塑料模具课程设计


课程设计任务书
一、课程设计目的
巩固所学知识熟悉有关资料,树立正确的设计思想,掌握设计方法,培养学生的实际工作能力。通过这次模具结构设计,学生在工艺性分析、工艺方案论证、工艺计算、模具零件结构设计、编写技术文件和查阅文献方面受到一次综合训练,增强学生实际的工作能力。
二、课程设计的内容
塑料模为中等复杂程度的注射模,有侧面分型和抽芯,制件图见附件。
1. 明确设计任务,收集有关资料
2.工艺分析
3.模塑成型方案制定
4.工艺计算和设计
1)注射量计算
2)浇注系统设计计算
3)成型零件工作尺寸计算
4)注射压力、锁模力和安装尺寸校核
5) 模具加热系统和冷却系统分析
5.模具结构设计
1)确定凹摸模板尺寸
2)选择模架并确定其它模具零件的主要参数
3)画零件图
4)画装配图
5)编写技术文件。包括说明书、模塑成型工艺卡和机械加工工艺过程卡。
目录
一、设计题目:........................................ 3
二、塑件工艺分析:.................................... 4
1、原材料及参数分析:............................... 4
2、模塑成型方案制定:............................... 5
三、注塑模结构设计:.................................. 6
1、模具材料的选用.................................. 6
2、 浇注系统的设计.................................. 6
3、 主流道的设计................................... 7
4、 分流道的设计................................... 7
5、 浇口的设计..................................... 8
6、冷料穴和拉料杆的设计............................. 8
7、 模架的设计..................................... 8
8、 定模冷却水道的设计.............................. 8
9、 推方式的设计................................... 9
四、注塑模有关计算:.................................. 9
1、计算塑件的体积和质量:........................... 9
2、型腔尺寸....................................... 10
3、型芯尺寸....................................... 10
4、型腔中心距尺寸:................................ 11
五、塑料模具总装图:................................. 11
六、模具设计总结:................................... 11
参考文献.......................................... 12
塑料模具课程设计
一、设计题目:
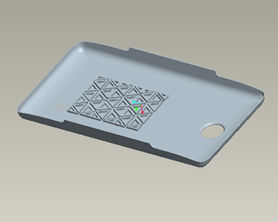
华为T8830后盖设计,批量生产。如图所示:
整体尺寸:120mmx60mmx5mm 厚度t=1mm

二、塑件工艺分析:
1、原材料及参数分析:
通过比较分析可以看出热固性塑料主要用于压塑、挤塑成型,而热塑性塑料还适合注塑成型,本次设计为注塑设计,所以采用热塑性塑料。初步定工件材料为ABS和聚乙烯。
热塑性塑料的材料见表1。
表1 注塑塑料对比


经以上两种备选材料的性能对比,并考虑到制件的使用环境,本设计采用ABS材料。由于材料的吸湿性强,含水量应小于0.3% ,所以原料应充分干燥。ABS的技术指标、注射工艺参数具体看表2和表3。
表2 ABS技术指标
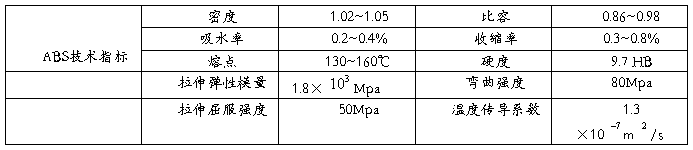
表3 ABS的注射工艺参数

2、模塑成型方案制定:
由于手机外壳采用ABS热塑性材料,体型较小,生产批量较大,因此选择注射成型方法生产。采用一模四腔结构,浇口形式采用扇形浇口,采用四点进料,以利于均匀充满型腔。其次,模具为双分型面注射模具。
三、注塑模结构设计:
1、模具材料的选用
根据制品的光洁度及尺寸精度的要求,结合各种材料的物理、化学性能,本设计中的注塑模选用钢材作为材料。因为模具零件较复杂,淬火后加工较困难,而钢材在热处理后变形很小,且抛光性能好,能够满足模具各零部件特别是型腔的性能要求。同时,钢材耐磨性和耐腐蚀性能好,能是模具具有很高的耐磨性和耐腐蚀性,从而提高了模具的使用寿命。
钢材中常见品种有碳素结构钢、碳素工具钢、合金工具钢、合金结构钢等,若从性能和价格方面综合考虑,选用碳素钢比合金钢更为经济。碳素结构钢中的45钢具有良好的切削性能,可作为各种模板的材料;碳素工具钢中的T8A可作为导柱、拉料杆、顶杆、导套等零件的材料。
2、 浇注系统的设计
浇注系统是指模具中从喷嘴开始到型腔为止的塑料熔体的流动通道,它的作用是将塑料熔体顺利地充满到型腔的各个部位,以获得所要的塑件。
注射模浇注系统由主流道、分流道、浇口及冷料穴组成,其结构如
浇注系统示意图
3、 主流道的设计
主流道是指喷嘴口起至分流道入口处的一段通道,它与注射机喷嘴在同一轴线上,熔料在主流道中并不改变方向。
本设计中为便于凝料从主流道中拔出,主流道设计成圆锥形,锥角α=3°,内壁粗糙度为Ra=0.63,大端处呈圆角,其半径为r=2.5mm,以减小料流转向过渡时的阻力。实际设计中,应使主流道的长度L尽量短,以免使主流道凝料增多、塑料耗量大,因此取L=55mm.
另外,为使熔融塑料从喷嘴完全进入主流道而不溢出,应使主流道和注射机的喷嘴紧密对接,为此,选取其半径为R=12mm,小端直径d=3mm.由于主流道要与高温塑料和喷嘴反复接触和碰撞,所以主流道部分常设计成可拆卸的浇口套。

浇口套结构示意图
4、 分流道的设计
分流道是主流道与浇口之间的部分,是指塑料熔体从主流道进入四腔模的四个型腔的通道,起分流和转向的作用。在分流道的设计过程中,应注意使塑件熔体在流动中热量和压力损失最小,同时使流道中的塑料量最小。
由于在等面积的条件下,圆形的周边最短,所以将分流道的形状做成圆形,令其直径D=6mm,而且圆形分流道易于散热。
分流道的分布取决于型腔的分布,对于一模四腔的注塑模,分流道一般采用平衡式分布,其主要特点是各个型腔同时均衡进料,因此要求从主流道到各个型腔的分流道,其长度、形状、端面尺寸都必须对应相等,否则就达不到均衡进料的目的。
另外,分流道的尺寸不必要求很光,表面粗糙度一般在12.5即可,这样有利于保温。
5、 浇口的设计
浇口是指流道末端与型腔之间的一段细短通道,它是浇注系统中端面尺寸最小且最短的部分,其作用是使塑料熔体加快流速进入型腔内。本设计采用扇形浇口。
6、冷料穴和拉料杆的设计
冷料穴是用来储藏注射间隔期内由于喷嘴端部温度低造成的冷料,因为冷 料进入型腔会影响塑件质量。拉料杆采用Z形拉料杆,其头部做成Z形的,可将主流道凝料钩住,开模时即可将该凝料从主流道中拉出。拉料杆固定在顶杆固定板上,在塑件顶出时凝料一起被顶出。
7、 模架的设计
手机壳注塑模架为中小型模架, 其组合尺寸为模板、推杆固定板、推板、垫块四个零件的配合尺寸;导柱、导套的孔径、孔位尺寸;复位杆和固定螺钉的孔径、孔位尺寸以及模板、推板、垫块选用的厚度尺寸。
根据以上结构要求,结合选定的注射机型号及型腔和型芯的尺寸,查模具设计与制造手册中中小型模架结构尺寸表,选择200X315规格的模架即可满足要求。
8、 定模冷却水道的设计
在注射成型过程中,模具温度直接影响塑料的充模和塑件的定型,从而影响塑件的质量,因此,必须进行模具的冷却,使其温度保持在一定范围内。
要达到有效的模具冷却效果,就要设计合理的冷却系统,在设计过程中应使冷却孔道的中线与塑件表面的距离为冷却孔道直径的1-2倍,冷却孔道中心距应为冷却直径的3-5倍,如果冷却孔道间距较大,模具表面温度就不均匀,从而影响冷却效果。
制造过程中应使冷却孔道距型腔壁不宜太远,也不宜太近,通常在12-20毫米范围内,以免影响冷却效果和模具的机械强度。由经验知识可知,冷却孔道直径应不小于9毫米,且凹模、凸模应分别冷却,并保证其冷却平衡。进、出水水嘴接头设在定模板两端处,这样布置将避免影响其他操作,同时还应保证水嘴和水管连接处密封,不能漏水。
由于制品材料为ABS,其注塑温度在45℃左右,温度不是太高,所以一般采用水冷却。
9、 推方式的设计
由于塑件形状较为规则切壁厚较薄,使用推杆推出时,容易在塑件上留下推出痕迹,不宜采用,所以选择采用推件板推出机构完成塑件的推出,这种方法结构简单,推出力均匀,塑件在推出时变形较小,推出可靠。
四、注塑模有关计算:
塑件平均收缩率可由收缩率公式计算,ABS的最小收缩率为0.3%,最大收缩率0.8%,即 =(Smax-Smin)/2
=(Smax-Smin)/2 =
=
制件未公差按注GB/T14486—1993中MT5级精度公差值(A类)选取
模具的制造公差 =
= /3
/3
1、计算塑件的体积和质量:
该塑件的质量约为m=10g,总体积v= =
= =
=

根据塑料制品的体积或质量查有关手册选定XS-ZY-125卧式注射机。
XS-ZY-125卧式注射机性能参数

2、型腔尺寸
(1)型腔径向尺寸
Lm=(Ls+ -
- )
)
=(60+60 0.55%-
0.55%- 0.37)
0.37)
= 60.05
60.05
(2)型腔深度尺寸
Hm=(Hs+HsScp- )
)
=(120+1200.55%- 0.64)
0.64)

=120.23
3、型芯尺寸
(1)型芯径向尺寸:
lm=(ls+ +)
+)
=(59+590.55%+ 0.37)
0.37)
=59.6
(2)型芯高度尺寸:
hm=(hs+hsScp+)
=(119+1190.55%+ 0.64)
0.64)
=120.08
4、型腔中心距尺寸:
如图所示:

五、塑料模具总装图:
原理:根据设计考虑,采用导柱定距式双分型面注射模,在导柱上开限距槽,并通过定距钉18来达到限制中间板移动距离。分型时,在定销21作用下A分型面分型,塑件和浇注系统凝料随动模一起后移,当定距钉18与导柱面分型,22上的槽相接触时,A分型面分型结束,B分型,最后推杆3推动推件板使塑件从凸模16上脱下。

六、模具设计总结:
这次塑料模具设计,对于我们来说是一个不小对的挑战。因为基础知识不够扎实,所以在设计塑料模具的过程中我们查阅许多资料来弥补之前落下的课程。
按照设计进度安排,我先对选取的塑件实体进行了测绘,确定其尺寸精度要求和表面粗糙度要求,并对其进行了工艺分析,确定了模具 按照设计进度安排,我先对选取的塑件实体进行了测绘,确定其尺寸精度要求和表面粗糙度要求,并对其进行了工艺分析,确定了模具各零件的结构、尺寸和精度要求,设计出注塑模具一套,绘制出了模具装配图及各零件图,对各零件进行了三维造型。
通过以上工作的完成,我对一套模具从设计到加工的全过程有了清醒而直观的认识,了解了注塑模的工作原理,对模具中型腔、型芯等主要零件的设计及精度的确定具备了一定的经验知识,能够对模具设计中常出现的问题提出合理的解决方法,能够正确地选取注射机、确定模架的结构及尺寸、确定型腔数。在模具设计中,精度要求的确定是至关重要的一步,要综合考虑尺寸精度及配合要求,特别是各模板及型腔、型芯等配合精度要求高的部件,其精度确定的合理与否将影响到塑件的质量,从而对产品的使用性能及企业的经济效益产生很大的影响。由于知识及实践经验的缺乏,在设计过程中,零件加工精度的确定尚存在许多不足之处,在以后的工作、学习中还有待改进。
总的来说,这次实训对我们来说收益颇多,除了专业知识以外,我还明白了团结合作也是非常重要的。其次,谢谢老师的悉心教导!
参考文献
1、李德群、唐志玉,《模具工程大典》 电子工业出版社
2、李奇、朱江峰、张国文,《模具制造与构造》 清华大学出版社
3、屈华昌,《塑料成型工艺与模具设计》 机械工业出版社
第二篇:置物篮模具设计开题报告
哈尔滨理工大学
学士学位论文开题报告
题 目:基于solidworks的置物篮模具设计
院 系 荣成学院 材料工程系
专 业 材型10-1(模具)
指导教师 王 美
学 号 1030050117
姓 名 李 昊
开题时间:2014 年 3 月 15 日
哈尔滨理工大学学士学位论文开题报告

-
塑料模具课程设计
湖南铁道职业技术学院模具设计101班湖南铁道职业技术学院课程设计题目成方案拟定与模具设计系专业班级模具设计101学完成日期20xx…
-
塑料模具课程设计
1四川交通职业技术学院塑料模具课程设计指导老师设计者2四川交通职业技术学院课程设计任务书一课程设计目的巩固所学知识熟悉有关资料树立…
-
塑料模具课程设计
1四川交通职业技术学院塑料模具课程设计指导老师设计者2四川交通职业技术学院课程设计任务书一课程设计目的巩固所学知识熟悉有关资料树立…
-
塑料模具课程设计
塑料模具课程设计前言模具课程设计是在完成冷冲模具设计塑料模具设计CAD软件等相关专业课程学习之后一个重要的综合性的环节在设计之前要…
-
塑料模具课程设计
目录一工艺分析34二成型设备的选择与模塑工艺参数的确定45三模具结构尺寸及方案确定510四注射机有工艺关参数的校核10五编写工作零…
-
塑料模具课程设计
塑料模具课程设计指导书塑料模具课程设计生产模型设计职员,必需按用户提出的要求认真设计生产模型,在进行生产模型设计时将用户的各项要求…
-
塑料模具设计(内含实训小结)
塑料模具设计目录第一章2一塑件是的工艺分析2PP塑料概念3比重3二塑件的材料分析3成型收缩率10254成型温度1602204干燥条…
-
塑料模具设计(内含实训小结)
塑料模具设计目录第一章2一塑件是的工艺分析2PP塑料概念3比重3二塑件的材料分析3成型收缩率10254成型温度1602204干燥条…
-
塑料模具课程设计
湖南铁道职业技术学院模具设计101班湖南铁道职业技术学院课程设计题目成方案拟定与模具设计系专业班级模具设计101学完成日期20xx…
-
塑料模具课程设计
塑料模具课程设计前言模具课程设计是在完成冷冲模具设计塑料模具设计CAD软件等相关专业课程学习之后一个重要的综合性的环节在设计之前要…
-
模具课程设计小结
模具课程设计小结正文开始gtgt通过这次课程设计把先修课程机械制图机械制造机械设计冷冲压与塑料成型机械模具工艺学模具材料与热处理冷…