安庆中船柴油机厂实习报告
安庆中船柴油机厂
实习报告
学院: 机械工程学院
班级:
姓名:
学号:
指导教师:
实习日期:
一.实习厂简介(安庆中船柴油机有限公司) 简 ………………………………………………………1
二、实习目的…………………………………………5
三、实习内容与要求………………………………5
四、实习纪律……………………………………………7
五、实习内容……………………………………………8
1、安全和技术讲座………………………8
2、机体加工车间……………………………9
3、分离机加工车间……………………………11
4、 其他车间参观……………………………20
六、实习心得体会……………………………………31
一、实习厂简介(安庆中船柴油机有限公司)
单位名称:安庆中船柴油机有限公司 
成立日期: 1960年10月1日
企业性质: 国有企业
所属行业: 机械制造、机电设备、重工业
注册资金: 15000万/元 人民币
员工人数: 1000人以上
二、实习目的
对于本次实习其主要目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触社会、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力、初步了解企业管理的基本方法和技能;体验企业工作的内容和方法。这些实际知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。此次实习我们要达到以下几点:
1.通过现场参观与调研,了解某一产品的机械制造生产过程;
2.熟悉主要典型零件(机床箱体、传动轴、主轴、 柴油机机座、机体、曲轴、凸轮轴、活塞、 齿轮等)的机械加工工艺过程,了解拟定机械加工工艺过程的一般原则及进行工艺分析的方法;
3.了解机床典型零部件的装配工艺;
4.了解机床、 柴油机 的结构特点及装配工艺;
5.了解一般刀、夹、量具的结构及使用方法;
6.参观工厂计量室与车间检验室,了解公差与测量技术在生产中的应用;
7.参观工厂的先进设备及特种加工,以扩大学生的专业知识面以及对新工艺、新技术的了解
三、 实习内容与要求
1.机械制造的生产过程: 了解该厂船用柴油机的主要机械设备的正个生产过程情况及生产中的主要工艺文件(如机械加工过程卡片、机械加工工序卡片等)。
2.典型零件工艺
1)箱体零件的加工: 了解船用柴油机机械设备机座、机体的机械加工方法,并纪录其工艺过程。分析箱体零件加工平面与孔系的主要加工方法。
2)轴类零件的加工: 了解轴类及其机械加工工艺并记录其工艺过程。了解某道工序的具体加工工艺(技术要求,刀、夹、量具,切削液等)。 3)齿轮加工: 了解一至两种齿轮的机械加工工艺,并记录其工艺过程,分析滚齿、插齿加工的运动及特点。结合工厂的参观,简述磨齿、等的齿轮精加工方法。
3.了解刀、夹、量具的结构及使用方法,常用机床型号及其特点。
4.装配工艺: 1)了解机械设备的结构特点及其装配工艺;
2)了解机械设备装配后的最终检验项目和检验方法;
3)了解主要零部件在加工车间的检验情况,论述公差与技术测量在现场应用的实例。
四、实习纪律
1.实习前学生必须熟悉和领会本指导书各项要求
2.实习期间不得无故缺勤,有事须提前向指导老师请假。
3.严格遵守工厂各项规章制度,按时上下班,尤其是注意安全,防止发生意外事故。
4.尊重工厂技术人员和工人师傅的指导,发扬尊师爱团结互助的精神。
5.实习过程要严肃认真、刻苦钻研、勤学好问,在工人或技术人员同意的前提下,参加适当劳动。
五、实习内容
1、安全和技术讲座
(一)、安全讲座
到厂里的第一天厂里给我们安排了一个讲座,首先是安全讲座,在讲座上我知道了,最大的安全事故是交通事故,我国每年有7万人在交通事故中丧生。我国的生产方针是:安全第一,预防为主,综合治理,讲师说这三句话每一句都可以写成一篇论文,可见这三句话的深刻含义,在去厂里实习的路上我看到了这个标语。现在我国越来越重视安全教育了,全国有许多高校开设了安全工程专业,在讲座上讲师给我们举了中国矿业大学,还介绍了缺陷型设计这一理念。
讲师说他去过别的国家考察过关于别国的安全工作,他说回来后有许多感慨,中国国民对安全重视程度远不如他去的那些国家。
事故的发生遵循一定的规律—海英里希法则:事故的后果 重:轻:无影响=1:29:300。就这个法则讲师给我们举了许多生动的例子。最后,讲师强调了让我们在厂里见习一定要注意安全。
(二)、技术讲座
安全讲座后,公司派来了技术工程师给我们做技术讲座,在讲座上我对厂里生产流程有了一定了解。
生产包括:整机、部件、零件。其中零件是基本单元。
生产流程:
一、 造型
二、 熔炼
三、 浇包 用直流光谱分析仪进行分析。
四、 退火 去应力。
五、 喷丸处理 表面清洗、强化。
六、 毛坯油漆 工序中防生锈,为最后油漆准备。
七、 划线
八、 粗铣平面 为精加工准备,建立粗基准。
九、 粗刨
十、 精铣平面
2、机体加工车间
(一)、机加分厂主要设备
1、龙门刨铣床:X-2025,刀具:SPMW-AST,夹具:标准件
2、落地铣床:BF-13A,刀具TCMT220408-KR315,合金
3、落地镗床:T62160
4、落地铣镗:TA6919
5、刨台铣:KBM35(卧式)
6、刨台镗:KBM35(立式)
7、五面加工中心:FM2060
8、五面铣镗:HPM——25L
9、上式升降台铣床:X53K
10立式升降铣床:B-400W,合金刀具
11、单柱立式车床C5116
12、镗立式加工中心 型号:RFMV125 加工工步:毛坯种类-锻件 (1)、找正装夹,铣大小平面搭子面至简图要求 (2)、镗小头φ2-R99,腰孔,铣倒角0.4X45 (3)、铣5X.5槽 (4)、铣92+—0.5杆至定位面尺寸 (5)铣小头孔,内环形油槽及大头孔内月牙形油槽
13、万能工具磨床MA6025
14、、摇臂钻床23080
15、单柱立式车床C5116型
16、数字显示卧式镗床TX611B
17、金属换型铣床B-111
18、五面加工中心FM206和HPM25L
(二)柴油机箱体加工过程
箱体是机器的基础零件,将机器中有关部件的轴、套、齿轮等相关零件连接成一个整体,并使之保持正确的相互位置,以传递扭矩或改变转速来完成规定的运动。故箱体的加工质量直接影响到机器的性能精度和寿命。箱体类零件的结构复杂,壁薄且不均匀,加工部位多,加工难度大。 箱体平面加工的常用方法有刨、铣和磨三种。刨削和铣削常用作平面的粗加工和半精加工,而磨削则常用作平面的精加工。 刨削加工的特点是:刀具结构简单,机床调整方便,通用性好。在龙门刨床上可以利用几个刀架,在工件的一次安装中完成几个表面的加工,能比较经济地保证这些表面间的相互位置精度要求。精刨还可以代替刮研来精加工箱体平面。 铣削生产率高于刨削,在中批以上生产中多用于铣削加工平面。当加工尺寸较大的箱体平面时,常在多轴龙门铣床上,用几把铣刀同时加工各有关平面,以保证平面间的相互位置精度并提高生产率。近年来端铣刀在结构、制造精度、刀具材料和所用机床的等方面都有很大的进展。 平面磨削的加工质量比刨削和铣削都要高,而且还可以加工淬硬零件。磨削平面的粗糙度Ra可达0.32-1.25mm。生产批量较大时,箱体的平面常用磨削来精加工。为了提高生产率和保证平面间的相互位置精度,工厂还常采用组合磨削来精加工平面。
(三)DK-20机体工艺流程示意图
1、 卧式划线:划上下基准面加工线,划两侧面加工线。
作用:为后面打点、加工等工序作准备。
2龙门刨铣床:X-2025粗、半精铣四面 留余量0.2mm
设备:龙门铣床 X2025
零件名称:机体—60 材料HT300 种类:铸件
3、划机体长度方向基准线(要划线工配合)。
4、镗:一、粗镗气缸孔及各喷油漆孔。
二、铣飞轮端Φ60油孔端面作为深钻孔基准面。
设备:落地铣镗加工中心。
5、钻长油孔至Φ60。
设备型号:DK014。 名称:钻油孔专用机。
6、镗:精铣四周面并钻、攻、镗四周孔。
设备型号:TH6916。
7、镗:精铣顶面与底面,钻、攻及钻、镗各孔。
设备型号:TH6916
8、五面加工:加工主轴承盖安装部位
设备型号:HF-6M 名称:五面加工中心
9、钳:组装主轴盖
10、五面加工:精镗主轴承孔
设备型号 HF-6M
11、五面加工:半精镗 精镗气缸孔以及顶面各孔
12、五面加工:精镗凸轮轴孔
设备型号:HPM-25L 名称:五面加工中心
13、钻:钻顶面各孔
设备型号 Z30100
14、钻:钻底面各孔
设备型号 Z30100
15、手工打磨
16、 五面加FM206或HPM25L精镗 主轴承孔和泵孔 17、五面加\HPM25L精镗气缸孔,凸轮轴孔及齿轮轴孔 18、摇臂钻钻顶面各螺纹
19、清洗,清理,入库
3、分离机加工车间
 (一)、分离机介绍
(一)、分离机介绍
离心分离机是利用离心力,分离液体与
固体颗粒或液体与液体的混合物中各组
分的机械,又称离心机。
(二)、分离机厂主要设备
立式车床 TX611B
数字显示卧式镗床 TX611B
滚齿机
钻铣机床ZX32
摇臂钻床Z32K
开式固定台压力机
液压摆式剪板机QC12Y-8X2500
插床B5023
轴承涡流加热器
氧弧焊
相较于机加工厂,分离机车间自动化程度较低,普通车床较多。分离机零件较小,加工较分散,最后在组装车间组装。
3、其他车间参观
(一)、铸造车间
铸造制造柴油机的第一步,虽然铸造的方法很传统,但也是制造柴油机较为关键的一步。
(二)曲轴加工车间
1、曲轴的作用
曲轴是汽车发动机中的重要零件,它与连杆配合将作用在活塞上的气体压力变为旋转的动力,传给底盘的传动机构,同时,驱动配气机构和其它辅助装置。
曲轴在工作时,受气体压力,惯性力及惯性力矩的作用,受力大而且受力复杂,同时,曲轴又是高速旋转件,因此,要求曲轴具有足够的刚度和强度,具有良好的承受冲击载荷的能力,耐磨损且润滑良好。
2、曲轴的结构及其特点

曲轴的结构图
曲轴一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式发动机);V型发动机曲轴的曲拐数等于气缸数的一半。
主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。主轴承的数目不仅与发动机气缸数目有关,还取决于曲轴的支承方式。
连杆轴颈是曲轴与连杆的连接部分,在连接处用圆弧过渡,以减少应力集中。曲柄是主轴颈和连杆轴颈的连接部分,断面为椭圆形,为了平衡惯性力,曲柄处铸有(或紧固有)平衡重块。平衡重块用来平衡发动机不平衡的离心力矩,有时还用来平衡一部分往复惯性力,从而使曲轴旋转平稳。
曲轴前端装有齿轮,驱动风扇和水泵的皮带轮以及起动爪等。为了防止机油沿曲轴轴颈外漏,在曲轴前端装有一个甩油盘,在齿轮室盖上装有油封。曲轴的后端用来安装飞轮,在后轴颈与飞轮凸缘之间制成挡油凸缘与回油螺纹,以阻止机油向后窜漏。
3、曲轴的主要技术要求分析
1.主轴颈、连杆轴颈本身的精度,即尺寸公关等级IT6,表面粗糙度Ra值为1.25~0.63μm。轴颈长度公差等级为IT9~IT10。轴颈的形状公差,如圆度、圆柱度控制在尺寸公差之半。
2.位置精度,包括主轴颈与连杆轴颈的平行度:一般为100mm之内不大于0.02mm;曲轴各主轴颈的同轴度:小型高速曲轴为0.025mm,中大型低速曲轴为0.03~0.08mm。
3.各连杆轴颈的位置度不大于±20′。
4、曲轴的材料和毛坯的确定
曲轴工作时要承受很大的转矩及交变的弯曲应力,容易门生扭振、折断及轴颈磨损,因此要求用材应有较高的强度、冲击韧度、疲劳强度和耐磨性。常用材料有:一般曲轴为35、40、45钢或球墨铸铁QT600-2;对于高速、重载曲轴,可采用40Cr、42Mn2V等材料。曲轴的毛坯根据批量大小、尺寸、结构及材料品种来决定。批量较大的小型曲轴,采用模锻;单件小批的中大型曲轴,采用自由锻造;而对于球墨铸铁材料则采用铸造毛坯。
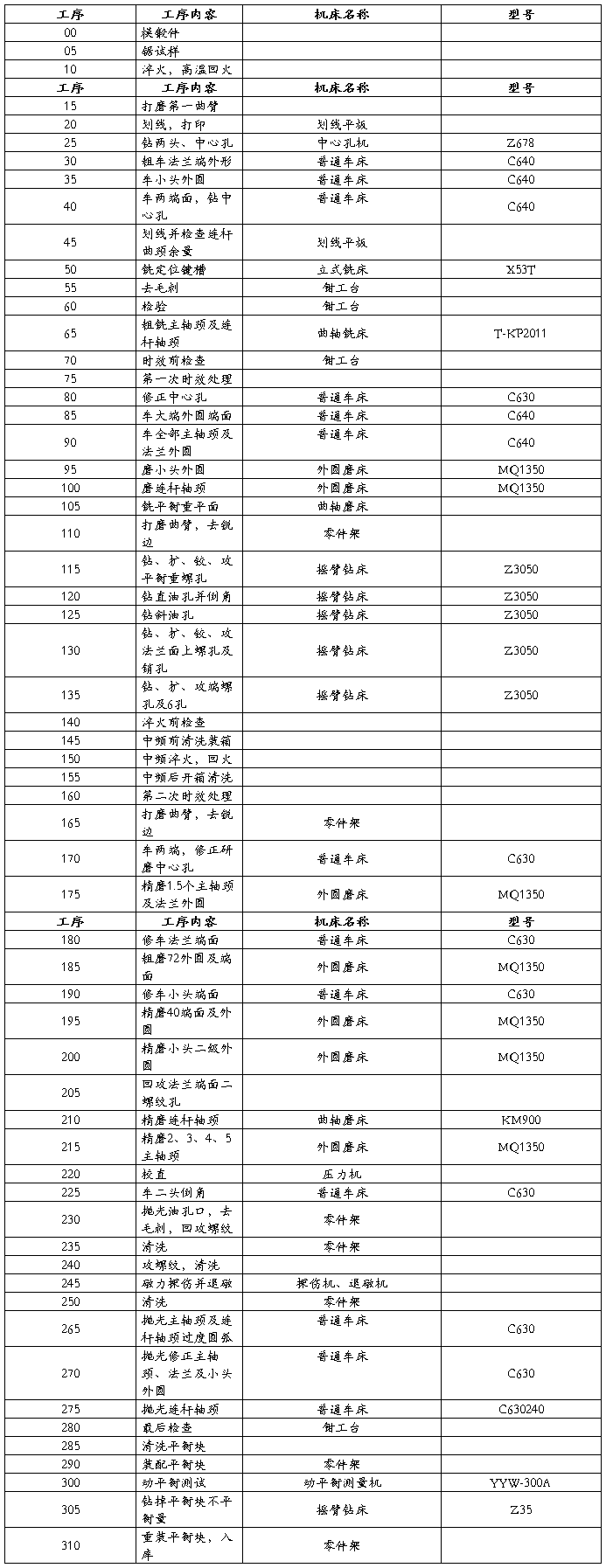
5、曲轴的机械加工工艺过程
曲轴的尺寸精度、加工表面形状精度以及位置精度的要求都很高,但刚性比较差,容易产生变形,这就给曲轴的机械加工带来了很多困难,必须予以充分的重视。曲轴需要加工的表面有:主轴颈、连杆轴颈、键槽、φ22的外圆。由于使用了工艺搭子,铣键槽安排在切除工艺搭子后,磨削外圆安排在保留工艺搭子前。 根据曲轴的结构特点及机械加工的要求,加工顺序大致可归纳为:铣两端面;车工艺搭子和钻中心孔;粗、精车三连杆轴颈;粗、精车各处外圆;精磨连杆轴颈、主轴颈和φ20、φ22外圆;切除工艺搭子、车端面、铣键槽等。
6、曲轴加工工艺流程
第二篇:安庆中船柴油机厂实习报告

学院: 工商学院
班级: 机0741班
学号: 071841035
姓名: 苏 迪
指导教师:李锐、张兴权、单建华
日期: 2010.9.9
安庆船用柴油机厂实习报告
一 实习目的:
1.通过现场参观与调研,了解某一产品的机械制造生产过程的机械制造生产程。
2.熟悉主要典型零件(柴油机机座,机体,曲轴,凸轮轴,齿轮等)的机械加工工艺过程,了解拟定机械加工工艺的一般原则及工艺分析的方法。
3.了解典型零部件的装配工艺。
4.了解船用柴油机的结构特点及装配工艺。
5.了解一般刀,夹,量具的结构及使用方法。
6.参观工厂计量室与车间检验室,了解公差与测量技术在生产的应用。
7.参观工厂的先进设备及特种加工,以扩大大学生的专业知识面以及对新工艺,新技术的了解。
8.了解数控加工技术的主要工艺及加工方法,了解数控加工的编程方法。
二 实习内容与要求
1.机械制造的生产过程:
了解该厂船用柴油机的主要机械设备的正个生产过程情况及生产中的主要工艺文件(如机械加工过程卡片、机械加工工序卡片等)。
2.典型零件工艺
1)箱体零件的加工:
了解船用柴油机机械设备机座、机体的机械加工方法,并纪录其工艺过程。分析箱体零件加工平面与孔系的主要加工方法。
2)轴类零件的加工:
了解轴类及其机械加工工艺并记录其工艺过程。了解某道工序的具体加工工艺(技术要求,刀、夹、量具,切削液等)。
3)齿轮加工:
了解一至两种齿轮的机械加工工艺,并记录其工艺过程,分析滚齿、插齿加工的运动及特点。结合工厂的参观,简述磨齿、等的齿轮精加工方法。
3.了解刀、夹、量具的结构及使用方法,常用机床型号及其特点。
4.装配工艺:
1)了解机械设备的结构特点及其装配工艺;
2)了解机械设备装配后的最终检验项目和检验方法;
3)了解主要零部件在加工车间的检验情况,论述公差与技术测量在现场应用的实例。
三 实习地点
安庆中船柴油机有限公司
安徽工业大学
四、实习单位简介:


 安庆中船柴油机有限公司
安庆中船柴油机有限公司
始建于1960年,隶属中国船舶工业集团公司,是船用柴油机专业定点生产厂家,国家二级企业。主厂区占地面积265亩,现有职工800人,各类专业技术人员200多人(其中高级职称42人,中级职称58人),20##年末,固定资产原值23694万元。
拥有铸造、热处理、机械加工、冷作焊接、工
具动力、装配试车等车间并配有热工仪表化试验、长度计量、柴油机测试、分离机测试、计算机中心等质量控制与生产管理系统。 公司主要产品为引进日本大发柴油机公司许可证专利的DK-28、DK-26、DK-20、DL-20、PS-26H、DS-18A系列“安庆-大发”柴油机和DPX445分离机、DPF560大型分离机、DPF500浓缩机、DRR400胶乳机等分离机系列产品以及船用厨房设备、电控柜等产品。
五、实习前安全教育
实习前听取了生产安全讲座并了解了公司的基本布局
生产安全教育(无危则安,无损则全)
三大安全-生产安全
环境保护
工业卫生
四不伤害-不伤害自己
不伤害别人
不被别人伤害
制止别人伤害
工厂分布-机加工分厂
装配车间
实验车间
锻造车间
表面处理车间
六、实习过程
船用柴油机的整个生产过程也是经过工艺设计和专用工艺装备的设计和制造、生产计划的编制、生产资料的准备,然后再将毛坯在铸造车间进行如铸造、锻造、冲压等,再在机加工中心进行将零件进行切削加工、热处理、表面处理等; 最后进行产品的装配调试检验和油漆等。
此次实习在热处理车间、铸造车间、装配车间等进行了参观,并重点在机加分厂、分离机厂的现场进行调研实习,,
过在安庆船柴厂的实习,我们比较初步地了解船用柴油机机体的生产技术过程及分离机的机械制造生产过程培养我们收集资料的能力及提高分析问题的能力,使我们更好地学习、掌握机械工程专业知识。 机械加工工艺方面我们重点了解了一些典型零件的机械加工工艺过程,听了有关技术人员对其的具体分析。并记下了该零件的工艺过程卡和工序卡等工艺文件。具体如下:
★1、机加分厂主要设备
1龙门刨铣床:X-2025,刀具:SPMW-AST,夹具:标准件
2、落地铣床:BF-13A,刀具TCMT220408-KR315,合金
3、落地镗床:T62160
4、落地铣镗:TA6919
5、刨台铣:KBM35(卧式)
6、刨台镗:KBM35(立式)
7、五面加工中心:FM2060
8、五面铣镗:HPM——25L
9、上式升降台铣床:X53K
10立式升降铣床:B-400W,合金刀具
11、单柱立式车床C5116
12、镗立式加工中心
型号:RFMV125
加工工步:毛坯种类-锻件
(1)、找正装夹,铣大小平面搭子面至简图要求
(2)、镗小头φ2-R99,腰孔,铣倒角0.4X45
(3)、铣5X.5槽
(4)、铣92+—0.5杆至定位面尺寸
(5)铣小头孔,内环形油槽及大头孔内月牙形油槽
13、万能工具磨床MA6025
14、、摇臂钻床23080
15、单柱立式车床C5116型
16、数字显示卧式镗床TX611B
17、金属换型铣床B-111
18、五面加工中心FM206和HPM25L
★ 柴油机箱体加工过程
箱体是机器的基础零件,将机器中有关部件的轴、套、齿轮等相关零件连接成一个整体,并使之保持正确的相互位置,以传递扭矩或改变转速来完成规定的运动。故箱体的加工质量直接影响到机器的性能精度和寿命。箱体类零件的结构复杂,壁薄且不均匀,加工部位多,加工难度大。
箱体平面加工的常用方法有刨、铣和磨三种。刨削和铣削常用作平面的粗加工和半精加工,而磨削则常用作平面的精加工。
刨削加工的特点是:刀具结构简单,机床调整方便,通用性好。在龙门刨床上可以利用几个刀架,在工件的一次安装中完成几个表面的加工,能比较经济地保证这些表面间的相互位置精度要求。精刨还可以代替刮研来精加工箱体平面。
铣削生产率高于刨削,在中批以上生产中多用于铣削加工平面。当加工尺寸较大的箱体平面时,常在多轴龙门铣床上,用几把铣刀同时加工各有关平面,以保证平面间的相互位置精度并提高生产率。近年来端铣刀在结构、制造精度、刀具材料和所用机床的等方面都有很大的进展。
平面磨削的加工质量比刨削和铣削都要高,而且还可以加工淬硬零件。磨削平面的粗糙度Ra可达0.32-1.25mm。生产批量较大时,箱体的平面常用磨削来精加工。为了提高生产率和保证平面间的相互位置精度,工厂还常采用组合磨削来精加工平面。
★ DK-20机体新工艺流程示意图
卧式划线
↓
龙门刨铣床:X-2025粗、半精铣四面
↓
龙门刨B2015粗刨380开槽
↓
立式划线
↓
落地镗BFBA粗镗气缸孔,粗铣两端面
↓
落地钻钻至滑油孔
↓
落地镗铣TH6919精铣平面
↓
刨台镗KBN135卧式工位
↓
刨台镗KBN135卧式工位
↓
―――――――――――――――――――――――――――――――
↓ ↓
五面加FM206精加工 武汉落地镗粗镗凸轮轴孔,主轴承开裆部
↓
摇臂钻钻底面孔接通油孔 钻横向油孔,接钻主滑油孔两端通并攻丝
↓
装瓦盖
↓
落地镗T6216C刮主轴承端面
↓
五面加FM206或HPM25L精镗
主轴承孔和泵孔
↓ ↓
―――――――――――――――――――――――――――――
↓
五面加\HPM25L精镗气缸孔,凸轮轴孔及齿轮轴孔
↓
摇臂钻钻顶面各螺纹
↓
 清洗,清理,入库
清洗,清理,入库
箱体加工过程
① 龙门刨铣床X-2025粗、半精铣四面
龙门刨B2015粗刨380开槽(右图为龙 门刨B2015加工过程
)
加工零件:DK-20机体 HT300 铸件
粗铣四周个表面,留余量0.2mm
★在划线首次加工时,用夹具将机体安装面固定在工作台上,
机体加工时顶侧面以中心轴线划线为基准(轴孔、汽缸孔
等关键部位),对侧面气缸孔进行加工。完成翻转后以加
工面为基准,按图纸尺寸对底面及另一侧面进行加工(前次加工极其关键)
②落地镗BFBA粗镗气缸孔,粗铣两端面
面铣刀 、倒角刀、粗镗刀、精镗刀
加工工步:毛坯种类-铸件,铣基准面,粗铣两端面粗镗气缸孔
落地镗铣TH6919精铣平面
③落地钻钻至滑油孔


深孔钻,中心架支撑,使用枪钻头,为了保证获得好的冷却效果及避免切屑的排出对工件表面质量的影响,深孔钻床中设有切削液输送装置和周期退刀排屑装置

④五面加精镗气缸孔,凸轮轴孔及齿轮轴孔,如左图

⑤.摇臂钻床(钻地面柴油机安装孔如左图)
工步号 :1 上底面孔钻模
 2 钻两侧面18—Φ23孔穿
2 钻两侧面18—Φ23孔穿
3 钻4—M20底孔,扩Φ23深80,攻M20
4 钻2—Φ16锥销孔底孔
5 钻端部8—Φ15孔穿,反刮平Φ243
6 接钻主轴承内Φ15润滑孔与横向有空揭穿
机体在钻孔时,常加一盖板-钻模(上有孔,如右图)起导向定位作用,大型盖板可依靠自身重量固定。数控加工中心因加工精度高,定位准确,无需钻模
部分零件加工过程
①普通车床在管子上打斜孔
型号:数字显示卧式镗床 TX611B
加工出气管斜孔,该孔用于另一管的连接,使用焊接,该孔的大小要求无连接孔口
②.V形块的加工
锻 锻坯成250 X 180 X 58
机 铣 粗铣六方245 X 175 X 53
冷 气 按图划线气割V形面
热 热 调质 HRC28—32
机 铣 铣50mm厚两端面
划 划外形加工位置线
铣 铣外形,保证240 . 160(-0.043到-0.083)两侧面平行度要求
划 划4xM12孔,加工十字线,打冲点
钻 钻攻4Xm12孔
钳 锐边倒钻
检 检验 待装
③.透气管
划 按图划出Φ19孔中心位置线并打冲眼
划出坡口R38所在的301位置线
镗 钻孔Φ19
铣坡口R38
钳 去除孔口毛刺
检 检验 转焊接
④主轴承盖 QT450 零件:铸件
工序:划——铣(X63W)——镗——划——钻——镗——铣——铣——钳——镗——钳——钻——检验、清洗、油封、入库
⑤凸轮轴6D-2(F)加工过程
机械加工综合卡

凸轮轴磨外圆
外圆磨床MQ1350X3000
工步内容:顶两端;先修正支承挡跳动0.015以下,搭中心架,粗精磨各挡外圆至图纸尺寸,靠磨大法兰端面

凸轮轴铣各档键槽(如右图)
设备:立式铣床T-X5045
工步内容:
1)、用大法兰上Φ50H7内孔与Φ21H7镗孔定位装分度盘,修正好工件位置
2)、依次分度,前后端分别轴向移动,精铣各挡键槽至要求
⑥齿轮加工
齿轮的加工工艺程一般应包括以下内容:齿轮毛坯加工、齿面加工、热处理工艺及齿面的的精加工。在编制工艺过程中,常因齿轮结构、精度等级、生产批量和生产环境的不同,而采取各种不同的工艺方案。
编制齿轮加工工艺过程大致可以划分如下几个阶段:
1)齿轮毛坯的形成:锻件、棒料或铸件;
2)粗加工:切除较多的余量;
3)半精加工:车、滚、插齿;
4)热处理:调质、渗碳淬火、齿面高频感应加热淬火等
5)精加工:精修基准、精加工齿形
滚齿是齿形加工方法中生产率较高、应用最广的一种加工方法。在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮作无侧隙强制性的啮合,。滚齿加工的通用性较好,既可加工圆柱齿轮,又能加工蜗轮;既可加工渐开线齿形,又可加工圆弧、摆线等齿形;既可加工大模数齿轮,大直径齿轮。滚齿可直接加工8~9级精度齿轮,也可用作7 级以上齿轮的粗加工及半精加工。滚齿可以获得较高的运动精度,但因滚齿时齿面是由滚刀的刀齿包络而成,参加切削的刀齿数有限,因而齿面的表面粗糙度较粗。为了提高滚齿的加工精度和齿面质量,宜将粗精滚齿分开。
插齿是指用插齿刀按展成法或成形法加工内、外齿轮或齿条等的齿面。插齿的运动可分为:切削运动——分齿展成运动——径向进给运动
齿轮精加工的方法主要是磨齿、研齿、和剃齿。
磨齿精加工的方法主要是成形法和展成法
2、分离机厂主要设备
钻铣机床ZX32
摇臂钻床Z32K
开式可倾压力机gc23-32A
液压摆式剪板机QC12Y-8X2500
插床B5023
相较于机加工厂,分离机车间自动化程度较低,普通车床较多
3、夹具简介
夹具是机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。
夹具种类按使用特点可分为:
①万能通用夹具。如机用虎钳、卡盘、分度头和回转工作台等。有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。
②专用性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。
七、生产技术报告
实习过程中,我们听取了公司技术人员的报告,对各种车床及刀具有了进一步了解,回校后又观看了视频资料,并结合自己查阅的资料,整理如下:
1.、车床-车刀
简介:车床是主要用车刀对旋转的工件进行车削加工的机床。
在车床上可用钻头、扩孔钻
铰刀、丝锥、板牙和滚花工具等进行相应的加工。
分类:用途和结构的不同,车床主要分为卧式车床和落地车床、立式车床、专用车床
车刀:加工外圆,内孔,端面,螺纹,槽,轮齿等
按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀()和成型车刀。 所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
2、铣床-铣刀
 简介:铣床,系指主要用铣刀在工件上加工各种表面的机床。
简介:铣床,系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽
、轮齿、螺纹和花键轴外,还能加工比较复杂的型面
特点:效率高,每个刃的切削过程是断续的,使切削周 期变化,易产生振动
分类:按布局形式和适用范围分为升降台铣床、龙门铣床、工具铣床、各种专门化
铣床及数控铣床等
铣刀:端铣刀、立铣刀、盘铣刀、成型铣刀等
 3、孔加工机床及刀具
3、孔加工机床及刀具
简介:指主要用刀具在工件上加工孔的机床。通常刀具旋转为主运动,轴向移动为进给运动
钻床、台钻、立钻、摇臂钻、深孔钻、镗床
刀具:从实体上加工出孔的刀具-中心钻、麻花钻、枪钻
对已有孔进行加工的刀具:扩孔钻,铰刀、镗钻、铣刀、丝攻
4、加工中心
是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。加工 中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床
中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床
优点:工序集中,对加工对象适应性高,效率高,操作者劳动强度低,经济效益高
分类:按主轴在加工时的空间位置分为卧式加工中心、立式加工中心、五面加工中心
数控刀具:钻削刀具,镗削刀具,铣削刀具,螺纹刀具
八、实习总结
生产实习是我们机自专业知识结构中不可缺少的组成部分,并作为一个独立的项目列入专业教学计划中的。其目的在于通过实习使学生获得基本生产的感性知识,理论联系实际,扩大知识面;同时专业实习又是锻炼和培养学生业务能力及素质的重要渠道,培养当代大学生具有吃苦耐劳的精神,也是学生接触社会、了解产业状况、了解国情的一个重要途径,逐步实现由学生到社会的转变,培养我们初步担任技术工作的能力。这些知识,对我们学习后面的课程乃至以后的工作,都是十分必要的基础。
在这个科技时代中,高技术产品品种类繁多,生产工艺、生产流程也各不相同,但不管何种产品,从原料加工到制成产品都是遵循一定的生产原理,通过一些主要设备及工艺流程来完成的。因此,在实习过程中,首先我们要了解其生产原理,弄清生产的工艺流程和主要设备的构造及操作。其次,在专业人员指导下,通过实习过程见习产品的设计、生产等环节,初步培养我们得知识运用能力。概括起来有以下几方面:
首先,了解了当代机械工业的发展概况,生产目的、生产程序情况。
其次,了解了机械产品生产方法和技术路线的选择,工艺条件的确定以及流程的编制原则。了解生产流程及技术设计环节,锻炼自己观察能力及知识运用能力。
最后,社会能力得到了相应的提高,在实习过程中,我们从企业职工身上学到了知识和技能,真正的接触了社会,使我们消除了走向社会的恐惧心理,使我们对未来充满了信心,以良好的心态去面对社会。同时,也使我们体验到了工作的艰辛,了解了当前社会大学生所面临的找工作难题
九、实习感想
为期5天的实习结束了,在这期间我们在在热处理车间、铸造车间、装配车间等进行了参观,并重点在机加分厂、分离机厂的现场进行调研实习,在老师和工厂技术人员的带领下看到了很多也学到了很多。让我对原先在课本上许多不很明白的东西在实践观察中有了新的领悟和认识,看到了学习中看不到的实物,很受触动。
通过这次实习,我深切感受到社会竞争力是如此的大,自身知识是如此的缺乏,因为当你真正踏入社会工作后会发现有许多方面的知识需要不断地学习,不断地提升自己的能力,不断地发展自身的条件。通过社会实践的磨练,我认识到社会实践是一笔财富。在实践中可以学到在书本中学不到的知识,它让你开阔视野、了解社会。应该对自己有信心,应有勇气去尝试。这与学校老师的教育是完全不同的,因为老师总是灌输知识给学生们,不懂的问题可以问,而且会很细心的为同学们解答,但在现实的工作中并没有像在学校的这种待遇。
本次实习使我第一次亲身感受了所学知识与实际的应用,理论与实际的相结合,让我们大开眼界,也算是对以前所学知识的一个初步应用。这次生产实习对于我们以后学习、找工作也有很大帮助。在短短的一个星期中,让我们初步的认识了这个社会,在今后的生活中,我会朝着自己的目标,学习不止,奋斗不止!
实习思考题
1、 深孔钻加工特点是什么?采用什么刀具?
答:中心架支撑为了保证获得好的冷却效果及避免切屑的排出对工件表面质量的影响,深孔钻床中设有切削液输送装置和周期退刀排屑装置,使用枪钻头,
2、 传动轴、齿轮、箱体加工时是如何安装定位的?定位基准是什么?
答:机体加工时顶侧面以中心轴线划线为基准(轴孔、汽缸孔
等关键部位),对侧面气缸孔进行加工。完成翻转后以加
工面为基准,按图纸尺寸对底面及另一侧面进行加工(前次加工极其关键)
3、 箱体上加工孔时,如何保证孔系精度?
答:机体在钻孔时,常加一盖板-钻模(上有孔)起导向定位作用,大型盖板可依靠自身重量固定。数控加工中心因加工精度高,定位准确,无需钻模
4、齿形加工有哪些方法?
答:第一种,展成法是利用刀具和齿轮形成展成运动,来加工齿轮.主要有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的.插齿是用模拟两个齿轮啮合来加工的.
第二种,成型法就是直接使用齿轮成型铣刀将齿谷铣出
5、机加工时常采用哪些切削液?有何作用?
答:高速切削时,常常用乳浊液,也就是水和矿物油的混合体。起到冷却刀具,保护刀具,同时冲洗切屑的作用。低速的切削,比如镗孔时,常常用矿物油来作为切削液。如M0088高速深孔钻削油
6、车削加工时常用刀具材料是什么?
答:1,高速钢刀具
2, 硬质合金刀具
3, 金属陶瓷和陶瓷刀具
4, CBN(立方氮化硼)
5, PCD(聚晶金刚石)
主要是前两类
7、实习中你见过那些机床夹具?
答:钻模JO-409
中心孔研磨棒D6-002
铣键槽夹具T6216C/J1-116
槽用塞规L0-050
立加工装J1-081
卧式工装J0-473
车工装J2-252
8例举出实习过程中你见到的机床名称和型号?
答:落地铣镗:TA6919
刨台铣:KBM35(卧式)
五面铣镗:HPM——25L
立式升降铣床:B-400W,合金刀具
镗立式加工中心 型号:RFMV125
万能工具磨床MA6025
摇臂钻床23080
单柱立式车床C5116型
数字显示卧式镗床TX611B
金属换型铣床B-111
五面加工中心FM206和HPM25L
-
河南柴油机厂实习
洛阳生产实习报告学院机械工程学院专业机械设计制造及其自动化班级序号11学号11学生姓名XXX20xx年11月目录1实习目的22实习…
-
兰州机车厂柴油机分厂实习报告
兰州机车厂柴油机分厂实习报告今天实习的厂子是兰州机车厂柴油机分厂隶属于中国北车集团早晨搭乘校车经过半个小时的车程我们来到了柴油机分…
-
安庆中船柴油机厂实习报告
安庆中船柴油机厂实习报告学院班级姓名学号机械工程学院指导教师实习日期一实习厂简介安庆中船柴油机有限公司简1二实习目的5三实习内容与…
-
东风发动机厂实习报告
目录第一篇前言2第二篇东风公司简介2第三篇实习安排3第四篇安全教育3第五篇实习内容41凸轮轴42曲轴63连杆94缸体145缸盖16…
-
江苏科技大学安安庆中船柴油机厂实习报告
江苏科技大学东校区实习报告专班学姓业级号名指导教师实习时间20xx年12月1日简1二实习目的5三实习内容与要求5四实习纪律7五实习…
-
东风公司商用发动机厂实习报告
东风汽车有限公司商用发动机厂邓小平曾指出“实践是检验真理的唯一标准”,为有效避免理论与实践脱离和“高分低能”的现象,学校专门开设了…
-
湖北十堰东风二汽发动机厂实习报告
湖北十堰东风二汽发动机厂实习报告生产实习报告——东风汽车有限公司商用车发动机厂理论是枯燥的,只有实践之树长青。生产实习是我们广大学…
-
湖北二汽发动机厂实习报告
实习报告要求:1.生产实习零件概况:(a)四个典型零件的安装;(b)参观工厂概况;(c)其它情况??2.典型零件加工工艺分析:选一…
-
东风发动机厂实习报告
工学院东风二汽生产实习报告1目录一前言2二实习目的3二实习安排3三东风公司简介4四实习内容6五心得体会16六致谢17前言纸上得来终…
-
安庆中船柴油机厂实习报告
学院工商学院班级机0741班学号071841035姓名苏迪指导教师李锐张兴权单建华日期20xx99安庆船用柴油机厂实习安庆船用柴油…
-
发动机拆装实习报告总结
发动机拆装实习总结一、实习目的与要求实习目的:⒈巩固和加强汽车发动机构造和原理课程的理论知识,为后续课程的学习奠定必要的基础。⒉使…