3C工厂审核要点
3C工厂审核要点
已有 483 次阅读 2008-6-13 17:53
3C认证项目管理表.rm(51.5 KB)以下是我根据原公司各部门职能做的3C工厂审核前的准备,可能有一些遗漏,希望对大家有点帮助。附件是我制作的项目管理表,由于不能上传EXCEL格式,所以把格式改为了rm格式,下载后可更改过来,后缀改为xls。
ISO9001认证与3C认证的区别和联系
ISO9001是自愿性的质量管理体系认证,3C认证是强制性的产品认证(未列入名录的产品可自愿认证);ISO9001关注的是质量体系的适宜性、有效性,强调持续改进,3C关注的是产品质量,强调产品的一致性及质量保证能力;3C认证审核的重点是认证产品的生产全过程,寻找工厂质量保证的能力及是否对获证后产品的一致性管理,初次工厂审核主要是工厂质量保证能力的审核,以下几个部门或职能为主要审核对象:a、3C程序文件(可与ISO9001程序文件结合):认证标识使用和管理、产品一致性管理、认证产品变更管理、关键件及材料定期确认、检验试验设备仪器的运行检查等;b、采购:关键件和材料供应商的管理,关键件和材料定期确认(或质量部);c、研发:设计变更;d、质量部:检验、试验标准、过程、产品特性控制(包括仪器设备参数)和现场操作,检验试验仪器设备的计量,不合格品的控制,内部质量审核;e:生产部:生产操作;f、仓库:产品的存储和防护;g:文件和记录控制;h:人力资源&质量部&生产部:检验、试验及关键岗位人员技能培训和考核;其中质量部为重要审核对象。监督审核除验证工厂保证能力外,还要审核工厂认证产品的一致性管理和3C标
识的使用,如被发现产品一致性管理和标识使用有问题,将会开出严重不符合项,要求工厂进行整改后再审核。
为保证批量生产的认证产品与已获型式试验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
1、 职责和资源
1.1 职责
工厂应规定与质量活动有关的各类人员职责及相互关系,且工厂应在组织内指定一名质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限:
a) 负责建立满足本文件要求的质量体系,并确保其实施和保持; b) 确保加贴强制性认证标志的产品符合认证标准的要求;
c) 建立文件化的程序,确保认证标志的妥善保管和使用;
d) 建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不能加贴强制性认证标志。
要点:
3C程序文件在ISO9000的基础上需增加认证标识使用和管理、产品一致性管理、认证产品变更管理、关键件及材料定期确认、检验试验设备仪器的运行检查等相关程序;
1.2资源
工厂应配备必须的生产设备和检验设备以满足稳定生产符合强制性认证标准要求的产品;应配备相应的人力资源,确保从事对产品质量有影响工作的人员具备必要的能力;建立并保持适宜产品生产、检验试验、储
存等必备的环境。
要点:
a、设备资源配置:《生产设备和检验设备清单》;
b、人力资源:关键岗位培训及上岗考核;
c、工作环境:产品生产、检验试验、存储的环境;
2、文件和记录
2.1工厂应建立、保持文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控制需要的文件。质量计划应包括产品设计、实现过程、检测及有关资源的规定,以及产品获证后对获证产品的变更(标准、工艺、关键件等)、标志的使用受理等的规定。
产品设计标准或规范应是质量计划的其中一个内容,其要求应不低于有关该产品的国家标准要求.
要点:
a、公司要建立认证产品的质量计划,质量计划可由研发部用设计文件的形式输出,或用文件包的形式,内容用涉及到产品设计(产品规格图纸等)、实现过程(工艺流程图)、检测(检测标准和判定标准)、资源配置(重点是仪器设备及人员)及获证产品的变更、标志的使用等规定。
2.2工厂应建立并保持文件化的程序以对本文要求的文件和资料进行有效的控制。这些控制应确保:
a) 文件发布前和更改应由授权人批准,以确保其适宜性;
b) 确保文件的更改和修订状态得到识别,防止作废文件的非预期使用; c) 确保在使用处可获得相应文件的有效版本。
要点:
同ISO9001文件和记录控制要求
2.3工厂应建立并保持文件化的质量记录的标识、储存、保管和处理的文件化程序.质量记录应清晰、完整以作为产品符合规定要求的证据。
质量记录应有适当的保存期限。
要点:
同ISO9001文件和记录控制要求
3、采购和进货检验
3.1供应商的控制
工厂应制定对关键件和材料的供应商的选择、评定和日常管理的程序,以确保供应商具有保证生产关键元器件和材料满足要求的能力。
工厂应保存对供应商的选择评价和日常管理记录。
要点:
a、供应商的选择、评定和日常管理程序可在采购程序中规定或制定一份供应商管理办法,规定以上的内容;选择评价和日常管理记录如供应商资质调查表、供应商月、季度考核表(质量、成本、交期、服务、技术等方面)、供应商质量报表等
b、工厂关键物料应从合格供应商中采购,《合格供应商名录》;
c、关键件和材料必须从认证时的合格供应商采购(3C认证型式试验阶段,会要求工厂提供关键件和材料清单、型号规格及相应供应商),保证认证产品的一致性;如果关键件和材料供应商变更,需到认证中心做相关变更
手续;
3.2关键件和材料的检验/验证
工厂应建立并保持对供应商提供的关键件和材料的检验或验证的程序及定期确认检验的程序,以确保关键件和材料满足认证所规定的要求。
关键件和材料的检验可由工厂进行,也可以由供应商完成。当由供应商检验时,工厂应对供应商提出明确的检验要求.
工厂应保存关键件检验或验证记录、确认检验记录及供应商提供的合格证明及有关检验数据等。
要点:
a、 程序文件中必须制定关键件和材料定期确认的相关规定; b、 关键件和材料的确认:一般要求供应商提供,如器件和材料的3C
认证证书、器件和材料3C检测报告(有资格的检测机构或实验室);还有是工厂把器件和材料送到有资格的检测机构(实验室)检测并提供相应检测报告;
c、 工厂关键器件和材料的检验或验证记录;(一般要求供应商每批
次物料提供出厂合格证明或出厂检验报告);
4、 生产过程控制和过程检验
4.1工厂应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺作业指导书,使生产过程受控。
要点:
a、关键工位上岗培训及考核,考核培训记录;
b、受控的工艺作业指导书;
4.2产品生产过程中如对环境条件有要求,工厂应保证工作环境满足规定的要求.
要点:
客户、法律法规或相应产品描述文件对生产过程有环境要求时,必须满足并监控(如温湿度、防静电等要求);
4.3可行时,工厂应对适宜的过程参数和产品特性进行监控.
要点:
过程参数和产品特性可用产品首件确认、过程巡检等方法进行监控,审核时提供相应的记录即可;
4.4工厂应建立并保持对生产设备进行维护保养的制度.
要点:
公司要建立相关的设备维护保养制定(如日、旬、月、季度维护保养),并实施,审核时提供相应的制度和维护保养记录即可;
4.5工厂应在生产的适当阶段对产品进行检验,以确保产品及零部件与认证样品一致。
要点:
公司应在交付前对产品进行检验(如出厂检验、最终检验等等,抽检或全检都可以),审核时提供相应的检验标准和检验记录即可;
5、例行检验和确认检验
工厂应制定并保持文件化的例行检验和确认检验程序,以验证产品满足规定的要求。检验程序中应包括检验项目、内容、方法、判定等。并应
保存检验记录。具体的例行检验和确认检验要求应满足相应产品的认证实施规则的要求执行。
例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,通常检验后,除包装和加贴标签外,不再进一步加工。
确认检验是为验证产品持续符合标准要求进行的抽样检验。
要点:
3C的“例行”与ISO9000的概念有区别:3C的例行(检验、试验)为100%(检验、试验),ISO9000为抽样(检验、试验),3C的抽样(检验、试验)为确认(检验)、型式(试验)。公司必须制定产品例行检验和确认检验标准,包含检验项目、设备、内容、方法、判定等(如产品检验标准、产品检验指导书等)。审核时提供相关例行检验和确认检验标准和检验记录即可;
6、检验试验仪器设备
用于检验和试验的仪器设备应定期校准和检查,并有计量合格检定证。
检验和试验的仪器设备应有操作规程,检验人员应能按操作规程要求,准确地使用仪器设备。
要点:
公司要制定检验和试验仪器设备的操作规程(如仪器设备操作规程或仪器设备操作指导书),且检验人员要按操作规程操作(一般审核老师会到现场观看员工的操作,包括检验、试验、实验);工厂要对检验和试验的仪
器设备进行计量并标识计量合格证:计量包括检定和校准,检定需委托法定机构,校准可在公司内部进行校准;审核时提供各检验和试验仪器设备的受控操作规程、以及提供仪器设备的计量证书(如果是内部校准,需提供校准记录)即可,要注意设备仪器操作一定要按照规程,且设备仪器必须粘贴检定标识,且标识应该检定有效期内;
6.1校准和检定
用于确定所生产的产品符合规定要求的检验试验设备应按规定的周期进行校准或检定。校准或检定应溯源至国家或国际基准。对自行校准的,则应规定校准方法、验收准则和校准周期等。设备的校准或检定状态应能被使用及管理人员方便识别。
应保存设备的校准或检定记录。
要点:
同上计量说明
6.2运行检查
对用于例行检验和选定型式试验的设备应进行日常操作检查外,还应进行运行检查。当发现运行检查结果不能满足规定要求时,应能追溯至已检测过的产品.必要时,应对这些产品重新进行检测.应规定操作人员在发现设备功能失效时需采取的措施。
运行检查结果及采取的调整等措施应记录。
要点:
公司要制定检验和试验设备运行检查程序,仪器设备运行检查应能发现设备正常和异常,运行检查可使用样品比对(合格样品和不合格样品)、量
具比对(精度更高)等方法;公司应规定运行检查结果不满足要求时,对已检测过的产品进行追溯和处理(如重检);审核时提供仪器设备运行检查方法、仪器设备运行检查记录及仪器设备异常时产品的追溯处理记录,操作员能正确的对设备进行运行检查(一般审核老师会现场观看员工设备运行检查的操作,并询问操作员运行检查不通过时对产品的处理方法等)。 7、 不合格品的控制
工厂应建立不合格品控制程序,内容应包括不合格品的标识方法、隔离和处置及采取的纠正、预防措施。经返修、返工后的产品应重新检测。对重要部件或组件的返修应作相应的记录.应保存对不合格品的处置记录.
要点:
同ISO9001不合格品的控制的要求
8、 内部质量审核
工厂应建立文件化的内部质量审核程序,确保质量体系的有效性和认证产品的一致性,并记录内部审核结果。
对工厂的投诉尤其是对产品不符合标准要求的投诉,应保存记录,并应作为内部质量审核的信息输入。
对审核中发现的问题,应采取纠正和预防措施,并进行记录。
要点:
ISO9001是内部审核,3C重点是质量审核,重点是顾客投诉及相应处理、质量问题纠正预防措施;审核时需提供相关的记录;
9、 认证产品的一致性
工厂应对批量生产产品与型式试验合格的产品的一致性进行控制,以使认证产品持续符合规定的要求。
工厂应建立产品关键件和材料、结构等影响产品符合规定要求因素的变更控制程序,认证产品的变更(可能影响与相关标准的符合性或型式试验样机的一致性)在实施前向认证机构申报获得批准后方可执行。 要点:
公司应建立认证产品变更控制程序,在关键件和材料供应商或型号变更,结构或电路(包括PCB板布线)变更时,须向认证机构申报获得批准后才可执行;3C的标识只能用在认证产品上,且认证产品要与型式试验的样品一致;(监督审核时,千万要控制产品的一致性,如被发现变更或标识用在其他产品上,将是严重不合格项);
10、 包装、搬运和储存
工厂所进行的任何包装、搬运操作和储存环境应不影响产品符合规定标准要求。产品(包装)中应有指导用户安全使用产品的必要标记,附有相应的说明书。
要点:同ISO9001产品的防护要求,这一条款我们公司没问题。
第二篇:防火门工厂审核要点
型式认可工厂检查作业指导书
附件一:
防火门产品工厂条件检查要点
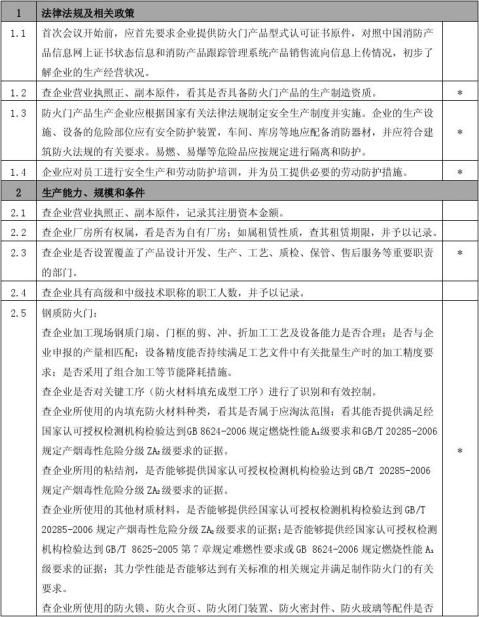
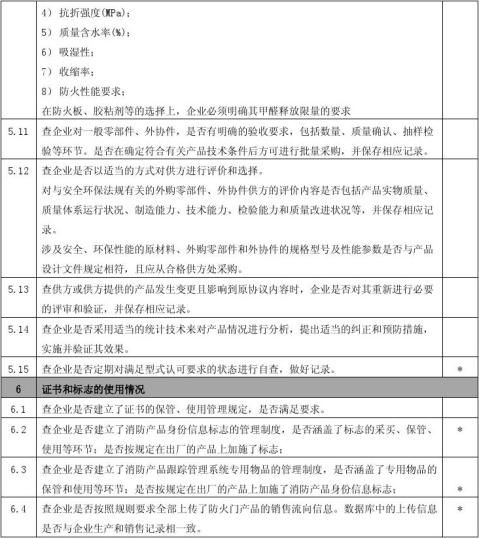
备注中标识为“*”号的,为否决条款。任意一条不符合,均导致工厂条件检查结论为不推荐通过。
消防类产品型式认可工厂基本条件
为确保获准型式认可证书的消防产品质量,规范生产申请方的质量管理,对实施型式认可的消防产品生产申请方生产环境、检验和设备管理提出基本要求,促进申请方不断改进基本生产条件和质量管理水平,鼓励申请方建立和有效运行完善的质量体系,并持续改进,特制定本基本条件。
一、申请方应制定质量方针和可测量的质量目标,配备足够的资源,明确质量管理、产品检验、生产管理和技术服务人员的职责和权限,确保其方针和目标的实现。
二、生产场地、环境必须满足生产工艺及有关环境保护、卫生和劳动安全等法律、法规的要求,生产布局和工艺流程合理。
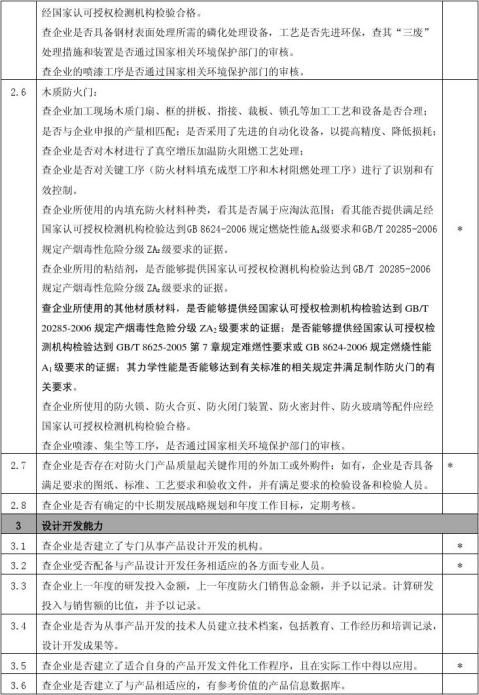
三、生产、检验设备必须满足公安部消防产品合格评定中心规定的《生产、检验设备最低配置要求》,且其设备的技术指标、性能、数量等应满足生产工艺要求和生产过程质量控制及检验工作要求。
四、建有生产、检验设备及工艺装备档案,其使用说明书或操作规程等技术资料齐全,有设备管理和维护保养制度,并能贯彻执行。
五、应编制和有效实施质量和技术文件管理程序,以规定以下方面所需的控制:
a)文件发布前得到审批,以确保文件是充分与适宜的;
b)对文件的制定、发放、修改和标识做出规定;
c)确保在使用处可获得适用文件的有效版本;
d)确保外来文件得到识别,并控制其分发;
e)产品标准、主要原材料标准及相关标准齐全。
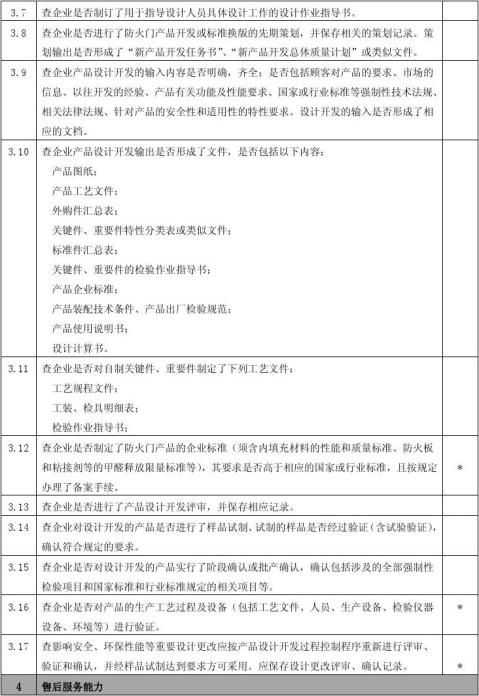
f)产品设计文件和工艺图纸等技术资料齐全,符合国家有关标准要求。产品一致性有关文件符合型式认可规则要求,并可有效地用于指导生产、检验工作。
六、应编制质量记录管理程序,对产品检验、检验设备计量校准、设备维护和顾客服务等记录进行有效管理,达到下述要求:
a)提供符合要求的证据;
b)记录应保持清晰、易于识别和检索;
c)对规定记录的标识、贮存、保护、检索、保存期限和处置实施有效的管理和控制。
七、应编制采购文件,内容应包括产品类别、形式、等级或其他标识方法;质量要求、验收依据;应对关键元器件、外购外协件的供货方的质量保证能力进行评定。
八、应策划并在受控条件下进行生产和服务,包括:
a)获得作业指导书;
b)使用适宜的设备;
c)获得和使用监视和测量装置;
d)对生产和服务过程实施有效的、与生产规模相适应的监视和
测量;
e)对关键过程和特殊过程进行有效控制。
九、应确定需实施的监视和测量以及所需的监视和测量装置,为生产符合确定的要求提供证据。测量设备应:
a)按照规定时间间隔或在使用前进行校准或检定;
b)校准状态得到识别;
c)对设备状态进行有效监测和管理,保证检验结果的准确。
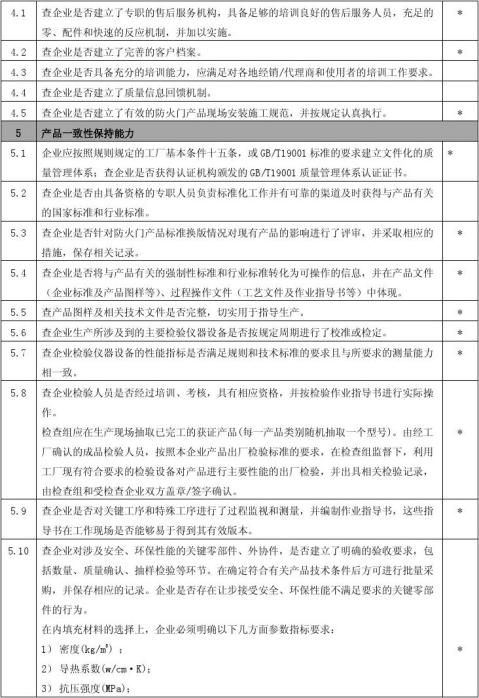
十、应建立并有效实施完善的质量检验规程,进货检验(验证)、过程检验、出厂检验项目明确,符合相关标准要求。包括:
a)申请方应对产品质量形成有重要影响的原材料进行检验。
b)出厂检验的项目应不少于有关产品标准和有关规定的要求,尤其是产品一致性的保持要求。
c)按规定做好检验记录,并收集、归档、保存,便于查阅。
十一、有完善的不合格品控制程序,并严格执行。
十二、产品包装技术文件齐全,使用说明书内容正确,产品标识和质量标识符合要求。
十三、从事生产、检验等人员应进行必要的培训并保存培训记录。特殊岗位人员必须具备规定的资质。
十四、应编制并有效实施产品售后服务程序,不断提高顾客满意度。
十五、定期对满足型式认可要求的状态进行自查,持续改进质量管理体系,提高管理水平,保证产品质量。
- 工厂检验报告
-
Cosmos-工厂审核报告
美正國際贸易有限公司工厂审核报告地址上海市20xx03閩行區虹中路641號Tel02164650767Fax02164064225…
-
工厂审核
一般在审核中审核工厂的问题主要会涉及的文件:《不合格品管理程序》,《工程变更程序》,《预防纠正措施控制程序》、《供应商管理程序》以…
-
厂审核报告
云南红塔卷烟胶厂清洁生产审核报告前言云南红塔卷烟胶厂建于19xx年8月总占地面积22万平方米企业具有年产低温快干型高速卷烟专用胶3…
-
3c工厂审查报告
中国质量认证中心受检查方名称检查目的评价受检查方是否有能力保证批量生产的认证产品与型式试验合格的样品的一致性检查范围产品地址检查依…
-
办公室个人工作总结
光阴如梭,一年的工作将在平凡忙碌中成为历史,新的一年即将到来,新年到来意味着新的起点、新的机遇、新的挑战,我决心再接再厉,在扎实做…
-
个人师德工作总结
教师的天职是教书育人。因此,作为一个教师必须要提高自己的道德素养和职业观念。只有严格要求自己的人才能获得良好的发展,并能对学生严格…
-
数据库总结
承德石油高等专科学校计算机与信息工程系岗前实训总结报告实训方向或岗位:软件工程师实训地点或单位:文理楼B518所属班级:软件090…
-
20xx年护士工作总结
光阴似箭!一晃眼,从我加入**人民医院救死扶伤的护士,工作已有半年多了。在过去半年里,在院领导、科主任及护士长的正确领导下,我认真…
-
弱电智能化设计年终工作总结
20xx年工作总结回想20xx年进入公司的那一幕还很清晰,20xx年就已经来临了,在年龄增长的同时我的工作经验值也成正比例增长,还…