电子技术工程训练实训报告班级:学号:姓名:指导教师:成绩:一实习时间20xx年x月x日~20xx年x月x日二实习地点沈阳理工…
-
电路焊接实训报告
电路焊接实训报告班级学号姓名指导教师成绩一实习时间20xx年12月15日20xx年12月17日1二实习地点沈阳理工大学应用技术学院…
-
单片机电路板焊接实习报告
一:实习目的1、熟悉手工焊锡的常用工具的使用。2、基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。3、焊接P…
-
关于线路板焊接技术的实践报告
关于线路板焊接技术的实践报告学院自动化学院班级08测控1班姓名马鸿飞摘要一线路板焊接机理二线路板焊接特点三线路板锡接条件包括1焊件…
-
电子技术基础实习报告(PCB板焊接)
目前单片机上网技术是一个热门技术,很多高校学生选择与此相关的毕业设计,同时高校也有与此相关的项目。通过对一只正规产品单片机学习开发…