4环保检测报告、车间噪音粉尘
报告日期:二零一四年肆月二十二日

检测 台州市疾病预防控制中心 CNAS L0972 (台州市卫生检验中心) 检测报告 受检单位: 浙江大诚诚诚科技有限公司 样品名称: 车间空气 样品状态: 检测项目: 粉尘、噪声 检测类别: 职业病危害因素委托检验
1. 台州市疾病预防控制中心是台州市卫生局下属医疗卫生机构。本中心保证
检测的科学、公正和准确,对检测数据负责,并对检测数据和委托单位所
提供的样品和技术资料保密。
2.
3.
4. 采样程序按照有关卫生标准和本中心的程序文件及作业指导书执行。 对于委托送检样品,本中心仅就来样负责。 如涉及下列特别情形及要求的检测信息,将在该项目检测结果页的附注中
列出:
① 检测方法偏离及特殊检测条件;
② 不确定度;
③ 检测分包;
④ 非标准方法;
⑤ 客户其他要求;
5. 报告书有下列情形者,如无编写者、校核者、批准者等的签名或涂改、封
面无本中心报告专用章等均属无效。
6. 若对检测报告的异议,应于检测报告发出之日起十五个工作日内向我中心
提出。
7. 未经本检测中心书面批准,不得复制检测报告(全文复制除外)。
检验机构地址:台州市东城学院路187号
电话:0576-22228861
传真:0576-22228860
邮编:318000
台州市疾病预防控制中心
检测报告
受理单位:浙江大诚诚诚科技有限公司
地址:浙江省台州市黄岩区院桥梁湖桥工业区
联系电话:189xxxxxxxx 联系人:叶星姿 检测 CNAS L0972 报告书编号:浙职检2014042202 共2页,第1页
样品来源:现场采样、检测 采样日期:20xx年4月22日 样品名称:车间空气 样品数量:14份2宗 检测依据:《作业场所空气粉尘测定方法》(GB5748-85)
《作业场所噪声测量规范》(WS/T69-1996)
检测结果评价:
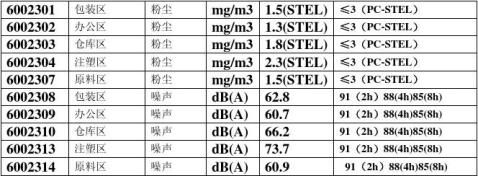
1. 根据GB5748-85(作业场报空气中粉尘测定方法).对样品编号为6002301、6002302、6002303、6002304、6002305、6002306、6002307之样品的检测结果作出如下评价:本次检测粉尘5个作业点,合格率100%。
2. 对接触噪声作业点5个工作岗位的噪声强度进行检测,样品编号为6002308、6002309、6002310、6002311、6002312、6002313、6002314,其检测结果符合《工业企业设计卫生标准》(GBZ1—2002)的卫生限制。 (以下空白)

台州市疾病预防控制中心
检测报告
作业场所有害因素检测结果:
监测结果:
检测 CNAS L0972
报告书编号:浙职检2014042202 共2 页,第2页
样品编号 采样地点 检测项目 单位 检测结果 卫生标准

(以下空白)
分包项目:无 “TWA”表示“8h时间加权平均浓度“ 偏离标准方法的例外情况:无 “STEL”表示“短时间接触深度”
测量不确定度:无 “PC-TWA”表示“时间加权平均容许浓度” “PC-STEL”表示“短时间接触容许深度” 国家标准规定有毒物质职业接触限值(dB(A)) 91(2h) 88(4h) 85(8h) 附注:
1.现场采样环境条件见该次现场采样原始记录;实验室检测条件见实验原始记录。
第二篇:宝康源验收噪声、废气监测报告和环保措施落实情况
环境保护措施落实及环境保护设施运转的情况
1、项目名称:生产定制式义齿
2、占地面积与总平面布置:本项目占地面积666.7m2,建筑面积480m2,主要包括车间(包括作模组、蜡型组、上瓷组、形修车金组、质检组、全瓷组和铸造组)、宿舍、办公室和门卫室、职工活动室等附属用房。
3、工程内容及规模:年生产定制式义齿共5000付,其中瓷牙900付、氧化锆牙800付、钢冠牙900付、钢托牙900付、软托牙900付、排牙600付。
4、生产经营方式:工作8小时/天,夜间不生产,年工作250天。5、主要机械设备:
本项目运营所用的主要设备见表1-1。
表1-1
序号
1.
2.3.4.5.6.7.8.9.10.11.12.13.14.15.16.17.18.19.20.
名称
马弗炉(SSXZ型)离心铸造机喷砂机
真空搅拌机
二氧化锆烧结炉TDS3D扫描仪3D切割机铸瓷炉
氩弧焊点焊机电解抛光机胶托抛光机打磨机高速打磨机蒸汽机烤瓷炉
超声波清洗机振荡器
石膏整形机种钉机气泵
主要设备清单数量11xxxxxxxxxxxx11111
功能
熔模焙烧金属铸造喷砂抽真空烧结扫描切割铸瓷焊接
抛光金属工件塑胶基托抛光打磨
打磨
供消毒清洗用蒸汽烤瓷烧结清洗
灌注模型时排除气泡打磨石膏模型外圆、底面修整打孔供气
用于哪些产品生产
瓷牙、钢冠牙、钢托牙、软托牙
瓷牙、钢冠牙软托牙氧化锆牙
瓷牙、氧化锆牙、钢冠牙
氧化锆牙
瓷牙、钢冠牙、钢托牙、软托牙
钢冠牙、钢托牙、软托牙
钢冠牙、排牙钢托牙
瓷牙、氧化锆牙瓷牙
瓷牙、氧化锆牙、钢冠牙
瓷牙、氧化锆牙、钢冠牙、钢托牙、软托牙、排牙软托牙
瓷牙、钢冠牙
21.22.
琼脂溶化器精密研磨仪
11
溶化琼脂研磨
1
6、生产工艺
一、瓷牙
生产工艺流程图:
作模支台蜡型熔模焙烧铸造、焊接车金
抛光上瓷形修成品
工艺说明:
(1)作模:利用石膏整形机把牙齿石膏模型的边缘进行修饰打磨,做成符合要求的形状,作模过程会用到种钉机打孔制作活动代型、用到振荡器排除气泡。
(2)支台:在模型上支台齿。
(3)蜡型:在修好的石膏模型外在牙齿上涂一层平均厚度为0.6毫米厚的薄蜡,并小心取下蜡型,然后将蜡型包埋;包埋是将包埋材加精制水调和后,将铸圈固定在底座上,在震荡条件下将包埋材料注入直至蜡型及铸道全部被覆盖。
(4)熔模焙烧:在马弗炉内将蜡型熔化后对铸圈焙烧。
(5)铸造:将金属放到铸造机进行铸造,铸造的工艺主要是将金属熔化后利用离心力把金属注入到模型中,然后自然冷却,金属熔化为物理过程。
(6)焊接:将分段铸造的金属焊接在一起。
(7)车金:利用切割机、研磨仪进行切割研磨,把金属研磨成需要的形状后,再用喷砂机使金属表面均匀。
(8)上瓷:把调和好的瓷粉涂到金属冠(先用超声波清洗机清洗,清洗液为水,清洗机内自带过滤装置,清洗水过滤后循环使用,不排放)上,涂好后放到烤瓷炉里烘烤。
(9)形修:瓷粉通过高温烧好后,开始用高速打磨机打磨出牙齿的形态,成形的义齿用蒸汽机进行消毒清洗。蒸汽机能同步独立完成清洗和干燥工作,自带脏物水分离过滤器,清洗水过滤后循环使用。
(10)抛光:利用高速打磨机对产品表面打磨。
(11)抛光完便为成品。
二、氧化锆牙
生产工艺流程图:
作模支台扫描车瓷形修烧结成品
工艺及说明:2
(1)作模:利用石膏整形机把牙齿石膏模型的边缘进行修饰打磨,做成符合要求的形状,作模过程会用到种钉机打孔制作活动代型、用到振荡器排除气泡。
(2)支台:在模型上支台齿;
(3)扫描:利用扫描仪检查模型是否准确和有无倒凹现象,扫描合格的进入下一工序,不合格的返回前面工序再加工。
(4)车瓷:利用切割机把义齿专用瓷块(氧化锆)切割成需要的形状。
(5)形修:将义齿用高速打磨机打磨出义齿冠核的形态,成形的义齿用蒸汽机进行消毒清洗。蒸汽机能同步独立完成清洗和干燥工作,自带脏物水分离过滤器,清洗水过滤后循环使用,不排放。
(6)烧结:先在铸瓷炉中将义齿冠核烧结成致密高强度冠核,再在二氧化锆烧结炉中烧结配套的饰瓷形成最终修复体。
(7)出成品。
三、钢冠牙
生产工艺流程图:
作模支台蜡型熔模焙烧
成品铸造、焊接车金抛光胶抛修型充胶
工艺说明:
(1)作模:利用石膏整形机把牙齿石膏模型的边缘进行修饰打磨,做成符合要求的形状,作模过程会用到种钉机打孔制作活动代型、用到振荡器排除气泡。
(2)支台:在模型上支台齿;
(3)蜡型:在修好的石膏模型外在牙齿上涂一层平均厚度为0.6毫米厚的薄蜡,并小心取下蜡型,然后将蜡型包埋;包埋是将包埋材加精制水调和后,将铸圈固定在底座上,在震荡条件下将包埋材料注入直至蜡型及铸道全部被覆盖。
(4)熔模焙烧:在马弗炉内将蜡型熔化后对铸圈焙烧。
(5)铸造:将金属放到铸造机进行铸造,铸造的工艺主要是将金属熔化后利用离心力把金属注入到模型中,然后自然冷却,金属熔化为物理过程;
(6)焊接:将分段铸造的金属焊接在一起。
(7)车金:利用切割机、研磨仪进行切割研磨,把金属研磨成需要的形状后,再用喷砂机使金属表面均匀。3
(8)抛光:利用电解抛光机对产品表面打磨。
(9)充胶:把调和好的义齿基托树脂充到钢冠牙中,室温下待胶固化。
(10)修型:将固化后的树脂胶修饰打磨成符合要求的形状。
(11)胶抛:利用胶托抛光机对义齿基托表面打磨。
(12)出成品。
四、钢托牙
生产工艺流程图:
上蜡包埋熔模焙烧铸造、焊接打磨抛光成品工艺说明:
(1)上蜡:在钢托上涂一层平均厚度为0.6毫米厚的薄蜡。
(2)包埋:将包埋材加精制水调和后,将铸圈固定在底座上,在震荡条件下将包埋材料注入直至蜡型及铸道全部被覆盖。
(3)熔模焙烧:在马弗炉内将蜡型熔化后对铸圈焙烧。
(4)铸造:将金属放到铸造机进行铸造,铸造的工艺主要是将金属熔化后利用离心力把金属注入到模型中,然后自然冷却,金属熔化为物理过程。
(5)焊接:将分段铸造的金属焊接在一起。
(6)打磨:利用手持打磨机对钢托进行打磨,使其表面光滑。
(7)抛光:利用电解抛光机对产品表面抛光。
(8)出成品。
五、软托牙
生产工艺流程图:
熔
补蜡复模上咬合排牙
包埋模焙烧铸造焊接抛光成品
工艺说明:4
(1)补蜡:对病人的牙齿进行详细的检查后进行设计,根据设计要求在基托上合适位置涂蜡;
(2)复模:根据病人的牙齿状况口腔取模,在真空状态下制作出模具,将琼脂在琼脂溶化器中溶化后在真空状态下浇注,从而克隆出与原样板相同的复制件。
(3)上咬合:在牙齿咬合架上人工检测牙齿的高度与表面的纹理,是否上下齿配合良好。
(4)排牙:按患者具体情况排列牙齿。
(5)包埋:将包埋材加精制水调和后,将铸圈固定在底座上,在震荡条件下将包埋材料注入直至蜡型及铸道全部被覆盖,该工程需用真空搅拌泵搅拌包埋材。
(6)熔模焙烧:在马弗炉内将蜡型熔化后对铸圈焙烧。
(7)铸造:将金属放到铸造机进行铸造,铸造的工艺主要是将金属熔化后利用离心力把金属注入到模型中,然后自然冷却,金属熔化为物理过程。
(8)焊接:将分段铸造的金属焊接在一起。
(9)抛光:利用电解抛光机对产品表面打磨。
(10)出成品。
六、排牙
生产工艺流程图:
上咬合充胶成品排牙包埋抛光
工艺说明:
(1)上咬合:在牙齿咬合架上人工检测牙齿的高度与表面的纹理,是否上下齿配合良好。
(2)排牙:按患者具体情况排列牙齿。
(3)包埋:将包埋材加精制水调和后,将铸圈固定在底座上,在震荡条件下将包埋材料注入直至蜡型及铸道全部被覆盖。
(4)充胶:把调和好的义齿基托树脂充到义齿中,室温下待胶固化。
(5)抛光:利用胶托抛光机对义齿基托表面打磨。
(6)出成品。
7、主要原辅材料及用量
年用义齿基托树脂(用于钢冠牙、排牙生产)5kg、义齿专用瓷粉(用于瓷牙生产)50kg、义齿专用瓷块(用于氧化锆牙生产)50kg、口腔专用金属(用于瓷牙、钢冠牙、钢托牙、软托牙生产)50kg、义齿包埋材(用于瓷牙、钢冠牙、钢托牙、软托牙、排牙生产)50kg、医用蜡(用于瓷牙、钢冠牙、钢托牙、软托牙、排牙生产)5kg、医用石膏(用于瓷牙、氧化锆牙、钢冠牙生产)5
900kg、琼脂(用于软托牙生产)5kg、专用精制水(用于瓷牙、钢冠牙、钢托牙、软托牙、排牙生产)5kg、义齿用焊剂(用于瓷牙、钢冠牙、钢托牙、软托牙生产)0.2kg、电解抛光液(用于钢冠牙、钢托牙、软托牙生产)2kg。8、环境保护设施落实情况
(1)废水:作模工序生产废水经防渗沉淀箱沉淀后回用于生产过程,超声波清洗机清洗水过滤后循环使用,蒸汽机自带脏物水分离过滤器,清洗水过滤后循环使用不排放。生活污水经院内东北角的防渗化粪池处理后由北京市房山区水务局房山排水所抽排到城关镇污水处理厂。
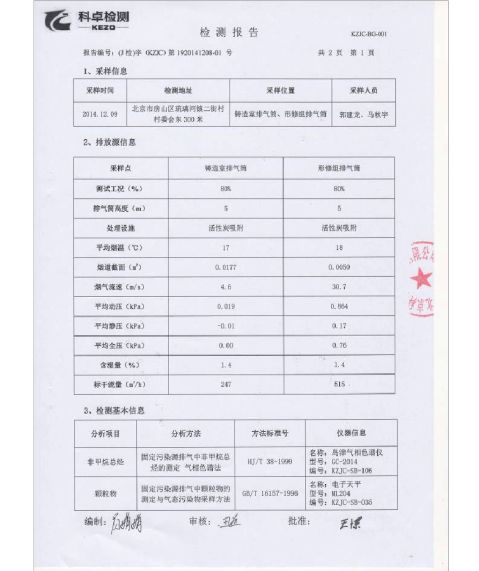
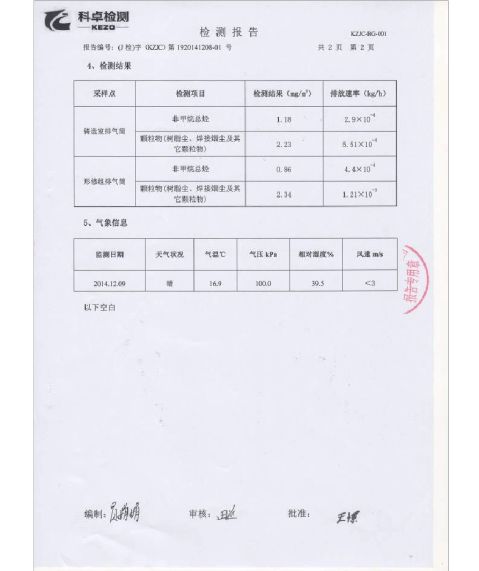
(2)废气:颗粒物(树脂尘、焊接烟尘和其他颗粒物)、非甲烷总烃废气均经活性炭净化后通过形修组(即车瓷车金)车间顶部东北侧和铸造室顶部东北侧5m高的排气筒排放。北京科卓检测技术有限公司对废气(非甲烷总烃、树脂尘、焊接烟尘和其他颗粒物)进行了检测,废气(非甲烷总烃、树脂尘、焊接烟尘和其他颗粒物)排放浓度、排放速率均达到北京市《大气污染物综7.1.3合排放标准》(DB11/501-2007)一般污染源大气污染物排放限值和标准中相关规定(7.1.1条、条、7.1.4条)。
根据《大气污染物综合排放标准》(DB11/501-2007)一般污染源大气污染物排放限值和标准中7.1.1条、7.1.3条、7.1.4条规定,本项目排气筒高度低于15m且未高出周围200m半径范围内的建筑物5m以上,排放浓度应按标准中表1“无组织排放监控点浓度限值”的5倍执行,排放速率按外推法计算的排放速率限值的50%基础上再严格50%,即排放速率按外推法计算的排放速率限值的25%执行。废气检测结果和本项目执行的标准见表1-2。
表1-2检测结果和执行标准对比表
采样点
检测项目非甲烷总烃
铸造室排气筒
颗粒物(树脂尘、焊接烟尘及其他颗粒物)
非甲烷总烃
形修组排气筒
颗粒物(树脂尘、焊接烟尘及其他颗粒物)
检测结果
3
(mg/m)1.182.230.862.34
排放速率(kg/h)0.000290.0005510.000440.00121
《大气污染物综合排放标准》DB11/501—2007允许排放浓度(mg/m)允许排放速率(kg/h)10.0树脂尘、焊接烟尘其他颗粒物10.0树脂尘、焊接烟尘其他颗粒物
2.55.02.55.0
0.1750.0361110.0583330.1750.0361110.058333
3
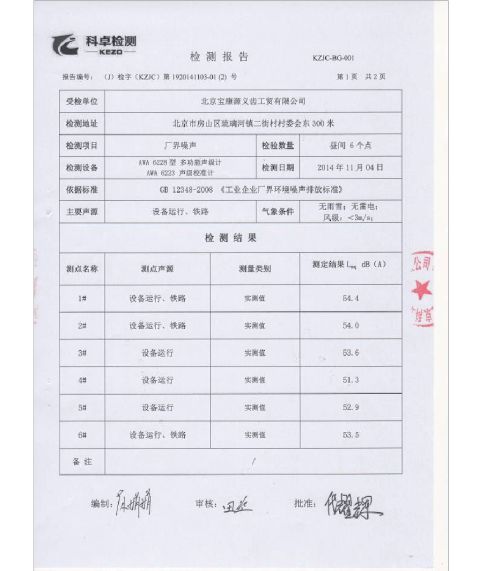
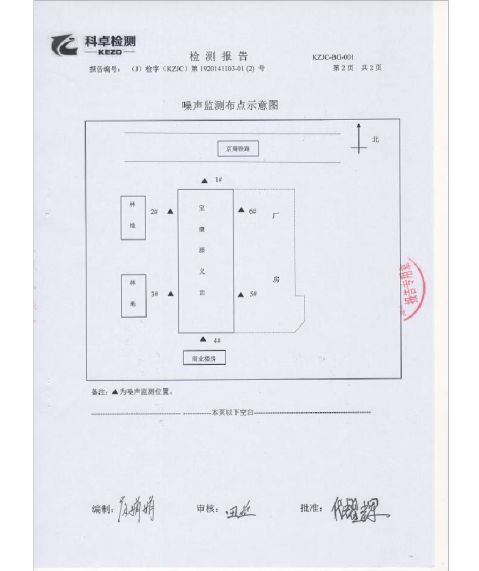
(3)噪声:喷砂机、真空搅拌机、3D切割机、电解抛光机、胶托抛光机、高速打磨机、超声波清洗机、振荡器、石膏整形机、种钉机、气泵、精密研磨仪等生产设备为低噪声环保型,安装了减振垫,生产时关闭门窗。夜间不生产。北京科卓检测技术有限公司对厂界昼间噪声进行了检测,厂界噪声可达到《工业企业厂界环境噪声排放标准》中1类昼间标准要求。
(4)固体废物:设生活垃圾分类收集桶2个,能够回收利用的部分(纸类、饮料瓶等)由物
6
资回收部门(废品收购站)回收,不能回收利用的部分(塑料袋等)由琉璃河镇二街村民委员会负责清运,日产日清;设4个收集桶,对石膏废渣、金属废渣、瓷粉渣、树脂渣分类收集后由物资回收部门(废品收购站)回收。
目前安装到位的废气处理装置(2套活性炭装置)、噪声治理设施(减振垫)、生活污水处理设施(化粪池)、生产污水处理设施(防渗沉淀箱、蒸汽机脏物水分离过滤器)、固体废物收集设施(生活垃圾分类收集桶,石膏废渣、金属废渣、瓷粉渣、树脂渣分类收集桶)等环境保护设备均运行正常。
7北京宝康源义齿工贸有限公司20xx年12月17日

8
9
10
11
12
13
-
4环保检测报告、车间噪音粉尘
报告日期二零一四年肆月二十二日检测台州市疾病预防控制中心CNASL0972台州市卫生检验中心检测报告受检单位浙江大诚诚诚科技有限公…
-
粉尘检测报告
玉岭煤业粉尘检测报告玉岭煤业粉尘检测报告测尘员张台奇测试方法滤膜质量法采样器AHFQIII20xx年11月29日玉岭煤业粉尘检测报…
-
粉尘检测报告
阳城县大桥联办煤矿粉尘检测报告20xx11阳城县大桥联办煤矿粉尘检测报告测尘员张台奇测试方法滤膜质量法采样器AHFQIII20xx…
-
监测报告(工作场所空气噪声粉尘)
监测报告曹环监声20xx第117号受检单位山东省曹普工艺有限公司项目名称工作场所空气噪声粉尘委托检测委托单位山东省曹普工艺有限公司…
-
粉尘测定结果报告、评价方法和统计处理
粉尘测定结果报告评价方法和统计处理发布日期20xx0811浏览次数24一粉尘测定结果报告加强粉尘测定的管理与报告是防尘测尘工作的需…
-
粉尘整改报告
关于山东凯华木业有限公司刨花板车间作业场所粉尘危害专项治理整改情况报告临沂市环境保护局兰山分局山东凯华木业有限公司按照临沂市环境保…
-
赵庄煤业粉尘自查自纠总结报告
晋煤集团赵庄煤业煤矿作业场所粉尘危害专项治理自查自纠及整改情况报告晋城煤监分局赵庄煤业按照山西煤矿安全监察局关于开展煤矿作业场所粉…
-
监测报告(工作场所空气噪声粉尘)
监测报告曹环监声20xx第117号受检单位山东省曹普工艺有限公司项目名称工作场所空气噪声粉尘委托检测委托单位山东省曹普工艺有限公司…
-
职业卫生检测报告模版1
报告编号检测检验报告书委托单位XXXXXXXXXXXXXXXXXXXX报告日期XXXX年X月X日XXXXX职业病防治研究所2第页共…
-
职业危害检测报告
个体防护训练一训练目的1通过训练掌握致密型防护服防毒面具组合防护眼罩头带式耳罩防护口罩丁腈防化手套防化靴的穿戴方法2掌握个体防护用…
-
噪声测量实验报告
噪声测量实验报告学院专业班级组长组员组员组员实施时间噪声测量实验周围环境与声学现象对人体主客观评价室内声环境的影响时间20xx06…